1.本发明涉及发动加工领域,具体涉及一种缸盖座圈压装机以及发动机产线。
背景技术:
2.发动机缸盖加工过程中导管座圈压装是生产线中关键辅机工序,压装质量的好坏对后续导管、座圈精加工存在着直接影响。
3.现有的缸盖座圈压装机可参见申请号为cn201710713433.5的专利,其利用液压缸对座圈进行压装。为了使座圈稳固的安装,座圈和其安装孔之间通常为过盈配合,使得座圈因阻力过大而难以嵌入在安装孔中,使得座圈的压装极为困难。
4.因此,如何降低座圈压装的难度是亟待解决的技术问题。
技术实现要素:
5.本发明的目的在于克服上述技术不足,提出一种缸盖座圈压装机,解决现有技术中座圈因阻力过大而难以压装的技术问题。
6.为达到上述技术目的,本发明的技术方案包括一种缸盖座圈压装机,其包括:
7.支撑组件,其具有一摆放发动机的支撑台;
8.冷却组件,其包括冷却件和引导座圈滑动的滑道,所述冷却件具有制冷通道,且所述冷却件能对所述制冷通道中的座圈进行降温,所述滑道贯穿所述制冷通道;
9.下压组件,其具有架设于所述支撑台上方的按压端,所述按压端位于所述滑道的出料端,所述按压端具有靠近所述支撑台以将座圈压装在发动机的第一位置,以及具有远离所述支撑台以等待下一个座圈导出的第二位置。
10.优选地,所述支撑组件还包括机架,所述支撑台能相对所述机架在水平面移动,且所述支撑台能停留在其滑动轨迹上的任意位置。
11.优选地,所述支撑组件还包括滑座、第一驱动件和第二驱动件,所述机架上铺设有第一导轨,所述滑座滑动设置于所述第一导轨,所述滑座上铺设有垂直于所述第一导轨的第二导轨,所述支撑台滑动设置于所述第二导轨,所述第一驱动件驱动所述滑座沿所述第一导轨滑动,所述第二驱动件驱动所述支撑台沿所述第二导轨滑动。
12.优选地,所述下压组件还包括液压缸,所述液压缸安装于所述机架,所述按压端位于所述液压缸的活塞杆。
13.优选地,所述下压组件还还包括缓存套圈,所述缓存套圈承接所述出料端导出的座圈,且所述缓存套圈内圈嵌设有若干弹性部,所述弹性部具有一弹性端,且所述弹性部具有使所述弹性端向所述缓存套圈径向延伸的弹力,且所述弹性端具有阻挡座圈穿过所述缓存套圈的第一状态,以及具有使受座圈挤压而回缩,以允许座圈通过所述缓存套圈的第二状态。
14.优选地,所述滑道包括制冷段、滞留段和过渡段,所述制冷段位于所述制冷通道,所述滞留段两端分别对接所述制冷段和所述过渡段,且所述滞留段垂直于所述制冷段,所
述缸盖座圈压装机还包括调整组件,所述调整组件包括滞留气缸,所述滞留气缸平行于所述滞留段,且所述气缸的活塞杆具有沿所述滞留段往复滑动的推料端,以将所述滞留段上的座圈推向所述过渡段。
15.优选地,所述滑道还包括转向段,所述转向段一端靠近所述过渡段的自由端,所述调整组件还包括转向座、转向气缸和推料气缸,所述转向座一端开口以形成存料腔,且所述转向座具有使其开口对接所述过渡段的接料位置,以及具有使其开口对接所述转向段的出料位置,所述转向气缸驱动所述转向座在所述接料位置和所述出料位置之间切换,所述推料气缸推动所述转向座中的座圈推向所述转向段。
16.优选地,所述冷却件包括制冷筒,所述制冷通道位于所述制冷筒中,且所述制冷筒侧壁开设有进气口和出气口,且所述进气口和所述出气口的均连通所述制冷通道和外界。
17.优选地,所述冷却组件有多组,且多组所述冷却组件并排设置。
18.一种发动机产线,其安装有上述缸盖座圈压装机。
19.与现有技术相比,本发明的有益效果包括:首先将待加工的发动机的主体固定在支撑台上。随后使待压装的座圈沿着滑道滑动,在座圈沿着滑道滑动的过程中会经过制冷通道。进而利用冷却件对座圈进行降温,在热胀冷缩的作用下使得座圈的体积变小。将按压端调整至第二位置,从而等待滑道中导出的座圈。随后将按压端调整至第一位置,从而利用按压端将座圈压装在发动机的主体上。利用本发明所提供的缸盖座圈压装机,可以利用低温处理缩小座圈,可以使座圈更容易嵌入安装位置,降低了座圈压装的难度,从而提高了座圈压装的效率。
附图说明
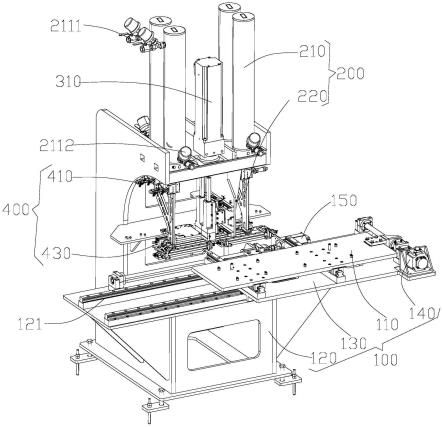
20.图1是本发明实施例缸盖座圈压装机结构示意图;
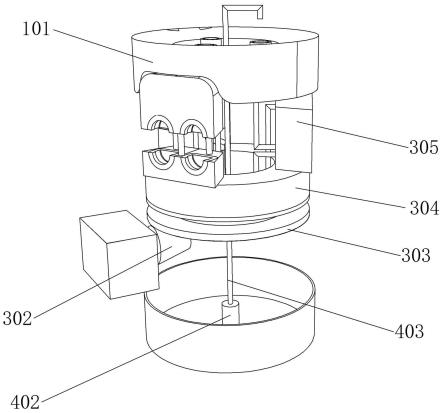
21.图2是本发明实施例冷却组件结构示意图;
22.图3是本发明实施例下压组件结构示意图;
23.图4是本发明实施例调整组件结构示意图;
24.其中,支撑组件100、支撑台110、机架120、第一导轨121、滑座130、第二导轨131、第一驱动件140、第二驱动件150、冷却组件200、冷却件210、制冷筒211、进气口2111、出气口2112、滑道220、制冷段221、滞留段222、过渡段223、转向段224、下压组件300、液压缸310、缓存套圈320、弹性部321、调整组件400、滞留气缸410、转向座420、存料腔421、转向气缸430、推料气缸440。
具体实施方式
25.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
26.可参见图1至图4,本发明提供一种缸盖压装机,该缸盖压装机属于汽车配件加工领域,该缸盖压装机可以将缸盖座圈压装在发动机的主体上。上述缸盖压装机对待压装的缸盖座圈进行低温处理,从而缩小缸盖座圈的体积,使得缸盖座圈更容易嵌设进安装位置。
27.在一些实施例中,缸盖座圈压装机包括支撑组件100、冷却组件200和下压组件
300,其中支撑组件100具有一摆放发动机的支撑台110,冷却组件200包括冷却件210和引导座圈滑动的滑道220,冷却件210具有制冷通道,且冷却件210能对制冷通道中的座圈进行降温,滑道220贯穿制冷通道。下压组件300具有架设于支撑台110上方的按压端,按压端位于滑道220的出料端,按压端具有靠近支撑台110以将座圈压装在发动机的第一位置,以及具有远离支撑台110以等待下一个座圈导出的第二位置。
28.首先将待加工的发动机的主体固定在支撑台110上。随后使待压装的座圈沿着滑道220滑动,在座圈沿着滑道220滑动的过程中会经过制冷通道。进而利用冷却件210对座圈进行降温,在热胀冷缩的作用下使得座圈的体积变小。将按压端调整至第二位置,从而等待滑道220中导出的座圈。随后将按压端调整至第一位置,从而利用按压端将座圈压装在发动机的主体上。利用本发明所提供的缸盖座圈压装机,可以利用低温处理缩小座圈,可以使座圈更容易嵌入安装位置,降低了座圈压装的难度,从而提高了座圈压装的效率。
29.在上述方案的基础上,支撑组件100还包括机架120,支撑台110能相对机架120在水平面移动,且支撑台110能停留在其滑动轨迹上的任意位置。将发动机的主体固定在支撑台110上,支撑台110相对机架120在水平面上移动,即可调整发动机主体的位置,以便于缸盖座圈的压装操作。
30.可以理解的是,任意可以使支撑台110相对机架120水平移动的实施方式均是可行的。在上述方案的基础上,支撑组件100还包括滑座130、第一驱动件140和第二驱动件150,机架120上铺设有第一导轨121,滑座130滑动设置于第一导轨121,滑座130上铺设有垂直于第一导轨121的第二导轨131,支撑台110滑动设置于第二导轨131,第一驱动件140驱动滑座130沿第一导轨121滑动,第二驱动件150驱动支撑台110沿第二导轨131滑动。
31.需要说明的是,第一驱动件140驱动滑座130沿着第一导轨121移动,而第二驱动件150驱动支撑台110沿着第二导轨131移动。由于第一导轨121和第二导轨131相互垂直,使得支撑台110可以在水平面上自有移动。此外,可以理解的是,第一驱动件140和第二驱动件150的具体实施方式有多种,只要能实现直线驱动即可,譬如第一驱动件140和第二驱动件150可以是直线电机、液压缸310或气缸等。而在图1中所展示的实施例,则是采用丝杆螺孔配合结构进行驱动,此处不展开赘述,本领域技术人员可以根据实际需要选择适当的实施方式。
32.在一些实施例中,下压组件300还包括液压缸310,液压缸310安装于机架120,按压端位于液压缸310的活塞杆。液压缸310具有强大的推力,以便于将座圈压装在发动机上。
33.在一个优选实施例中,下压组件300还包括缓存套圈320,缓存套圈320承接出料端导出的座圈,且缓存套圈320内圈嵌设有若干弹性部321,弹性部321具有一弹性端,且弹性部321具有使弹性端向缓存套圈320径向延伸的弹力,且弹性端具有阻挡座圈穿过缓存套圈320的第一状态,以及具有使受座圈挤压而回缩,以允许座圈通过缓存套圈320的第二状态。
34.在上述实施例中,从滑道220滑落的座圈会被缓存套圈320承接,由于弹性部321的弹性端阻挡座圈,而座圈自身的重力不能克服弹性部321的弹力,从而使得座圈悬停在发动机主体的上方。在按压端的压力作用下,座圈可以克服弹性部321的弹力,从而使得弹性端回缩,进而令座圈顺利的通过座圈。
35.由于冷却件210需要花费一定时间才能对座圈进行有效的低温处理,因此需要有序的使座圈进出制冷通道。在一些实施例中,滑道220包括制冷段221、滞留段222和过渡段
223,制冷段221位于制冷通道,滞留段222两端分别对接制冷段221和过渡段223,且滞留段222垂直于制冷段221,缸盖座圈压装机还包括调整组件400,调整组件400包括滞留气缸410,滞留气缸410平行于滞留段222,且滞留气缸410的活塞杆具有沿滞留段222往复滑动的推料端,以将滞留段222上的座圈推向过渡段223。
36.在上述实施例中,制冷段221中的座圈处于制冷通道中,冷却件210可以对座圈进行低温处理。当座圈到达滞留段222时,由于滞留段222垂直于制冷段221,滞留段222会阻挡座圈继续行进,而滞留气缸410可以将滞留段222上的座圈推向过渡,从而可以利用滞留气缸410来控制座圈是否通过滞留段222。同时由于滑道220中的座圈顺次紧密排布,只要操控滞留气缸410阻挡座圈通过滞留段222。即可使制冷段221中的座圈滞留在制冷通道中,从而可以操控座圈在制冷通道中的滞留时间。
37.在上述方案的基础上,倘若座圈在滑道220中的摆放姿态导出后不能直接压装在发动机上。可以利用如下实施例调整座圈的摆放姿态,滑道220还包括转向段224,转向段224一端靠近过渡段223的自由端,调整组件400还包括转向座420、转向气缸430和推料气缸440,转向座420一端开口以形成存料腔421,且转向座420具有使其开口对接过渡段223的接料位置,以及具有使其开口对接转向段224的出料位置,转向气缸430驱动转向座420在接料位置和出料位置之间切换,推料气缸440推动转向座420中的座圈推向转向段224。
38.在上述实施例中,过渡段223导出的座圈会从转向座420的开口进入存料腔421,随后可以利用转向气缸430驱动转向座420翻转,从而调整了座圈的摆放姿态。同时使得开口正对转向段224,在推料气缸440的的推动作用下可以将存料腔421中的座圈推向转向段224。
39.此外,为了提高缸盖座圈压装机的工作效率。冷却组件200有多组,且多组冷却组件200并排设置,利用多组冷却组件200同时工作,可以提高缸盖座圈压装机的工作效率。
40.在一优选实施例中,冷却件210包括制冷筒211,制冷通道位于制冷筒211中,且制冷筒211侧壁开设有进气口2111和出气口2112,且进气口2111和出气口2112的均连通制冷通道和外界。向进气口2111中灌注液氮。从而出气口2112将氮气导出即可对制冷筒211中的座圈进行低温处理。
41.此外,本发明还提供一种发动机产线,其安装有上述缸盖座圈压装机。
42.首先将待加工的发动机的主体固定在支撑台110上,支撑台110能相对机架120在水平面移动,且支撑台110能停留在其滑动轨迹上的任意位置。将发动机的主体固定在支撑台110上,支撑台110相对机架120在水平面上移动,即可调整发动机主体的位置,以便于缸盖座圈的压装操作。随后使待压装的座圈沿着滑道220滑动,在座圈沿着滑道220滑动的过程中会经过制冷通道。进而利用冷却件210对座圈进行降温,在热胀冷缩的作用下使得座圈的体积变小。将按压端调整至第二位置,从而等待滑道220中导出的座圈。随后将按压端调整至第一位置,从而利用按压端将座圈压装在发动机的主体上。利用本发明所提供的缸盖座圈压装机,可以利用低温处理缩小座圈,可以使座圈更容易嵌入安装位置,降低了座圈压装的难度,从而提高了座圈压装的效率。
43.以上所述本发明的具体实施方式,并不构成对本发明保护范围的限定。任何根据本发明的技术构思所做出的各种其他相应的改变与变形,均应包含在本发明权利要求的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。