1.本实用新型涉及,更具体地说,涉及一种自动攻牙装置。
背景技术:
2.本部分的描述仅提供与本实用新型公开相关的背景信息,而不构成现有技术。
3.在机械零部件中,很多零部件都具有不同规格的通孔,并且需要在这些通孔上加工出螺纹、螺丝或者牙扣,传统的加工方式是工人采用攻牙机对零部件进行加工,由于某些零部件量大且体积小,这样无疑增加工人的劳动量,而且由于某些零部件体积较小,加上人工加工的不定因素,容易出现乱牙、错牙等现象,使得体积小的零部件加工螺牙的报废率上升,而且攻牙机的刀具锋利且旋转速度快,不利于工人的人身安全,目前的攻牙装置也缺少一体式的润滑部,导致攻牙头易损坏。
4.应该注意,上面对技术背景的介绍只是为了方便对本实用新型的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本实用新型的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
技术实现要素:
5.本实用新型要解决的技术问题是提供一种自动攻牙装置,能够在攻牙的同时对攻牙头进行润滑。
6.为了解决上述技术问题,本实用新型提供了包括安装或支撑于工作台上的:至少一个定位治具,以及,对定位治具上的产品进行攻牙的多轴攻牙机,每个所述定位治具包括定位底板,所述定位底板的下表面开设有至少两个用于容置润滑油的油槽,上表面与每个油槽相对的位置设置有用于容置产品的至少一个定位槽,每个所述定位槽内开设有与油槽相连通的攻牙孔,每个所述油槽的槽口通过一密封盖板密封,每个所述定位底板上的油槽通过油路相互连通。
7.进一步的,所述定位底板的下表面开设有两个油槽,上表面上与每个油槽相对的设置有两个定位槽,每个所述定位槽的一侧设置有与产品适配的挡块。
8.进一步的,还包括一用于将产品从料盒搬运至定位治具上的取料机构,所述的取料机构包括第一x向移动组件以及安装于所述第一x向移动组件上的取料单元,所述的取料单元包括可升降设置的取料板以及安装于所述取料板上的多个取料头。
9.进一步的,所述取料板上开设条形槽,所述取料头通过安装杆可沿条形槽长度方向滑动的安装于条形槽内,所述条形槽的两侧设置有刻度线。
10.进一步的,所述的取料头为可与产品吸引的磁铁。
11.进一步的,所述定位治具包括两个,分别可拆卸式安装于y轴移动模组上。
12.进一步的,所述多轴攻牙机安装于一第二x向移动组件上。
13.进一步的,所述的第一x向移动组件以及所述的第二x向移动组件分别包括安装座、安装于所述安装座上的伺服电机以及被所述伺服电机驱动的滚珠丝杠螺母副,所述的
安装座上还设置有与滚珠丝杆平行设置的导轨,滚珠螺母上设置有与所述导轨适配的滑块。
14.进一步的,所述的y轴移动模组包括y向延伸的驱动气缸,每个所述定位治具安装于所述驱动气缸的驱动端。
15.借由以上的技术方案,本实用新型的有益效果如下:
16.本实用新型的自动攻牙装置,通过将定位治具设置为带有油槽的定位底板,并且油槽设置为与攻牙孔相连通的可以实现在攻牙的时候对攻牙头进行润滑,通过将多个定位底板上的油槽相连通设置,不仅增大了定位底板上容置润滑油的容积而且能够实现在攻牙的时候润滑油在多个油槽之间形成回路,避免当攻牙头伸入油槽内之后,润滑油从攻牙孔漫出。取料头设置为安装位置可在条形槽内调整的模式,能够适用不同尺寸的产品,并且取料头设置为磁铁,使用、操作方便。
附图说明
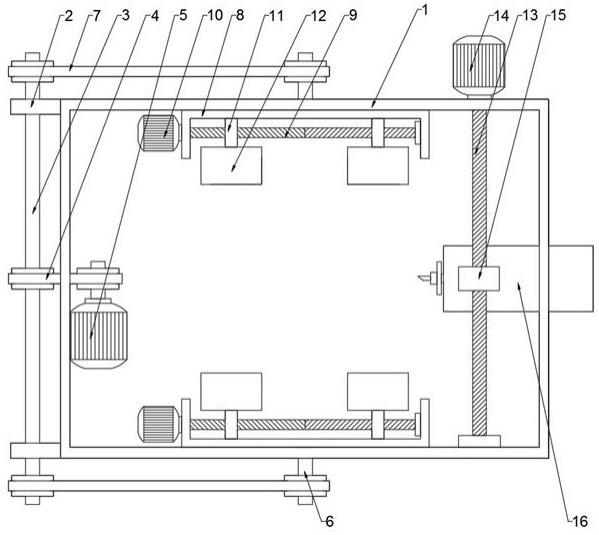
17.图1是本实用新型结构示意图;
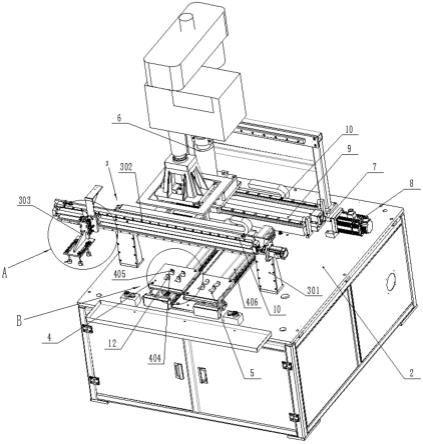
18.图2是本实用新型整体结构示意图;
19.图3是本实用新型图1中的a处放大示意图;
20.图4是本实用新型多轴攻牙机部分的示意图;
21.图5是本实用新型的定位底板体现油槽部分的示意图;
22.图6是本实用新型的图1的b处放大示意图。
23.其中:
24.1、机架;2、工作台;3、取料机构;301、安装架;302、第一x向移动组件;303、取料单元;304、升降气缸;305、取料板;306、取料头;307、条形槽;4、第一定位治具;401、定位底板;402、攻牙孔;403、油槽;404、定位槽;405、定位块;406、y轴移动模组;5、第二定位治具;6、多轴攻牙机; 601、第二x向移动组件;602、校准台;603、支座;604、导向组件;7、安装座;8、伺服电机;9、滚珠丝杆;10、导轨;11、料盒;12、产品。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.需要说明的是,在本实用新型的描述中,术语“第一”、“第二”等仅用于描述目的和区别类似的对象,两者之间并不存在先后顺序,也不能理解为指示或暗示相对重要性。此外,在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
27.参见附图1-6,其中图5中虚线部分表示的是油路,本说明一较佳实施例所述的一种自动攻牙装置,包括机架1以及设置于机架1中部的工作台2,工作台2将机架1分为上架和下架,在工作台2上还设置有:至少一个定位治具,以及,对定位治具上的产品12进行攻牙的多轴攻牙机6,本技术优选包括2个定位治具:第一定位治具4和第二定位治具5,每个所述定位治具包括定位底板401,所述定位底板401的下表面开设有至少两个用于容置润滑油的油
槽403,本实施例优选开设有2个油槽403,为第一油槽403和第二油槽403,定位底板 401的上表面与每个油槽403相对的位置设置有用于容置产品12的至少一个定位槽404,本实施例优选为定位底板401的上表面上与第一油槽403相对的位置设置有2个定位槽404,与第二油槽403相对的位置设置有用于容置产品12 的2个定位槽404,每个所述定位槽404内开设有与油槽403相连通的攻牙孔 402,每个所述油槽403的槽口通过一密封盖板密封,每个所述定位底板401 上的油槽403通过油路相互连通,所述定位底板401的下表面开设有两个油槽 403,上表面上与每个油槽403相对的设置有两个定位槽404,每个所述定位槽 404的一侧设置有与产品12适配的挡块,本技术通过开设有油槽403并且每个定位板上的油槽403通过油路相互连通的设置方式能够增大定位板上的润滑油放置的容积,并且也能够保证在进行攻牙的时候,由于攻牙头会伸入油槽403 内,这样各个油槽403内的润滑油会形成回路就不会从攻牙孔402内冒出来了。
28.为了进一步实现自动攻牙,本技术的的自动攻牙装置还包括一用于将产品 12从料盒11搬运至定位治具上的取料机构3,所述的取料机构3包括第一x 向移动组件302以及安装于所述第一x向移动组件302上的取料单元303,所述的取料单元303包括可升降设置的取料板305以及安装于所述取料板305上的多个取料头306。
29.为了能够适应不同尺寸的产品12,优选所述取料板305上开设条形槽307,所述取料头306通过安装杆可沿条形槽307长度方向滑动的安装于条形槽307 内,所述条形槽307的两侧设置有刻度线。本技术的取料头306优选为可与产品12吸引的磁铁。
30.第一定位治具4和第二定位治具5分别可拆卸式安装于y轴移动模组406 上,y轴移动模组406会将取料机构3搬运到定位治具上的产品12移送至多轴攻牙机6的下方。
31.为了能够实现多轴攻牙机6的灵活使用,优选所述多轴攻牙机6安装于一第二x向移动组件601上,由于多轴攻牙机6具有一定的尺寸,所以本技术还设置一支座603,在支座603上设置一导向组件604,导向组件604包括安装在支座603上的沿x向延伸的滑轨以及安装于多轴攻牙机6主体上的与滑轨适配的滑动块。
32.具体的本技术的第一x向移动组件302以及所述的第二x向移动组件601 分别包括安装座7、安装于所述安装座7上的伺服电机8以及被所述伺服电机8 驱动的滚珠丝杠螺母副,所述的安装座7上还设置有与滚珠丝杆9平行设置的导轨10,滚珠螺母上设置有与所述导轨10适配的滑块,所述的y轴移动模组包括y向延伸的驱动气缸,每个所述定位治具安装于所述驱动气缸的驱动端。
33.以上所述实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。