1.本发明总体上涉及航空发动机维修的技术领域,尤其涉及一种修理航空发动机的中介机匣裂纹的装置及其使用方法。
背景技术:
2.中介机匣零件是航空发动机的主要承力机匣,机匣内部装有防止发动机喘振的放气活门随动杆。在发动机的使用过程中,由于放气机构内存在较大的应力,可能导致中介机匣的裂纹。根据现有技术的方案是对零件裂纹直接进行焊接。焊接是一种加热、高温或者高压的方式接合金属或其它热塑性材料如塑料的制造工艺及技术。根据现有的修理方案,在中介机匣裂纹焊修之后容易出现焊后裂纹以及焊后形变等问题,以上情况严重影响机匣零件的使用。
技术实现要素:
3.鉴于上述技术问题,本公开内容提出了一种用于修理航空发动机的中介机匣裂纹的装置,包括:径向形变防止装置,所述径向形变防止装置包括:l型件,所述l型件具有通孔;芯棒,所述芯棒的一端穿过所述l型件的通孔;柄部,所述柄部的一端插入所述芯棒;凹型件,所述凹型件具有通孔,所述柄部穿过所述凹型件的通孔;以及轴向形变防止装置,所述轴向形变防止装置包括:主支撑件,所述主支撑件具有焊接操作孔,所述焊接操作孔用于进行焊接操作,所述主支撑件的一侧抵靠所述中介机匣的套筒的外安装边;3个副支撑件,所述3个副支撑件的一端抵靠所述中介机匣的套筒的外安装边;4个顶杆和中心支撑件,所述4个顶杆中的一个顶杆的一端抵靠所述主支撑件,所述一个顶杆的另一端抵靠所述中心支撑件,所述4个顶杆中的其他顶杆的一端分别抵靠所述3个副支撑件,所述其他顶杆的另一端分别抵靠所述中心支撑件。
4.在一个优选实施方式中,所述4个顶杆呈十字交叉的形状。
5.在一个优选实施方式中,所述装置由45号钢材制成。
6.在一个优选实施方式中,所述焊接操作孔的形状是矩形。
7.在一个优选实施方式中,所述主支撑件的一侧是弧形。
8.本公开内容提出了一种使用所述的装置的方法,所述的方法包括以下步骤:s1,测量机匣的安装边,然后根据所测量的结果,确定是否具有裂纹;s2,根据所述裂纹的形状,对所述裂纹进行标记,然后进行打坡口操作;s3,在所述打坡口操作完成后,将所述装置安装在所述机匣上;s4,通过所述焊接操作孔对所述裂纹进行焊接;s5,在所述焊接完成后,对所述机匣的安装边进行热处理;以及s6,在所述热处理完成后,对所述机匣的安装边进行探伤。
9.在一个优选实施方式中,在s2中,所述打坡口操作包括:s21,挖出覆盖整个焊缝的槽;以及s22,对所挖出的槽进行修整。
10.在一个优选实施方式中,所述槽的深度为1.2mm-1.4mm,宽度为1.5mm-2.2mm。
11.在一个优选实施方式中,修整后的槽的深度为1.5mm-1.6mm,宽度为1.5mm-2.2mm。
12.在一个优选实施方式中,在s3中,将所述凹型件插在机匣的安装边的突出部上。
13.与现有技术相比,本公开内容的有益效果为:能够有效避免焊后裂纹与形变的发生,保证零件尺寸的要求并且保证零件的强度。
附图说明
14.在所附权利要求书中具体阐述了本发明的新颖特征。通过参考对在其中利用到本发明原理的说明性实施方式加以阐述的以下详细描述和附图,将会对本发明的特征和优点获得更好的理解。附图仅用于示出实施方式的目的,而并不应当被认为是对本发明的限制。而且在整个附图中,用相同的附图标记表示相同的元素,在附图中:
15.图1示出了根据本公开内容示例性实施方式的用于修理航空发动机的中介机匣裂纹的装置的径向形变防止装置的示意图;
16.图2示出了根据本公开内容示例性实施方式的用于修理航空发动机的中介机匣裂纹的装置的轴向形变防止装置的示意图;以及
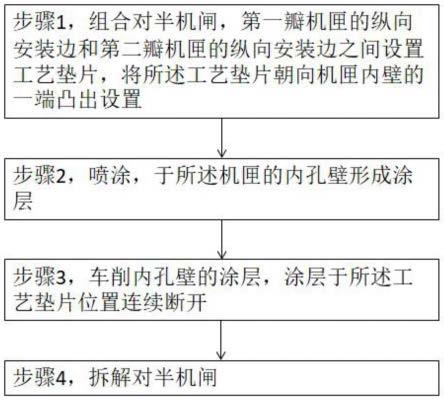
17.图3示出了根据本公开内容示例性实施方式的使用装置的方法的流程图。
18.附图标记说明
19.1芯棒,2l型件,3凹型件,4柄部,5主支撑件,6顶杆,7中心支撑件,8副支撑件。
具体实施方式
20.下面将参照附图更详细地描述本公开内容的示例性实施方式。虽然附图中显示了本公开内容的示例性实施方式,然而应当理解,可以以各种形式实现本公开内容而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了能够更透彻地理解本公开内容,并且能够将本公开内容的范围完整地传达给本领域技术人员。在以下详细描述中没有任何内容旨在表明任何特定组件、特征或步骤对于本发明是必不可少的。本领域技术人员将会理解,在不脱离本公开内容的范围内各种特征或步骤可以彼此替代或结合。
21.本公开内容提出了一种用于修理航空发动机的中介机匣裂纹的装置,包括:径向形变防止装置。图1示出了根据本公开内容示例性实施方式的用于修理航空发动机的中介机匣裂纹的装置的径向形变防止装置的示意图。优选地,用于修理航空发动机的中介机匣裂纹的装置由45号钢材制成。所述径向形变防止装置包括:l型件2,所述l型件2具有通孔;芯棒1,所述芯棒1的一端穿过所述l型件2的通孔;柄部4,所述柄部4的一端插入所述芯棒1;凹型件3,所述凹型件3具有通孔,所述柄部4穿过所述凹型件3的通孔。图2示出了根据本公开内容示例性实施方式的用于修理航空发动机的中介机匣裂纹的装置的轴向形变防止装置的示意图。所述轴向形变防止装置包括:主支撑件5,所述主支撑件5具有焊接操作孔,所述焊接操作孔用于进行焊接操作(例如,所述焊接操作孔的形状可以是矩形)所述主支撑件5的一侧抵靠所述中介机匣的套筒的外安装边;3个副支撑件8,所述3个副支撑件8的一端抵靠所述中介机匣的套筒的外安装边;4个顶杆6和中心支撑件7,所述4个顶杆6中的一个顶杆的一端抵靠所述主支撑件5,所述一个顶杆的另一端抵靠所述中心支撑件7,所述4个顶杆6中的其他顶杆的一端分别抵靠所述3个副支撑件8,所述其他顶杆的另一端分别抵靠所述中心支撑件7。在一个实施方式中,所述主支撑件的一侧可以是弧形,以便容易抵靠所述中介
机匣的套筒的外安装边。在一个实施方式中,所述4个顶杆呈十字交叉的形状。
22.图3示出了根据本公开内容示例性实施方式的使用装置的方法的流程图。本公开内容提出了一种使用装置的方法,所述方法包括以下步骤:s1,测量机匣的安装边,然后根据所测量的结果,确定是否具有裂纹。例如,可以测量机匣的安装边的平面度,以确定安装边是否具有裂纹或者安装边是否合格。s2,根据所述裂纹的形状,对所述裂纹进行标记,然后进行打坡口操作。其中,所述打坡口操作可以包括:s21,挖出覆盖整个焊缝的槽;以及s22,对所挖出的槽进行修整。在实施方式中,所述槽的深度可以为1.2mm-1.4mm,宽度可以为1.5mm-2.2mm,修整后的槽的深度可以为1.5mm-1.6mm,宽度可以为1.5mm-2.2mm。s3,在所述打坡口操作完成后,将所述装置安装在所述机匣上。具体地,可以将所述凹型件3插在机匣的安装边的突出部上,即突出部嵌入到凹型件的凹部中。s4,通过所述焊接操作孔对所述裂纹进行焊接。s5,在所述焊接完成后,对所述机匣的安装边进行热处理。以及s6,在所述热处理完成后,对所述机匣的安装边进行探伤。此外,还可以进一步测量机匣的安装边(例如,其平面度),以保证机匣的焊接质量。
23.本发明的技术方案采用上述的方法和装置,能够针对因焊接时的热输入而导致焊接件变形的情况,在焊接时采用特殊设计的装置对零件变形进行控制。在焊接工作前对裂纹采取打坡口的方式,以及通过焊接过程的方法减小焊接的热输入。在焊接完成后,采用探伤工作与测量工作保证机匣的焊接质量。根据本发明的技术方案避免了焊后裂纹的产生,对机匣零件的形变进行了有效控制,从而恢复了零件的使用状态,避免了高价值零件的报废。
24.在本文所提供的说明书中,说明了大量具体细节。然而,应当理解,本公开内容的实施方式可以在没有这些具体细节的情况下实践。在一些实施方式中,并未详细示出公知的方法、结构和技术,以便不模糊对本说明书的理解。
25.虽然本文已经示出和描述了本发明的示例性实施方式,但对于本领域技术人员容易理解的是,这样的实施方式只是以示例的方式提供的。本领域技术人员现将会在不偏离本发明的情况下想到许多更改、改变和替代。应当理解,在实践本发明的过程中可以采用对本文所描述的本发明实施方式的各种替代方案。以下权利要求旨在限定本发明的范围,并因此覆盖这些权利要求范围内的方法和结构及其等同项。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。