:
1.本实用新型涉及门窗型材端铣设备技术领域,具体涉及端铣旋转结构及数控端铣床。
背景技术:
2.数控端铣床主要用于对型材端面铣槽加工,例如为了实现中梃与边框的安装配合,需要对中梃端面进行铣槽加工。传统的数控端铣设备主要结构包括用于定位夹紧型材的夹具、三平动机构和安装在三平动机构上的端铣电机(带锯片铣刀),通过三平动机构调节锯片铣刀的位姿来完成型材的端铣加工。
3.众所周知,锯片铣刀厚度有限,而铣槽厚度通常大于锯片铣刀厚度,尤其是型材端面底部有时需要大面积铣槽,这就需要锯片铣刀往复多次加工才能完成铣槽,这就加工方式制约了端铣效率。为了解决这一问题,现有技术通常在三平动机构末端增加旋转机构,实现锯片铣刀90
°
旋转,进而可以实现水平和竖向两个方向的加工,针对大面积铣槽可以采用切除的方式完成,显著提高端铣效率。现有锯片铣刀旋转机构包括转动设置的气缸,驱动气缸与转盘(又叫旋转工作台)旋转连接,转盘上安装端铣电机,旋转时气缸驱动转盘旋转,与此同时气缸自身也旋转,这种旋转机构虽然能够实现锯片铣刀的90
°
旋转运动,但气缸自身也旋转,这不利于气缸稳定输出,气缸活塞杆受力情况也变的复杂,最终影响气缸使用寿命以及旋转运动的精度。
4.需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现要素:
5.本实用新型的目的在于解决现有技术所存在的问题,提供端铣旋转结构及数控端铣床,具有结构设计合理、旋转精度高、使用寿命长等优点。
6.本实用新型通过采取以下技术方案实现上述目的:
7.端铣旋转结构,包括基板,所述基板上设有回转支承轴承,所述回转支承轴承的外圈设置在基板上,所述回转支承轴承的内圈上设有旋转板,所述旋转板上设有端铣电机,所述端铣电机上设有锯片铣刀,所述旋转板上设有用于实现90
°
旋转的导向滑孔,所述基板上设有驱动气缸,所述驱动气缸连接有销轴,所述销轴设置在导向滑孔内,所述旋转板上设有撞块,所述基板上分别设有与撞块配合的限位件a和限位件b,所述限位件a用于水平限位,所述限位件b用于竖向限位。
8.数控端铣床,包括机架,所述机架上设有三平动机构,所述三平动机构末端设有如上所述的端铣旋转结构,所述机架上还设有定位夹紧结构。
9.所述三平动机构包括横向设置的导轨a和齿条,所述导轨a上设有滑板a,所述滑板a上设有电机a,所述电机a通过齿轮与齿条啮合,所述滑板a上竖向设有立座,所述立座上竖向设有导轨b,所述导轨b上设有滑板b,所述滑板b上设有丝母座b和丝母b,所述立座上端设有电机b,所述电机b通过丝杠b与丝母b连接,所述滑板b上纵向设有导轨c,所述导轨c上设
有所述基板,所述基板上设有丝母座c和丝母c,所述滑板b外端纵向设有电机c,所述电机c通过丝杠c与丝母c连接。
10.所述定位夹紧结构包括设置在机架前端的工作台板,所述工作台板两侧分别设有侧定位块,所述工作台板四角处分别设有立柱,所述立柱上端设有上板,所述上板上竖向设有压紧气缸,所述压紧气缸连接有压紧板,所述压紧板上设有多个导向柱,对应的所述上板上设有与导向柱配合的导向轴套,所述立座上设有用于对型材端部进行定位的端部定位机构。
11.所述端部定位机构包括设置在立座上的支撑板,所述支撑板上纵向设有定位导轨,所述定位导轨上设有定位滑板,所述定位滑板上横向设有端部定位板,所述支撑板上设有定位驱动气缸,所述定位驱动气缸与定位滑板连接。
12.本实用新型采用上述结构,能够带来如下有益效果:
13.通过设计回转支承轴承以及在旋转板上设计导向滑孔,实现驱动气缸无需旋转即可完成90
°
旋转运动,有利于驱动气缸平稳运行、提高旋转运行精度、延长使用寿命,通过设计撞块、限位件a和限位件b确保90
°
旋转精准可靠。
附图说明:
14.图1为本实用新型端铣旋转结构的结构示意图;
15.图2为本实用新型端铣旋转结构另一视角的结构示意图;
16.图3为本实用新型回转支承轴承的结构示意图;
17.图4为本实用新型数控端铣床的结构示意图;
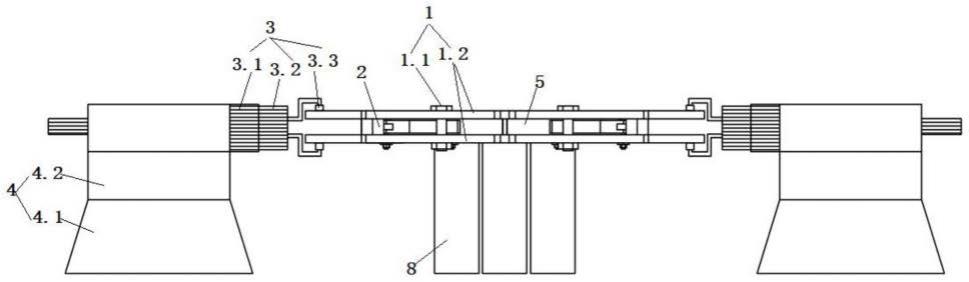
18.图5为图4中的a部结构示意图;
19.图6为本实用新型电机a、齿轮与齿条的安装结构示意图;
20.图7为本实用新型电机c、丝杠c、丝母座c及丝母c的安装结构示意图;
21.图8为本实用新型数控端铣床另一视角的结构示意图;
22.图9为本实用新型端部定位机构的结构示意图;
23.图10为本实用新型数控端铣床安装机壳、上料架的结构示意图
24.图中,1、基板,2、回转支承轴承,201、外圈,202、内圈,3、旋转板,4、端铣电机,5、锯片铣刀,6、导向滑孔,7、驱动气缸,8、销轴,9、撞块,10、限位件a,11、限位件b,12、机架,13、三平动机构,1301、导轨a,1302、齿条,1303、滑板a,1304、电机a,1305、齿轮,1306、立座,1307、导轨b,1308、滑板b,1309、丝母座b,1310、丝母b,1311、电机b,1312、丝杠b,1313、导轨c,1314、丝母座c,1315、丝母c,1316、电机c,1317、丝杠c,14、定位夹紧机构,1401、工作台板,1402、侧定位块,1403、立柱,1404、上板,1405、压紧气缸,1406、压紧板,1407、导向柱,1408、导向轴套,15、端部定位机构,1501、支撑板,1502、定位导轨,1503、定位滑板,1504、端部定位板,1505、定位驱动气缸,16、机壳,17、上料架,18、托料辊。
具体实施方式:
25.为了更清楚的阐释本实用新型的整体构思,下面结合说明书附图以示例的方式进行详细说明。
26.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用
新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型的保护范围并不受下面公开的具体实施例的限制。
27.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
28.此外,术语“a”、“b”、“外侧”、“竖向”、“横向”、“纵向”等术语仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的位置。
29.在本实用新型中,除非另有明确的规定和限定,术语“设置”、“设有”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
30.如图1-10所示,端铣旋转结构,包括基板1,所述基板1上设有回转支承轴承2,回转支承轴承2(简称轴承或转盘轴承或旋转支承或回转支承)属于现有技术,直接采购或定制即可,例如可以购买洛阳千协机械设备有限公司生产的xsu/xu交叉滚子轴承,所述回转支承轴承2的外圈201设置在基板1上(外圈201上设计多个沉孔螺纹孔,通过螺栓紧固在基板1上),所述回转支承轴承2的内圈202上设有旋转板3(旋转板3上设计沉孔,旋转板3通过螺栓与内圈202上的螺纹孔连接紧固),所述旋转板3上设有端铣电机4,所述端铣电机4上设有锯片铣刀5,所述旋转板3上设有用于实现90
°
旋转的导向滑孔6,所述基板1上设有驱动气缸7,所述驱动气缸7连接有销轴8,所述销轴8设置在导向滑孔6内,所述旋转板3上设有撞块9,所述基板1上分别设有与撞块9配合的限位件a10和限位件b11,所述限位件a10用于水平限位,所述限位件b11用于竖向限位。通过设计回转支承轴承2以及在旋转板3上设计导向滑孔6,实现驱动气缸7无需旋转即可完成90
°
旋转运动,有利于驱动气缸7平稳运行、提高旋转运行精度、延长使用寿命,通过设计撞块9、限位件a10和限位件b10确保90
°
旋转精准可靠。
31.数控端铣床,包括机架12,所述机架12上设有三平动机构13,所述三平动机构13末端设有如上所述的端铣旋转结构,所述机架12上还设有定位夹紧结构14。
32.所述三平动机构13包括横向设置的导轨a1301和齿条1302,所述导轨a1301上设有滑板a1303,所述滑板a1303上设有电机a1304,所述电机a1304通过齿轮1305与齿条1302啮合,所述滑板a1303上竖向设有立座1306,所述立座1306上竖向设有导轨b1307,所述导轨b1307上设有滑板b1308,所述滑板b1308上设有丝母座1309b和丝母b1310,所述立座1306上端设有电机b1311,所述电机b1311通过丝杠b1312与丝母b1310连接,所述滑板b1308上纵向设有导轨c1313,所述导轨c1313上设有所述基板1,所述基板1上设有丝母座c1314和丝母c1315,所述滑板b1308外端纵向设有电机c1316,所述电机c1316通过丝杠c1317与丝母c1315连接。实现空间内的三平动运动。
33.所述定位夹紧结构14包括设置在机架12前端的工作台板1401,所述工作台板1401两侧分别设有侧定位块1402,所述工作台板1401四角处分别设有立柱1403,所述立柱1403上端设有上板1404,所述上板1404上竖向设有压紧气缸1405,所述压紧气缸1404连接有压紧板1405,所述压紧板1405上设有多个导向柱1407,对应的所述上板1404上设有与导向柱1407配合的导向轴套1408,所述立座1306上设有用于对型材端部进行定位的端部定位机构15。完成型材的定位夹紧,为后续端铣做准备。
34.所述端部定位机构15包括设置在立座1306上的支撑板1501,所述支撑板1501上纵
向设有定位导轨1502,所述定位导轨1502上设有定位滑板1503,所述定位滑板1503上横向设有端部定位板1504,所述支撑板1501上设有定位驱动气缸1505,所述定位驱动气缸1505与定位滑板1503连接。完成端部定位后后退,不影响正常端铣。
35.本实用新型数控端铣床的工作过程:
36.实际生产销售时还需要在整机外部装上机壳16,然后在上料口处设有上料架17,上料架17上设有托料辊18。实际工作时,定位驱动气缸1505驱动定位滑板1503伸出,定位滑板1503上的端部定位板1504对型材端部进行定位,将多个待加工的型材放置在工作台板1401,型材端部与端部定位板1504对齐,并通过侧定位块1402进行侧定位,启动压紧气缸1405,压紧气缸1405驱动压紧板1406将型材压紧,型材定位夹紧后定位驱动气缸1505复位,端部定位,1504脱离型材。通过三平动机构13和端铣旋转结构实现了锯片铣刀5在空间内的三平动一转动运动,旋转时启动驱动气缸,驱动气缸7通过销轴8在导向滑孔6内的运动驱动旋转板3完成90
°
旋转动作,旋转过程无需驱动气缸7旋转(即驱动气缸7固定安装在基板1上),进而可以实现高效端铣加工。
37.上述具体实施方式不能作为对本实用新型保护范围的限制,对于本技术领域的技术人员来说,对本实用新型实施方式所做出的任何替代改进或变换均落在本实用新型的保护范围内。
38.本实用新型未详述之处,均为本技术领域技术人员的公知技术。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。