1.本发明涉及焊接辅具技术领域,具体是一种贮液筒定位块焊接辅具。
背景技术:
2.重型卡车驾驶室最常用的减振器为机械(弹簧)减振器,随着对驾驶室舒适性要求的提高,研制出新的减振器——气囊减振器,在车辆遭遇凹凸不平的路面时能迅速衰减振动,改善驾驶室的舒适性、平顺性、操作性等等。贮液筒在气囊减振器中起贮油、支承悬架、密封作用,底盖在气囊减振器中起支承工作缸的作用。
3.定位块需要焊接在贮液筒的外圆周表面上,焊接强度大于12kn,焊接的定位块尺寸很小(工件厚度为3mm),且除贮液筒的轮廓周边立面表面(即定位块)可以用于定位,其余表面均为焊接结合面,无法作为夹持和定位面使用。
技术实现要素:
4.本发明的目的在于克服现有技术的不足,提供一种贮液筒定位块焊接辅具。
5.本发明的目的是通过以下技术方案来实现的:贮液筒定位块焊接辅具,所述焊接辅具包括上电极组件和下电极组件,所述上电极组件包括上电极、顶紧轴和支架,所述下电极组件包括支撑电极和定位套,所述下电极组件固定在电阻凸焊机工作台上,所述支撑电极设置在定位套的内部,所述支撑电极与定位套之间形成用于放置贮液筒的环形空间。电阻焊机是指用电阻加热原理进行焊接的一种焊接设备,电阻焊机主要由主电路部分、压力传动部分和控制部分组成;电阻焊机依据不同用途和要求可分为不同种类,从焊接方法分类,有点焊机、缝焊机、凸焊机和对焊机等;凸焊是在一工件的贴合面上预先加工出一个或多个突起点,使其与另一工件表面接触并通电加热,然后压塌,使这些接触点形成焊点的电阻焊方法;凸焊是点焊的一种变形,主要用于焊接低碳钢和低合金钢的冲压件。板件凸焊最适宜的厚度为0.5~4mm,小于0.25mm时宜采用点焊。随着汽车工业发展,高生产率的凸焊在汽车零部件制造中获得大量应用,同时凸焊在线材、管材等连接上也获得普遍应用。
6.所述上电极设置在贮液筒的上方,所述上电极的底部设置有凸起块,定位块设置在凸起块的右侧,所述上电极与握杆固定连接,所述握杆与电阻凸焊机的上机头连接,所述握杆套接有支架抱块,所述支架抱块与支架连接,所述支架底部设置有贯穿的孔,所述顶紧轴与支架通过孔进行活动连接,所述顶紧轴设置有与上电极、定位套相配合的顶紧块。
7.作为优选的,所述上电极设置有锥面,所述握杆设置有与锥面相配合的内锥孔,便于固定连接。
8.进一步的,所述支架和顶紧轴贯穿设置有滑槽螺钉,滑槽螺钉防止顶紧轴圆周转动。
9.进一步的,所述顶紧轴还设置有球头拉手,便于拉动顶紧轴。
10.进一步的,所述顶紧轴套接有顶紧轴套,所述顶紧轴套与支架通过第一螺钉固定连接。
11.进一步的,所述顶紧轴套内部设置有弹簧,所述弹簧套接在顶紧轴上,弹簧为顶紧轴提供压紧力。
12.进一步的,所述支架抱块与支架通过第二螺钉固定连接。
13.作为优选的,所述支架抱块选用绝缘材质制成,防止上电极漏电后触电。
14.将贮液筒穿插装入定位套和支撑电极之间的环形空间中,手动拉动球头拉手,顶紧轴随着球头拉手向外移动,弹簧受到顶紧轴套与顶紧轴的挤压进行压缩,在上电极的凸起块的右侧放置待焊工件定位块,放开球头拉手,顶紧轴受到弹簧的反弹力进行复位,定位块被上电极的凸起块和顶紧轴的顶紧块一起夹紧。启动电阻凸焊机的工作开关,握杆随着电阻凸焊机的上机头向下移动,直至被上电极的凸起块和顶紧轴的顶紧块一起夹紧的定位块和贮液筒相接触,开始焊接定位块和贮液筒至焊接结束,握杆随着电阻凸焊机的上机头向上回退,手动拉动球头拉手,顶紧轴随着球头拉手向外移动,顶紧块脱离已焊接工件定位块,手动取下已完成焊接的贮液筒,工作结束。
15.本发明的有益效果是:
16.1、本发明通过凸起块和顶紧块的协同作用,达到夹紧待焊工件定位块的目的。
17.2、本发明通过弹簧控制顶紧轴自动进行复位。
附图说明
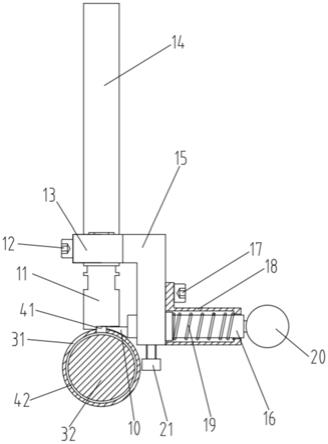
18.图1为本发明的结构示意图;
19.图2为本发明的贮液筒、定位块和定位套的结构示意图;
20.图中:10-顶紧块、11-上电极、12-第二螺钉、13-支架抱块、14-握杆、15-支架、16-顶紧轴、17-第一螺钉、18-顶紧轴套、19-弹簧、20-球头拉手、21-滑槽螺钉、31-定位套、32-支撑电极、41-定位块、42-贮液筒。
具体实施方式
21.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.下面结合附图及具体实施例对本发明作进一步阐述。
23.如图1-图2所示,贮液筒定位块焊接辅具,该焊接辅具包括上电极组件和下电极组件,上电极组件包括上电极11、顶紧轴16和支架15,下电极组件包括支撑电极32和定位套31,下电极组件固定在电阻凸焊机工作台上,支撑电极32设置在定位套31的内部,支撑电极32与定位套31之间形成用于放置贮液筒42的环形空间,上电极11设置在贮液筒42的上方,上电极11的底部设置有凸起块,定位块41设置在凸起块的右侧,上电极11与握杆14固定连接,握杆14与电阻凸焊机的上机头连接,握杆14套接有支架抱块13,支架抱块13与支架15连接,支架15底部设置有贯穿的孔,顶紧轴16与支架15通过孔进行活动连接,顶紧轴16设置有
与上电极11、定位套31相配合的顶紧块10。将贮液筒42穿插装入定位套31和支撑电极32之间的环形空间中,拉动顶紧轴16向外移动,在上电极11的凸起块的右侧放置待焊工件定位块41,压紧顶紧轴16,定位块41被上电极11的凸起块和顶紧轴16的顶紧块10一起夹紧。启动电阻凸焊机的工作开关,握杆14随着电阻凸焊机的上机头向下移动,直至被上电极11的凸起块和顶紧轴16的顶紧块10一起夹紧的定位块41和贮液筒42相接触,开始焊接定位块41和贮液筒42至焊接结束,握杆14随着电阻凸焊机的上机头向上回退,拉动顶紧轴16向外移动,顶紧块10脱离已焊接工件定位块41,手动取下已完成焊接的贮液筒42,工作结束。
24.上电极11设置有锥面,握杆14设置有与锥面相配合的内锥孔,能够更好地进行固定连接。
25.支架15和顶紧轴16贯穿设置有滑槽螺钉21。滑槽螺钉21防止顶紧轴16在支架15的孔内进行圆周转动。
26.顶紧轴16还设置有球头拉手20。手动拉动球头拉手20,顶紧轴16随着球头拉手20向外移动。
27.顶紧轴16套接有顶紧轴套18,顶紧轴套18与支架15通过第一螺钉17固定连接,顶紧轴套18内部设置有弹簧19,弹簧19套接在顶紧轴16上。手动拉动球头拉手20,顶紧轴16随着球头拉手20向外移动时,弹簧19受到顶紧轴套18与顶紧轴16的挤压进行压缩,放开球头拉手20时,顶紧轴16受到弹簧19的反弹力进行复位。
28.支架抱块13与支架15通过第二螺钉12固定连接,支架抱块13选用绝缘材质制成,防止上电极11漏电后触电。
29.以上所述仅是本发明的优选实施方式,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。