1.本实用新型涉及一种能吸持非铁质工件的电磁吸盘装置,属于电磁吸盘技术领域。
背景技术:
2.现有普通的电磁吸盘,对低碳钢的铁质工件能吸持加工和退磁后方便取走工件,对高碳钢的铁质工件退磁效果不好,对非铁质工件不能吸持加工。针对上述电磁吸盘不能吸持加工和退磁效果不好不方便取下工件的情况,现在还未有较好的解决方案。
技术实现要素:
3.本实用新型的目的是克服现有技术存在的上述不足,提供一种能吸持非铁质工件的电磁吸盘装置。本实用新型提供的能吸持非铁质工件的电磁吸盘装置可以完成铁质工件和非铁质工件吸持加工,对高碳钢等不好退磁的工件的退磁效果非常好。
4.为实现上述目的,本实用新型采用下述技术方案:
5.能吸持非铁质工件的电磁吸盘装置,包括吸盘面板、内部设置有励磁线圈的吸盘壳体、气孔、丝堵、气槽、气道、输气管和正反向换气机构;
6.所述吸盘面板具有第一表面、第二表面和第一侧面;所述第一表面配置为与被吸持工件接触;所述第二表面和第一表面相对设置;所述第一侧面位于第一表面和第二表面之间;
7.所述吸盘壳体具有上表面、下表面和第二侧面;所述上表面与第二表面连接;所述下表面和上表面相对设置;所述第二侧面位于上表面和下表面之间;
8.所述气道开设于吸盘面板内部;
9.所述气孔与气道连通,其开口位于第一表面;
10.所述丝堵设置于气孔内;
11.所述正反向换气机构设置在吸盘壳体外;
12.所述输气管设置于第一侧面,一端与正反向换气机构连通,另一端与气道连通。
13.所述正反向换气机构包括正向出气口和反向出气口;正向出气口和反向出气口与所述输气管的一端连通。所述正反向换气机构为真空发生装置。所述正反向换气机构可以设置于第二侧面。
14.所述气道与第一表面平行;所述气孔与第一表面垂直。所述气道的数量为两条以上,两条以上气道之间相互平行;与一条气道连通的气孔的数量为两个以上。
15.所述丝堵为过滤丝堵;所述丝堵凹陷于气孔开口或者与气孔开口持平。
16.上述能吸持非铁质工件的电磁吸盘装置还可以包括三通接头和直角接头;所述输气管的一端通过三通接头与正向出气口和反向出气口连通、另一端通过直角接头与气道连通。所述输气管包括横向管道和竖向管道;所述竖向管道的一端通过三通接头与正向出气口和反向出气口连通、另一端通过直角接头与横向管道连通;所述横向管道的另一端通过
直角接头与气道连通。
17.上述能吸持非铁质工件的电磁吸盘装置还可以包括气槽;所述气槽为凹槽、开设于第一表面;气槽与气孔连通。
18.本实用新型的有益效果是:
19.本实用新型提供的能吸持非铁质工件的电磁吸盘装置在现有电磁吸盘的基础上增加了一套能换气的正反向换气机构。正反向换气机构通正向气,可辅助把高碳钢等不好退磁的工件托起,轻松拿走工件;正反向换气机构反向抽气,吸盘面板内形成的真空腔产生负压,和大气压共同作用,吸住非铁材质工件进行加工。
20.与现有电磁吸盘装置相比,本实用新型提供的能吸持非铁质工件的电磁吸盘装置不仅提高了磁吸盘的吸持工件的范围,不仅能吸持铁质工件,也能吸持非铁质工件;还提高了吸盘的退磁精度,降低了工件的综合加工成本。
附图说明
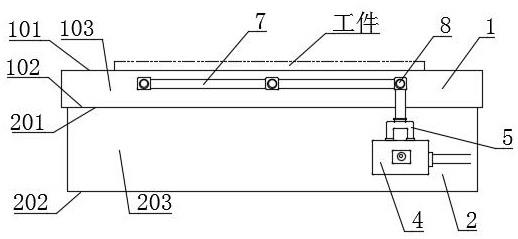
21.图1是本实用新型具体实施方式提供的能吸持非铁质工件的电磁吸盘装置的主视图示意图;
22.图2是本实用新型具体实施方式提供的能吸持非铁质工件的电磁吸盘装置的左视图示意图;
23.图3是本实用新型具体实施方式提供的能吸持非铁质工件的电磁吸盘装置的俯视图示意图;
24.图4是图1的局部剖视示意图;
25.图5是本实用新型具体实施方式提供的能吸持非铁质工件的电磁吸盘装置的正反向换气机构的结构示意图;
26.其中,1.吸盘面板、101.第一表面、102、第二表面、103.第一侧面、2.吸盘壳体、201.上表面、202.下表面、203.第二侧面、3.励磁线圈、4.正反向换气机构、401.进气口、402.正向出气口、403.反向出气口;5.三通接头、6.气槽、7.输气管、8.直角接头、9.丝堵、10.气孔、11.气道。
具体实施方式
27.下面结合附图和实施例对本实用新型进一步说明。
28.本说明书附图所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
29.如图所示,能吸持非铁质工件的电磁吸盘装置,包括:吸盘面板1、内部设置有励磁线圈3的吸盘壳体2、气孔10、丝堵9、气槽6、气道11、输气管7和正反向换气机构4;吸盘面板1具有第一表面101、第二表面102和第一侧面103;第二表面102和第一表面101相对设置,第
一侧面103位于第一表面101和第二表面102之间;第一表面101配置为与被吸持工件接触;内部设置有励磁线圈3的吸盘壳体2具有上表面201、下表面202和第二侧面203;上表面201和下表面202相对设置,第二侧面203位于上表面201和下表面202之间;上表面201与第二表面102连接;气道11开设于吸盘面板1内部;气孔10与气道11连通,气孔10的开口位于第一表面101;丝堵9设置于气孔10内;气槽6开设于第一表面101,与气孔10连通;正反向换气机构4设置在吸盘壳体2外;输气管7设置在吸盘面板1侧面,输气管7的一端与正反向换气机构4连通、另一端与气道11连通。
30.其中,吸盘面板1和内部设置有励磁线圈3的吸盘壳体2形成的电磁吸盘结构,可以与现有任意一种电磁吸盘的结构相同。吸盘面板1配置为与被吸持工件接触。工作状态下,吸盘面板1的第一表面101与工件接触、对工件进行吸持。
31.正反向换气机构4的作用在于对吸盘面板1进行充气、抽气;可以是能实现充气、抽气功能的现有任意一种装置。正反向换气机构4具体结构可以包括进气口401、正向出气口402和反向出气口403;正向出气口402和反向出气口403与所述输气管7的一端连通。在正反向换气机构4的作用下,气体通过进气口401进入正反向换气机构4,然后通过正向出气口402进入输气管7,再通过输气管7进入气道11,最后通过气道11从气孔10排出,实现对吸盘面板1进行充气,从而将吸持的工件托起,轻松拿走工件。在正反向换气机构4的作用下,气体进入气孔10,然后通过气孔10进入气道11,再通过气道11进入输气管7,最后通过输气管7、反向出气口403进入正反向换气机构4,完成对吸盘面板1进行抽气,从而将工件吸持于吸盘面板1。正反向换气机构4具体结构可以是真空发生装置。
32.为了进一步提在高正反向换气机构4的作用下吸盘面板1对工件的吸持能力,上述能吸持非铁质工件的电磁吸盘装置还包括气槽6;气槽6是开设于第一表面101的凹槽,气槽6与气孔10连通;气槽6与气孔10连通。在正反向换气机构4的作用下,工件与吸盘面板1之间可以在气槽6处形成真空腔,从而提高吸盘面板1对工件的吸持能力。气槽6的形状可以是可以实现的任意形状,可以在吸盘面板1任意分布。气槽6用球形铣刀,铣成半圆槽。
33.正反向换气机构4设置于吸盘壳体2外表面,可以设置于吸盘壳体2的下表面202或第二侧面203。为了方便能吸持非铁质工件的电磁吸盘装置的使用,正反向换气机构4可以设置于第二侧面203。
34.输气管7可以采用现有任意一种用于运输气体的管道。具体的,可以是圆形管、多边形管、不规则形状管。输气管7可以采用高压塑料管。输气管7的作用在于将气道11和正反向换气机构4连通;输气管7可以包括多条,通过不同方向位置的排列分布以实现将气道11和正反向换气机构4连通。例如,输气管7可以包括竖向设置的和横向设置的多条输气管7;其中,横向设置的输气管7为横向管道,竖向设置的输气管7为竖向管道。
35.气道11的形状可以是能够实现的任意形状。具体的,可以是圆形通道、多边形通道、不规则形状通道。气道11通过深孔钻工艺加工而成。气道11的数量可以为两条以上,两条以上气道11之间相互平行。例如,气道11的数量可以为如图4所示的3条,3条气道11平行设置,均匀分布。
36.气孔10的形状可以是能够实现的任意形状。具体的,可以是圆孔、多边形孔、不规则形状孔。与一条气道11连通的气孔10的数量可以为两个以上。例如,可以如图所示,一条气道11与两个气孔10连通。气孔10的开口在第一表面101均匀分布。
37.丝堵9的作用在于防止有颗粒状和大个的废物进入输气管7。具体的,丝堵9为可以为过滤丝堵9。丝堵9凹陷于气孔10开口或者与气孔10开口持平。
38.气孔10、气道11、输气管7和正反向换气机构4之间可以采用现有任意一种方式连通。例如可以采用连接件连通。具体地可以采用三通接头5和直角接头8进行连通;三通接头5和直角接头8的数量根据具体情况而定。例如,输气管7的一端通过三通接头5与正向出气口402和反向出气口403连通、另一端通过直角接头8与气道11连通。当输气管7包括横向管道和竖向管道时,竖向管道的一端通过三通接头5与正向出气口402和反向出气口403连通、另一端通过直角接头8与横向管道连通;横向管道的另一端通过直角接头8与气道11连通。
39.气道11可以与第一表面101平行;气孔10可以与第一表面101垂直;此时,气孔10与气道11垂直,气孔10与气道11之间可以通过直角接头8进行连通。
40.使用方法:
41.对于铁质工件:对励磁线圈3充电,励磁线圈3工作获得电励磁,磁力线通过吸盘壳体2和吸盘面板1,穿过工件形成完整的磁力回路,对铁质工件的吸持。吸持完毕后,使励磁线圈3断电,外部磁力线消失,可以轻松取走工件。对于高碳钢等不好退磁的工件,正反向换气机构4工作,对吸盘面板1进行充气,可辅助把工件托起,轻松拿走工件。
42.对于非铁质工件:正反向换气机构4工作,对吸盘面板1进行抽气,在吸盘面板1内真空腔产生负压,和大气压共同作用,吸住工件。吸持完毕后,正反向换气机构4工作,对吸盘面板1进行充气,负压消失,吸持力消失,托起工件,可轻松拿走工件。
43.上述虽然结合附图对本实用新型的具体实施方式进行了描述,但并非对本实用新型保护范围的限制,所属领域技术人员应该明白,在本实用新型的技术方案的基础上,本领域技术人员不需要付出创造性劳动即可作出的各种修改或变形仍在本实用新型的保护范围以内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。