1.本实用新型属于电子产品生产组装领域,尤其涉及一种机械手锁附螺钉机构。
背景技术:
2.绝缘栅双极型晶体管,俗称igbt,是由bjt(双极型三极管)和mos(绝缘栅型场效应管)组成的复合全控型电压驱动式功率半导体器件,兼有mosfet的高输入阻抗和gtr的低导通压降两方面的优点。igbt是能源变换与传输的核心器件,俗称电力电子装置的“cpu”,作为国家战略性新兴产业,在轨道交通、智能电网、航空航天、电动汽车与新能源装备等领域应用极广。在igbt电子产品生产组成过程中,需要将螺钉锁附在电子产品上。
3.现有的电子产品在生产组装过程中,锁附igbt螺钉大多采用人工进行锁附,且需要三道工序,第一工序负责将igbt压块进行导正,第二工序将螺钉进行锁附,第三工序用扭力把手进行检验,但是这样总工序时间较长,导致螺钉锁附的效率较低,且增加了生产组成成本。
4.因此,针对以上现状,迫切需要开发一种机械手锁附螺钉机构,以克服当前实际应用中的不足。
技术实现要素:
5.针对现有技术存在的不足,本实用新型实施例的目的在于提供一种机械手锁附螺钉机构,以解决上述背景技术中的问题。
6.为实现上述目的,本实用新型提供如下技术方案:
7.一种机械手锁附螺钉机构,包括:
8.夹爪主板,所述夹爪主板与机械手相连接;
9.导向机构,所述导向机构相对夹爪主板位置调节的连接于夹爪主板上,且所述导向机构用于对螺丝孔位进行导向定位;
10.相机,所述相机设置在夹爪主板上,所述相机用于对产品位置和螺丝孔位进行拍照以及对锁附机构工作进行引导;
11.锁附机构,所述锁附机构安装在夹爪主板上,所述锁附机构包括智能电批,所述智能电批与控制系统电性连接,所述锁附机构配合相机和导向机构将螺丝锁附在螺丝孔位上。
12.作为本实用新型进一步的技术方案,还设置有调节机构,所述调节机构的输出端分别与导向机构和相机相连,所述调节机构用于对导向机构和相机的z轴方向位置进行调节。
13.作为本实用新型进一步的技术方案,所述调节机构包括第一调节件、第二调节件和第三调节件,所述第一调节件的活塞杆与夹爪主板固定连接,所述第一调节件的缸体上固定连接有连接座;所述第二调节件的缸体固定安装于连接座上,第二调节件的活塞杆与导向机构相连接,且导向机构与夹爪主板滑动连接;所述第三调节件的活塞杆与夹爪主板
固定连接,所述第三调节件的缸体定位连接有一安装板,所述安装板与夹爪主板滑动连接,且相机安装于安装板上。
14.作为本实用新型进一步的技术方案,所述夹爪主板的侧壁上设置有用于供导向机构进行滑动的滑轨,所述夹爪主板的侧壁上还设置有供安装板滑动连接的滑轨。
15.作为本实用新型进一步的技术方案,所述导向机构包括安装架、导正杆和顶针,所述安装架活动安装在滑轨上,且所述安装架与第二调节件的活塞杆固定相连,所述导正杆固定设置在安装架上,所述顶针安装在导正杆的一端上。
16.作为本实用新型进一步的技术方案,所述锁附机构还包括伸缩件、固定架、批头和夹头,所述伸缩件固定在夹爪主板上,所述伸缩件的输出端与固定架固定相连,所述智能电批固定设置在固定架上,所述智能电批地输出端与批头相连,所述批头的一端活动延伸至夹头内。
17.作为本实用新型进一步的技术方案,所述夹头的侧壁上安装有入料口,所述入料口与夹头内开设的螺丝通道相连通。
18.作为本实用新型进一步的技术方案,所述固定架上还设置有弹性件,所述弹性件用于对智能电批进行缓震。
19.与现有技术相比,本实用新型的有益效果是:
20.平面上位置的转移主要由机械手完成,当涉及到z轴方向的螺丝锁附时,主要由夹爪主板来完成,由于该工序螺丝锁附的复杂性,所以夹爪主板主要分成3个部分,一部分为智能电批,采用吹吸结合方式进行螺丝锁附,这样可实时反应锁附扭力,保证锁附螺丝的合格率;一部分为相机,相机可以对产品位置和螺丝孔位进行精确定位和自动补偿;一个为导正杆,在相机定位之后,锁附螺丝之前进行孔位导正,即上层主板、igbt压块和底板零件三层结构的方向导正。
21.在工作时,产品前端定位完成,机械手先移动到指定位置,由夹爪主板处的相机进行定位,然后通过导正杆导向定位上下层螺丝孔,伸缩件带动智能电批及批头一起相对夹头76进行上下移动,以实现批头将螺丝锁附,从而在同一个工位实现igbt自动导正和螺钉锁附,每颗螺钉的扭力值都可以实时读取,保证扭力值,减少人工工序,降低组装成本。
22.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对本实用新型进行详细说明。
附图说明
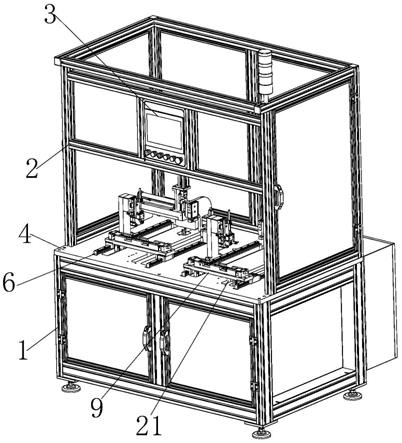
23.图1为本实用新型实施例提供的机械手锁附螺钉机构的结构立体图。
24.图2为图1的结构正视图。
25.图3为图1的结构侧视图。
26.图4为图2的结构俯视图。
27.附图标记:1-连接座,2-调节机构,21-第一调节件,22-第二调节件,23-第三调节件,3-滑轨,4-夹爪主板,5-导向机构,51-安装架,52-导正杆,53-顶针,6-相机,61-数据接口,7-锁附机构,71-伸缩件,72-固定架,73-智能电批,74-批头,75-弹性件,76-夹头,77-入料口。
具体实施方式
28.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
29.以下结合具体实施例对本实用新型的具体实现进行详细描述。
30.如图1至4所示,作为本实用新型一个实施例提供的一种机械手锁附螺钉机构,包括:
31.夹爪主板4,所述夹爪主板4与机械手相连接;
32.导向机构5,所述导向机构5相对夹爪主板4位置调节的连接于夹爪主板4上,且所述导向机构5用于对螺丝孔位进行导向定位;
33.相机6,所述相机6设置在夹爪主板4上,所述相机6上设置有数据接口61,所述数据接口6与控制系统电性连接,所述相机6用于对产品位置和螺丝孔位进行拍照以及对锁附机构工作进行引导;
34.锁附机构7,所述锁附机构7安装在夹爪主板4上,所述锁附机构7包括智能电批73,所述智能电批73与控制系统电性连接,所述锁附机构7配合相机6和导向机构5将螺丝锁附在螺丝孔位上。
35.在本实施例中,通过导向机构5、相机6和锁附机构7,可以在同一个工位实现igbt自动导正和螺钉锁附,每颗螺钉的扭力值都可以实时读取,保证扭力值,减少人工工序,降低组装成本。
36.在一个优选的实施例中,夹爪主板4优先采用的是由一种硬质氧化铝材制作而成,有效降低夹爪主板质量,提高机械手运行安全性,在机械手行程范围内可锁附产品表面任何位置,通用性较强。
37.如图1至4所示,作为本实用新型的一种优选实施例,所述夹爪主板4上设置有调节机构2,所述调节机构2的输出端分别与导向机构5和相机6相相连,所述调节机构2用于对导向机构5和相机6的z轴方向位置进行调节。
38.如图1至4所示,作为本实用新型的一种优选实施例,所述调节机构2包括第一调节件21、第二调节件22和第三调节件23,第一调节件21的活塞杆与夹爪主板4固定连接,第一调节件21的缸体上固定连接有连接座1;第二调节件22的缸体固定安装于连接座1上,第二调节件22的活塞杆与导向机构相连接,且导向机构与夹爪主板4滑动连接;所述第三调节件23的活塞杆与夹爪主板4固定连接,所述第三调节件23的缸体定位连接有一安装板,所述安装板与夹爪主板4滑动连接,且相机安装于安装板上。
39.在本实施例中,在机械手有限的承载范围内实现了复杂工况下螺丝的锁附,对于产品内深较大,属于深孔锁附螺钉,设置两组调节件,可以保证有两端段z向位移,可适应不同工况,通用性较强。
40.在一个优选的实施例中,所述第一调节件21、第二调节件22和第三调节件23均优先采用的是一种笔形气缸。
41.如图1至4所示,作为本实用新型的一种优选实施例,所述夹爪主板4的侧壁上设置有用于供导向机构5进行滑动的滑轨3,所述夹爪主板4的侧壁上还设置有供安装板滑动连接的滑轨。
42.如图1至4所示,作为本实用新型的一种优选实施例,所述导向机构5包括安装架51、导正杆52和顶针53,所述安装架51活动安装在滑轨3上,且所述安装架51与第二调节件22的活塞杆固定相连,所述导正杆52固定设置在安装架51上,所述顶针53安装在导正杆52的一端上。
43.如图1至4所示,作为本实用新型的一种优选实施例,所述锁附机构7还包括伸缩件71、固定架72、批头74和夹头76,所述伸缩件71固定在夹爪主板4上,所述伸缩件71的输出端与固定架72固定相连,所述智能电批73固定设置在固定架72上,所述智能电批73的输出端与批头74相连,所述批头74的一端活动延伸至夹头76内,所述夹头76设置在夹爪主板4上。
44.在本实施例中,智能电批73采用吹吸结合方式,大大减少了螺钉的锁附时间,增加产品产量,且系统可以实时监控和储存锁附扭力,避免产品缺陷和来料不良等对产品组装的影响,提高产品的合格率。
45.在一个优选的实施例中,所述伸缩件71优先采用的是一种调节气杆。
46.如图1至4所示,作为本实用新型的一种优选实施例,所述夹头76的侧壁上安装有入料口77,所述入料口77与夹头76内开设的螺丝通道相连通。
47.如图1至4所示,作为本实用新型的一种优选实施例,所述固定架72上还设置有弹性件75,所述弹性件75用于对智能电批73进行缓震。
48.在本实施例中,z轴运动中设计有弹性件75,可以有效避免损伤产品表面。
49.在一个优选的实施例中,所述弹性件75优先采用的是一种弹簧。
50.本实用新型的工作原理是:
51.平面上位置的转移主要由机械手完成,当涉及到z轴方向的螺丝锁附时,主要由夹爪主板4来完成,由于该工序螺丝锁附的复杂性,所以夹爪主板4主要分成3个部分,一部分为智能电批73,采用吹吸结合方式进行螺丝锁附,这样可实时反应锁附扭力,保证锁附螺丝的合格率;一部分为相机6,相机6可以对产品位置和螺丝孔位进行精确定位和自动补偿;一个为导正杆52,在相机6定位之后,锁附螺丝之前进行孔位导正,即上层主板、igbt压块和底板零件三层结构的方向导正。
52.在工作时,产品前端定位完成,机械手先移动到指定位置,由夹爪主板4处的相机6进行定位,然后通过导正杆52导向定位上下层螺丝孔,伸缩件71带动智能电批73及批头74一起相对夹头76进行上下移动,以实现批头74将螺丝锁附,从而实现在同一个工位实现igbt自动导正和螺钉锁附,每颗螺钉的扭力值都可以实时读取,保证扭力值;
53.上述就是该机械手锁附螺钉机构的工作原理。
54.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。