1.本发明涉及焊接加工技术领域,尤其涉及一种焊接载具及焊接工艺。
背景技术:
2.导体焊接是电子产品制造时常用的制程,生产过程中需将印刷电路板的焊盘与导体以激光或热熔焊的方式进行焊接。例如,用于蓝牙耳机充电仓内的无线充电模块,其生产流程包括:主板与后盖组装,柔性电路板折弯,柔性电路板与后盖焊接,引线与主板焊接。上述生产流程中,由于工艺要求需要先将柔性电路板折弯,然后才能进行柔性电路板与后盖的焊接,之后需要先进行引线理线的操作,然后再进行引线与主板的焊接。
3.然而,目前的焊接载具只能完成上述流程中的一道工序,整个生产过程需要采用不同的载具来分别实现柔性电路板折弯焊接、理线、引线焊接、焊点封胶等操作。这不仅造成工艺的复杂,而且在多个工序衔接过程中,需要更换载具反复装夹产品,容易造成产品外观不良的现象;同时频繁对产品取放和装夹也降低了生产效率,增加了工作人员的劳动强度。
技术实现要素:
4.基于以上所述,本发明的目的在于提供一种焊接载具及焊接工艺,以解决相关技术中多道焊接工序需要更换多个载具,工艺复杂,影响产品外观,生产效率低的问题。
5.为达上述目的,本发明采用以下技术方案:
6.本发明提供一种焊接载具,包括:
7.载具本体,用于承载待焊接件;
8.夹紧机构,设于所述载具本体上,用于夹紧固定所述待焊接件;
9.定位折弯机构,设于所述载具本体上,包括第一压板和第一定位块,所述第一压板与所述载具本体转动连接,所述第一压板转动下压时能带动所述第一定位块靠近所述待焊接件的第一焊接部,当所述第一压板下压到位时,所述第一定位块与所述第一焊接部抵接定位,所述第一压板向下折弯所述第一焊接部;
10.理线机构,包括理线座、第二压板和第二定位块,所述理线座可拆卸地设于所述载具本体上,所述第二压板与所述理线座转动连接,所述第二定位块可移动地设于所述理线座上,且所述第二定位块的延伸端能伸至所述待焊接件的引线与第二焊接部之间,所述第二压板通过转动下压能将所述引线压接于所述第二焊接部。
11.作为一种焊接载具的优选方案,所述定位折弯机构还包括第一传动轴、第一凸轮和第一弹性件,所述第一传动轴转动安装于所述载具本体上,所述第一压板和所述第一凸轮安装于所述第一传动轴上,所述第一定位块可移动地设置于所述第一凸轮的一侧;所述第一弹性件设于所述第一定位块远离所述第一凸轮的一端与所述载具本体之间,用于使所述第一定位块具有远离所述第一焊接部的运动趋势;当所述第一压板转动下压时能驱动所述第一凸轮转动,以推动所述第一定位块向靠近所述第一焊接部的方向移动。
12.作为一种焊接载具的优选方案,所述第一定位块上设有定位凸台,所述定位凸台的端部设有定位台阶,所述定位台阶用于与所述第一焊接部抵接定位;所述第一压板的底部设有第一斜面,所述第一斜面用于压接并折弯所述第一焊接部。
13.作为一种焊接载具的优选方案,所述理线机构还包括理线把手、第二凸轮和第二弹性件,所述理线把手与所述第二凸轮的转轴固定连接;所述第二定位块内设有第一活动槽,所述第二凸轮安装于所述第一活动槽内;所述第二弹性件设于所述第二定位块远离所述引线的一端与所述理线座之间,用于使所述第二定位块具有靠近所述引线的运动趋势;通过转动所述理线把手,能带动所述第二凸轮转动,并驱动所述第二定位块向远离所述引线的方向移动。
14.作为一种焊接载具的优选方案,所述第二定位块的延伸端设有第二斜面,所述第二压板的底部设有第三斜面,所述第三斜面上设有与所述引线相适配的理线槽;当所述第二压板下压到位后,所述第三斜面与所述第二斜面相贴合,所述引线被所述理线槽压于所述第二斜面上,且所述引线的端部位于所述第二焊接部。
15.作为一种焊接载具的优选方案,所述第二压板的底部还设有磁性件,所述磁性件用于使所述第二压板与所述理线座相吸合。
16.作为一种焊接载具的优选方案,所述待焊接件的两侧设有卡接槽;所述夹紧机构包括第一卡接块和第二卡接块,所述第一卡接块沿第一方向可移动地设于所述载具本体,所述第二卡接块沿第二方向可移动地设于所述载具本体;所述第一卡接块上设有第一卡扣,用于沿第一方向对所述卡接槽进行卡紧定位,所述第二卡接块上设有第二卡扣,用于沿第二方向对所述卡接槽进行卡紧定位。
17.作为一种焊接载具的优选方案,所述夹紧机构还包括夹紧把手、第二传动轴和第三弹性件,所述夹紧把手与所述第二传动轴固定连接,所述第二传动轴转动安装于所述载具本体上,且所述第二传动轴的截面为凸轮形状;所述第一卡接块上设有第二活动槽,所述第二传动轴贯穿所述第二活动槽;所述第三弹性件沿第一方向设于所述第一卡接块靠近所述第二卡接块的一端与所述载具本体之间,用于使所述第一卡接块具有沿第一方向远离所述第二卡接块的运动趋势;通过转动所述夹紧把手,能带动所述第二传动轴转动,并驱动所述第一卡接块沿第一方向靠近所述第二卡接块。
18.作为一种焊接载具的优选方案,所述夹紧机构还包括导向块和第四弹性件,所述导向块上设有第三活动槽,所述第二传动轴贯穿所述第三活动槽,所述第二传动轴转动时能带动所述导向块沿第一方向靠近所述第二卡接块,所述导向块与所述第二卡接块相配合,推动所述第二卡接块沿第二方向移动,使所述第二卡扣与所述第一卡扣位置对齐;所述第四弹性件沿第二方向设于所述第二卡接块与所述载具本体之间,用于使所述第二卡接块具有沿第二方向运动使得所述第二卡扣与所述第一卡扣错位的趋势;当所述第一卡接块靠近所述第二卡接块,且所述第一卡扣与所述第二卡扣对齐时,所述待焊接件能被放置于所述载具本体上;当所述第一卡接块远离所述第二卡接块,且所述第一卡扣与所述第二卡扣错位时,所述待焊接件的卡接槽被卡紧固定。
19.本发明还提供一种焊接工艺,使用以上任一方案所述的焊接载具承载待焊接件,所述焊接工艺包括:
20.将待焊接件放置于所述焊接载具上,通过所述夹紧机构对所述待焊接件夹紧固
定;
21.向下翻转所述第一压板,通过所述第一定位块对所述待焊接件的第一焊接部进行定位,通过所述第一压板对所述第一焊接部进行折弯;
22.将所述焊接载具及所述待焊接件一起放置于焊机,对所述第一焊接部进行焊接;
23.将所述焊接载具及所述待焊接件取出焊机,将所述理线机构组装于所述载具本体上;
24.将所述第二定位块的延伸端移动至所述待焊接件的引线与第二焊接部之间,然后向下翻转所述第二压板将所述引线压接于所述第二焊接部;
25.将所述焊接载具及所述待焊接件一起放置于焊机,对所述引线和所述第二焊接部进行焊接。
26.本发明的有益效果为:
27.本发明提供的焊接载具,通过夹紧机构能对待焊接件进行夹紧固定,通过定位折弯机构的第一压板和第一定位块能对待焊接件的第一焊接部进行定位和折弯,从而便于将待焊接件放入焊机对第一焊接部进行焊接;之后将理线机构组装于焊接载具,通过第二定位块和第二压板对待焊接件的引线进行理线操作,并将引线压接于第二焊接部,从而方便将待焊接件放入焊机对引线和第二焊接部进行焊接;并且在焊接结束后还可在该焊接载具上完成焊点封胶工序。本发明将第一焊接部的折弯焊接、引线理线、引线焊接、焊点封胶等工艺集中在一个焊接载具上完成,实现了复杂工艺简单化,避免了在多个工序衔接过程中频繁更换载具,减少了对产品的取放和装夹过程,改善了产品外观,提高了生产效率,减轻了工人劳动强度。
附图说明
28.图1是本发明实施例涉及的待焊接件的结构示意图,其中第一焊接部处于未折弯状态、引线处于直立状态;
29.图2是本发明实施例涉及的待焊接件的结构示意图,其中第一焊接部处于折弯焊接状态、引线处于直立状态;
30.图3是本发明实施例涉及的待焊接件的结构示意图,其中第一焊接部处于折弯焊接状态、引线与第二焊接部处于焊接状态;
31.图4是本发明实施例涉及的待焊接件的局部结构示意图;
32.图5是本发明实施例提供的焊接载具的结构示意图;
33.图6是本发明实施例提供的焊接载具去除理线机构和拉手的结构示意图;
34.图7是图6中焊接载具的底部结构示意图;
35.图8是图7中焊接载具去除底板后的结构示意图;
36.图9是图6中的焊接载具去除载具本体的结构示意图;
37.图10是本发明实施例涉及的第一压板的结构示意图;
38.图11是本发明实施例涉及的第一定位块的结构示意图;
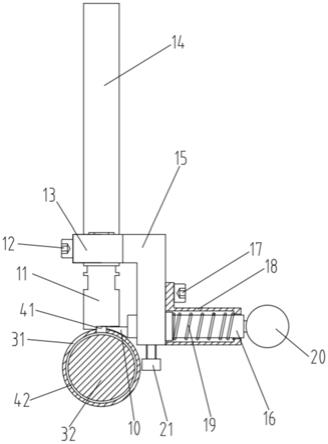
39.图12是本发明实施例涉及的理线机构的结构示意图;
40.图13是图12中的理线机构去除顶板后的结构示意图;
41.图14是本发明实施例涉及的第二压板的结构示意图;
42.图15是本发明实施例涉及的第二定位块的结构示意图;
43.图16是本发明实施例涉及的夹紧机构的结构示意图;
44.图17是本发明实施例涉及的夹紧机构与待焊接件夹紧配合时的示意图;
45.图18是图17中待焊接件处的局部放大图。
46.图中:
47.100-待焊接件;110-后盖;120-主板;130-柔性电路板;101-第一焊接部;1011-第一焊盘;102-第二焊接部;103-引线;104-卡接槽;
48.1-载具本体;11-第一安装槽;12-第三安装槽;13-第四安装槽;14-第五安装槽;15-拉手;
49.2-夹紧机构;21-第一卡接块;211-第一卡扣;212-第二活动槽;22-第二卡接块;221-第二卡扣;23-夹紧把手;24-第二传动轴;25-第三弹性件;26-导向块;261-第三活动槽;27-第四弹性件;
50.3-定位折弯机构;31-第一压板;311-第一斜面;32-第一定位块;321-定位凸台;3211-定位台阶;322-挡板;33-第一传动轴;34-第一凸轮;35-第一弹性件;
51.4-理线机构;41-理线座;411-第二安装槽;42-第二压板;421-第三斜面;422-理线槽;423-磁性件;43-第二定位块;431-延伸端;4311-第二斜面;432-第一活动槽;44-理线把手;45-第二凸轮;46-第二弹性件;47-定位销。
具体实施方式
52.下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
53.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
54.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
55.在本实施例的描述中,术语“上”、“下”、“左”“右”、等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
56.如图1-图18所示,本实施例提供一种焊接载具,用于承载待焊接件100,以便对待焊接件100进行多点位的焊接操作。待焊接件100可以为各种电子产品,如无线充电线圈产
品等,具体地,本实施例以蓝牙耳机充电仓内的无线充电模块为例进行说明。如图1所示,本实施例的无线充电模块包括后盖110、主板120、柔性电路板130、引线103等结构,其中柔性电路板130的端部设置有第一焊接部101,主板120的一侧设置有第二焊接部102。该无线充电模块生产流程为:先将主板120与后盖110组装,柔性电路板130与主板120组装,然后对柔性电路板130的第一焊接部101进行折弯,再将柔性电路板130的第一焊接部101与后盖110进行焊接,然后对引线103进行理线操作,之后将引线103与主板120的第二焊接部102进行焊接。
57.如图5-图18所示,本实施例提供的焊接载具包括载具本体1、夹紧机构2、定位折弯机构3和理线机构4。载具本体1用于承载待焊接件100(即上述无线充电模块)。需要说明的是,本实施例是将无线充电模块的后盖110、主板120、柔性电路板130均组装好之后,再放置于该载具本体1上。优选地,载具主体1的一侧设置有拉手15,以便于将整个焊接载具移动至对应的工位或放置于焊机中以完成对无线充电模块的相应加工。夹紧机构2设于载具本体1上,用于夹紧固定无线充电模块,防止其在后续加工过程中发生窜动。定位折弯机构3设于载具本体1上,包括第一压板31和第一定位块32,第一压板31与载具本体1转动连接,能够相对于载具本体1上下翻转,第一定位块32可水平移动地设置于载具本体1上。当第一压板31向载具本体1转动下压时,能够带动第一定位块32向靠近柔性电路板130的第一焊接部101的方向移动,且当第一压板31下压到位时,第一定位块32与第一焊接部101抵接定位,此时第一压板31向下折弯第一焊接部101,使第一焊接部101两侧的第一焊盘1011压在后盖110上,这样后续可将焊接载具和无线充电模块一起放入焊机以对第一焊盘1011和后盖110进行焊接。理线机构4包括理线座41、第二压板42和第二定位块43,理线座41可拆卸地设于载具本体1上,具体可通过定位销47安装于载具本体1上;第二压板42与理线座41转动连接,能够相对于理线座41上下翻转;第二定位块43可移动地设于理线座41上。需要说明的是,此时该无线充电模块的引线103位于主板120的一侧,且呈直立状态。第二定位块43移动时,其延伸端431能伸至引线103与主板120的第二焊接部102之间,用于在理线的过程中对引线103进行定位和支撑。第二压板42通过转动下压能使引线103在第二定位块43的延伸端43处折弯,并将引线103压接于第二焊接部102的第二焊盘上,从而实现了对引线103的理线操作,这样后续可将焊接载具和无线充电模块一起放入焊机以对引线103和第二焊盘进行焊接。进一步地,焊接完成后对各焊点的封胶工艺也可以在该焊接载具上完成。
58.本实施例能将柔性电路板130的折弯焊接、引线理线、引线焊接、焊点封胶等工艺集中在一个焊接载具上完成,实现了复杂工艺简单化,避免了在多个工序衔接过程中频繁更换载具,减少了对产品的取放和装夹过程,改善了产品外观,提高了生产效率,减轻了工人劳动强度。
59.进一步地,如图6-图11所示,本实施例的定位折弯机构3还包括第一传动轴33、第一凸轮34和第一弹性件35。第一传动轴33转动安装于载具本体1的一端,第一压板31和第一凸轮34安装于第一传动轴33上,翻转第一压板31时能带动第一传动轴33转动,从而带动第一凸轮34转动。载具本体1上设置有第一安装槽11,第一定位块32沿第一方向可移动地设置于第一安装槽11内。本实施例中,第一方向定义为柔性电路板130的长度方向,第一定位块32能沿第一方向靠近或远离第一焊接部101。第一定位块32的一端设有挡板322,第一定位块32通过挡板322与第一凸轮34相抵接;第一定位块32的另一端设有定位凸台321,定位凸
台321的端部设有定位台阶3211,定位台阶3211用于与第一焊接部101抵接定位。第一弹性件35设于第一定位块32远离第一凸轮34的一端与第一安装槽11的侧壁之间,用于使第一定位块32具有远离第一焊接部101的运动趋势。优选地,该第一弹性件35为压簧。本实施例通过向下翻转第一压板31,能驱动第一凸轮34转动,第一凸轮34推动第一定位块32克服第一弹性件35的弹力作用而沿第一方向靠近第一焊接部101;第一压板31的底部设有第一斜面311,当第一压板31下压到位时,第一斜面311压紧并向下折弯第一焊接部101。相反地,当反方向翻转打开第一压板31时,能驱动第一凸轮34反向转动,此时第一定位块32在第一弹性件35的弹力作用下,向远离第一焊接部101的方向移动。
60.进一步地,如图12-图15所示,本实施例的理线机构4还包括理线把手44、第二凸轮45和第二弹性件46。理线座41上设置有第二安装槽411,第二定位块43沿第一方向可移动地设置于第二安装槽411内;第二弹性件46设于第二定位块43远离引线103的一端与第二安装槽411的侧壁之间,用于使第二定位块43具有靠近引线103的运动趋势。优选地,该第二弹性件46为压簧。第二定位块43的延伸端431呈长条状结构,能够穿过第二安装槽411一侧开口而沿第一方向靠近或远离引线103。第二定位块43的内部设置有呈矩形的第一活动槽432,第二凸轮45安装于第一活动槽432内,第二凸轮45的转轴与理线把手44固定连接。本实施例通过转动理线把手44,能带动第二凸轮45转动,并驱动第二定位块43克服第二弹性件46的弹力作用而沿第一方向远离引线103。而当反向转动理线把手44时,能带动第二凸轮45反向转动,此时第二定位块43在第二弹性件46的弹力作用下,能沿第一方向靠近引线103。
61.作为优选,本实施例第二定位块43的延伸端431设有第二斜面4311,第二压板42的底部设有第三斜面421,第三斜面421上设有与引线103的结构相适配的理线槽422,理线槽422用于容纳引线103。当第二压板42下压到位后,第三斜面421与第二斜面4311相贴合,引线103被理线槽422下压并折弯在第二斜面4311上,此时引线103的端部位于第二焊接部102的第二焊盘上,从而方便后续对引线103和第二焊盘进行焊接。优选地,第二压板42的底部还设有磁性件423,磁性件423用于使第二压板42与理线座41相吸合,以增加第二压板42对引线103压紧的可靠性。进一步优选地,磁性件423为永磁铁,理线座41的材质为能被永磁铁磁性吸引的金属。
62.本实施例中,如图4-图8及图16-图18所示,无线充电模块的两侧分别设有卡接槽104。载具本体1上设置有沿第一方向延伸的第三安装槽12和沿第二方向延伸的第四安装槽13。夹紧机构2包括第一卡接块21和第二卡接块22,第一卡接块21沿第一方向可移动地设于第三安装槽12内,第二卡接块22沿第二方向可移动地设于第四安装槽13内。第一卡接块21上设有两个第一卡扣211,分别与两个卡接槽104相对应,用于沿第一方向对卡接槽104进行卡紧定位。第二卡接块22的一端设有第二卡扣221,用于沿第二方向对卡接槽104进行卡紧定位。此处,第二方向定义为柔性电路板130的宽度方向,第一方向与第二方向垂直。本实施例通过第一卡扣211和第二卡扣221分别限制了卡接槽104在两个垂直方向的移动,从而实现了对整个无线充电模块的夹紧固定。
63.优选地,该夹紧机构2还包括夹紧把手23、第二传动轴24和第三弹性件25,夹紧把手23与第二传动轴24固定连接,第二传动轴24转动安装于载具本体1上。第二传动轴24的截面为凸轮形状,第一卡接块21上设有呈矩形的第二活动槽212,第二传动轴24贯穿第二活动槽212,通过转动第二传动轴24能带动第一卡接块21沿第一方向运动。第三弹性件25设于第
一卡接块21靠近第二卡接块22的一端与第三安装槽12的侧壁之间,用于使第一卡接块21具有沿第一方向远离第二卡接块22的运动趋势。优选地,该第三弹性件25为压簧。本实施例通过转动夹紧把手23,能带动第二传动轴24转动,并驱动第一卡接块21克服第三弹性件25的弹力作用而沿第一方向靠近第二卡接块22。而当反向转动夹紧把手23时,能带动第二传动轴24反向转动,此时第一卡接块21在第三弹性件25的弹力作用下,沿第一方向远离第二卡接块22。本实施例中,当第一卡接块21处于靠近第二卡接块22的状态下时,卡接槽104沿第一方向的尺寸大于第一卡扣211与第二卡扣221沿第一方向的距离,此时可自由将无线充电模块放置于载具本体1上;当第一卡接块21处于远离第二卡接块22的状态下时,第一卡扣211和第二卡扣221沿第一方向的距离增大,第一卡扣211抵接在卡接槽104的第一侧壁上,从而可沿第一方向卡紧卡接槽104,实现对无线充电模块的夹紧。
64.进一步地,载具本体1上设置有沿第一方向延伸的第五安装槽14。夹紧机构2还包括导向块26和第四弹性件27,导向块26可移动地安装于第五安装槽14内;导向块26上设有第三活动槽261,第二传动轴24贯穿第三活动槽261,第二传动轴24转动时能带动导向块26沿第一方向靠近第二卡接块22。第四弹性件27沿第二方向设于第二卡接块22的一端与第四安装槽13的侧壁之间,用于使第二卡接块22具有沿第二方向运动以使第二卡扣221与其中一个第一卡扣211(即图18中左侧的第一卡扣211)相错位的运动趋势。优选地,该第四弹性件27为压簧。本实施例导向块26的前端设置有楔形结构,第二卡接块22上设置有楔形槽,通过转动夹紧把手23能带动导向块26沿第一方向靠近第二卡接块22,此时楔形结构与楔形槽相配合,从而推动第二卡接块22克服第四弹性件27的弹力作用而沿第二方向移动,以使第二卡扣221与上述第一卡扣211的位置相对齐。相反地,当反向转动夹紧把手23时,第二卡接块22在第四弹性件27的作用下沿第二方向反向运动以使第二卡扣221与上述第一卡扣211相错位,同时楔形槽推动导向块26后退而远离第二卡接块22。需要说明的是,本实施例中,当第一卡接块21靠近第二卡接块22,且第二卡扣221与图18中左侧第一卡扣211相对齐时,第二卡扣221与图18中右侧的第一卡扣211之间沿第二方向的距离增大,此时无线充电模块能被自由放置于载具本体1上;而当第一卡接块21远离第二卡接块22,第二卡扣221与图18中左侧的第一卡扣211错位时,第二卡扣221与图18中右侧的第一卡扣211之间沿第二方向的距离减小,第二卡扣221抵接在卡接槽104的第二侧壁上,使得卡接槽104沿第二方向被卡紧固定。
65.本实施例还提供一种焊接工艺,在对待焊接件100进行加工的过程中,采用上述的焊接载具承载待焊接件100。具体地,该焊接工艺包括如下步骤:
66.s1、将焊接载具置于初始待料状态,并将待焊接件100放置于焊接载具的合适位置;
67.s2、转动夹紧把手23,带动夹紧机构2对待焊接件100夹紧定位;
68.s3、向下翻转第一压板31,通过第一定位块32对待焊接件100的第一焊接部101进行定位,同时通过第一压板31下压对第一焊接部101进行折弯;
69.s4、将上一步的焊接载具及待焊接件100一起放置于焊机,对第一焊接部101进行焊接;
70.s5、将焊接载具及待焊接件100取出焊机,将理线机构4组装于载具本体1上;
71.s6、转动理线把手44,使第二定位块43的延伸端431移动至待焊接件100的引线103
与第二焊接部102之间;
72.s7、向下翻转第二压板42将引线103压接固定于第二焊接部102;
73.s8、将上一步的焊接载具及待焊接件一起放置于焊机,对引线103和第二焊接部102进行焊接;
74.s9、对上述步骤中的焊点进行封胶操作。
75.本实施例提供的焊接工艺,将第一焊接部的折弯焊接、引线理线、引线焊接、焊点封胶等工艺集中在一个焊接载具上完成,实现了复杂工艺简单化,避免了在多个工序衔接过程中频繁更换载具,减少了对产品的取放和装夹过程,改善了产品外观,提高了生产效率,减轻了工人劳动强度。
76.注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。