1.本实用新型涉及一种冲压成型模具,尤其涉及一种方便脱料的汽车零件冲压成型模具。
背景技术:
2.螺母是汽车组装必备的零件,在汽车零件领域的制作过程中,人们通常需要对螺母进行挤压成型,然后再使用工具将挤压好的螺母从模具中取出,从而完成螺母的制作工作。
3.目前,通常是人工进行螺母的制作,人们需要先将需要挤压的料倒入模具内,然后人工使用工具对其进行挤压,挤压完成后,人们再使用工具将模具内的料取出,但是这种方法费时费力,且人工取出时容易导致成型的螺母被损坏,取出较为不便。
4.综上所述,故现在迫切需要一种省时省力且方便取出的方便脱料的汽车零件冲压成型模具,用来解决上述问题
技术实现要素:
5.为了克服人工挤压费时费力,且人工取出时容易导致成型的螺母被损坏,取出较为不便的缺点,本实用新型的目的是提供一种省时省力且方便取出的方便脱料的汽车零件冲压成型模具。
6.本实用新型通过以下技术途径实现:
7.一种方便脱料的汽车零件冲压成型模具,包括有零件模具、第一支撑块、第二支撑块、支架、固定架、挤料块、支撑架、固定块、气缸和冲压块,零件模具的右侧设有第一支撑块,零件模具的前后两侧和左侧均设有第二支撑块,零件模具内部均匀间隔开有下料口,第二支撑块顶部均开有滑槽,第二支撑块与第一支撑块内侧中部之间设置有支架,支架上滑动式设置有固定架,固定架上部均匀间隔设置有挤料块,零件模具外侧设置有支撑架,支撑架内侧上部设置有固定块,固定块的内侧之间设置有气缸,气缸的伸缩杆底部设置有用于将料挤压成型的冲压块。
8.作为上述方案的改进,还包括有限位块、拉杆和第一弹性件,零件模具的前左侧和后右侧均设置有限位块,限位块上均滑动式设有用于带动固定架往上运动的拉杆,拉杆的下部均与固定架连接,拉杆的上部均与冲压块顶部接触,拉杆下部均绕有第一弹性件,第一弹性件的两端分别与固定架和限位块连接。
9.作为上述方案的改进,还包括有固定杆、限位板和第二弹性件,滑槽内均设置有固定杆,固定杆上均设置有用于限位的限位板,第二支撑块与限位板之间均连接有第二弹性件,第二弹性件均绕在固定杆上。
10.作为上述方案的改进,第一支撑块与第二支撑块底部均设置有防滑垫。
11.作为上述方案的改进,第二弹性件为压缩弹簧。
12.作为上述方案的改进,挤料块的形状为正六边形。
13.本实用新型对比现有技术来讲,具备以下优点:1、本实用新型通过气缸作为驱动力,能够驱动冲压块往下运动,使得冲压块将下料口内的料挤压成型,然后人们将固定架往上抬起,从而使挤料块挤压下料口内的料往上顶出,从而完成脱料工作,方便脱料。
14.2、本实用新型通过拉杆往上运动能够带动固定架和挤料块往上运动,从而代替人工抬起固定架进行脱料,省时省力。
15.3、本实用新型的限位板起限位作用,能够使冲压块与下料口充分接触,从而避免冲压块往下运动时发生偏移。
附图说明
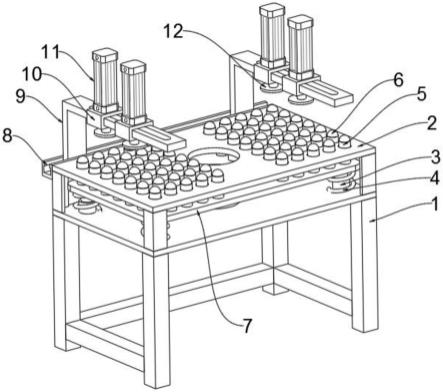
16.图1为本实用新型的立体结构示意图。
17.图2为本实用新型的第一种部分立体结构示意图。
18.图3为本实用新型的部分剖视结构示意图。
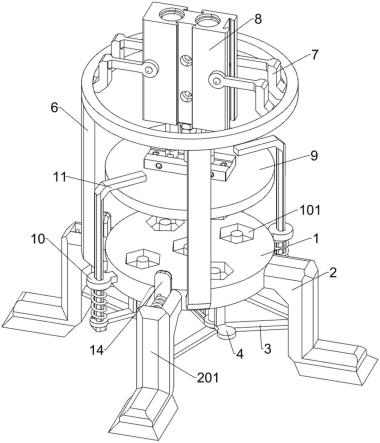
19.图4为本实用新型的第二种部分立体结构示意图。
20.附图中的标记为:1_零件模具,101_下料口,2_第一支撑块,201_第二支撑块,202_滑槽,3_支架,4_固定架,5_挤料块,6_支撑架,7_固定块,8_气缸,9_冲压块,10_限位块,11_拉杆,12_第一弹性件,13_固定杆,14_限位板,15_第二弹性件。
具体实施方式
21.下面结合附图和实施例对本实用新型作进一步的说明。
22.实施例1
23.一种方便脱料的汽车零件冲压成型模具,参阅图1和图2所示,包括有零件模具1、第一支撑块2、第二支撑块201、支架3、固定架4、挤料块5、支撑架6、固定块7、气缸8和冲压块9,零件模具1的右侧设有第一支撑块2,第一支撑块2与第二支撑块201底部均设置有防滑垫,防滑套可以提高该装置的稳定性,零件模具1的前后两侧和左侧均设有第二支撑块201,零件模具1内部均匀间隔开有下料口101,三个第二支撑块201顶部均开有滑槽202,第二支撑块201与第一支撑块2内侧中部之间焊接有支架3,支架3上滑动式设置有固定架4,固定架4上部均匀间隔设置有挤料块5,挤料块5的形状为正六边形,挤料块5均在相邻的下料口101内滑动,挤料块5往上运动能够将下料口101内的料往上顶出,零件模具1外侧设置有支撑架6,支撑架6内侧上部的左右两侧均设置有两个固定块7,四个固定块7的内侧之间栓接有气缸8,气缸8的伸缩杆底部设置有冲压块9,冲压块9往下运动能够将下料口101内的料挤压成型。
24.当需要使用本装置时,人们先将需要挤压的料分别倒入下料口101内,然后人们启动气缸8,控制气缸8的伸缩杆拉伸,带动冲压块9往下运动,使得冲压块9挤压下料口101内的料,从而使下料口101内的料被挤压成型,当挤压完成后,人们控制气缸8的伸缩杆缩短,带动冲压块9往上运动复位,然后人们关闭气缸8,人们再将固定架4往上抬起,带动挤料块5往上运动,使得挤料块5将下料口101内成型的料往上推出,然后由人工取走,从而完成脱料工作,然后人们松开固定架4,在重力的作用下,使得固定架4和挤料块5往下运动复位。
25.实施例2
26.在实施例1的基础之上,参阅图3所示,还包括有限位块10、拉杆11和第一弹性件
12,零件模具1的前左侧和后右侧均焊接有限位块10,限位块10上均滑动式设有拉杆11,拉杆11往上运动能够带动固定架4和挤料块5往上运动,从而代替人工抬起固定架4进行脱料,省时省力,拉杆11的下部均与固定架4连接,拉杆11的上部均与冲压块9顶部接触,拉杆11下部均绕有第一弹性件12,第一弹性件12的两端分别与固定架4和限位块10连接,第一弹性件12为压缩弹簧,压缩弹簧具有一定的弹性,能够更快的将拉杆11复位。
27.当需要进行脱料工作时,人们启动气缸8,控制气缸8的伸缩杆缩短,带动冲压块9往上运动,使得冲压块9与拉杆11接触,此时,气缸8的伸缩杆继续缩短,带动冲压块9继续往上运动,冲压块9往上运动带动拉杆11往上运动,限位块10起限位导向作用,拉杆11往上运动带动固定架4和挤料块5往上运动,第一弹性件12压缩,使得挤料块5将下料口101内的料往上推出,然后由人工取走,从而代替人工抬起固定架4进行脱料,省时省力,当脱料完成后,人们控制气缸8的伸缩杆伸长,带动冲压块9往下运动与拉杆11分离,第一弹性件12恢复原状,带动拉杆11往下运动复位,拉杆11带动固定架4和挤料块5往下运动复位,然后人们关闭气缸8即可。
28.参阅图4所示,还包括有固定杆13、限位板14和第二弹性件15,滑槽202内均焊接有固定杆13,固定杆13上均设置有限位板14,限位板14起限位作用,能够使冲压块9与下料口101充分接触,第二支撑块201与限位板14之间均连接有第二弹性件15,第二弹性件15均绕在固定杆13上。
29.当冲压块9往下运动挤压下料口101内的料时,冲压块9会挤压限位板14往外侧运动,第二弹性件15压缩,固定杆13起导向作用,使得冲压块9能够与下料口101充分接触,从而避免冲压块9往下运动时发生偏移,当冲压块9往上运动复位时,冲压块9会与限位板14分离,第二弹性件15恢复原状,带动限位板14往内侧运动复位。
30.上述实施例,只是本实用新型的较佳实施例,并非用来限制本实用新型实施范围,故凡以本实用新型权利要求所述内容所做的等效变化,均应包括在本实用新型权利要求范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。