1.本实用新型涉及模具技术领域,尤其是一种汽车电池仓模具结构。
背景技术:
2.本部分的陈述仅仅是提供了与本实用新型相关的背景技术信息,不必然构成在先技术。
3.由电力驱动的新能源汽车需要通过电池来存储电能,因此当电池安装于新能源汽车内部时,需要使用电池仓对电池进行特殊保护。
4.将电池仓的材料从传统的钢和铝合金等金属材料改进为热塑性复合材料,达到了汽车轻量化的效果,现有的电池仓模具结构复杂,产品加工后取件不便,并且大多采用注塑的方式,在注塑时通过单通道进行注入,以至于在注塑的过程中出现注塑不够均匀,出现漏孔或缝隙等情况,以至于在后期使用过程中会出现蓄电池漏液等危险问题。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的是提供一种汽车电池仓模具结构,结构简单、简便易用,可实现自动取件同时产品尺寸精度高、合格率高,便于实现自动化生产。
6.为了实现上述目的,本实用新型是通过如下的技术方案来实现:
7.一种汽车电池仓模具结构,包括底板,底板顶部的两端通过模脚支撑下模,模脚之间设有顶针底板,顶针面板与顶针底板固定贴合,顶针面板上固定多个顶杆以允许穿过下模,下模和顶针面板之间设有多组复位机构,上模底部设有模腔并通过导向机构连接下模,上模和下模内部设有多个加热单元。
8.如上所述的一种汽车电池仓模具结构,所述复位机构设于所述顶针面板的四角处,复位机构包括复位杆和弹簧,复位杆竖直固定于所述顶针面板上,弹簧套设于复位杆周侧。
9.如上所述的一种汽车电池仓模具结构,所述弹簧一端抵接所述顶针面板,另一端抵接所述下模,所述下模上设有通孔以允许所述复位杆穿过。
10.如上所述的一种汽车电池仓模具结构,所述底板上均匀设置多个支撑柱,支撑柱一端固定在所述底板上,另一端贯穿所述顶针底板和所述顶针面板后抵接所述下模。
11.如上所述的一种汽车电池仓模具结构,所述顶针底板的底部均匀设置多个垃圾钉。
12.如上所述的一种汽车电池仓模具结构,所述底板上设置多个底板孔以实现所述顶针底板和所述顶针面板的纵向运动。
13.如上所述的一种汽车电池仓模具结构,所述导向机构设于所述下模顶部四角处,其包括导柱,导柱一端贯穿下模后固定在所述模脚顶部,另一端贯穿所述上模。
14.如上所述的一种汽车电池仓模具结构,所述导柱和所述下模之间设有导套,所述
加热单元为加热管,所述下模内的加热管靠近下模上表面设置,所述上模内的加热管设于所述模腔周侧。
15.如上所述的一种汽车电池仓模具结构,所述底板宽度方向两侧设置第一吊环孔。
16.如上所述的一种汽车电池仓模具结构,所述顶针面板宽度方向两侧设置第二吊环孔,所述顶针底板宽度方向两侧设置第三吊环孔。
17.上述本实用新型的有益效果如下:
18.本实用新型通过上模底部设有模腔并通过导向机构连接下模,上模和下模内部设有加热单元以对模腔内的材料进行加热,通过压力机带动上模下行进行加压,实现汽车电池仓的模压过程,解决了在注塑的过程中出现注塑不够均匀,出现漏孔或缝隙的问题。
19.支撑柱的设置,能够保证顶针底板和顶针面板顺利的沿着支撑座做纵向的运动,从而通过顶杆实现对加工后的产品取件过程,导柱和导套能够用来引导模具中上模的行程,保证其加压过程和上行过程的稳定。
20.复位机构的设置,实现了顶针底板和顶针面板的自动复位,同时垃圾钉可以杜绝因垃圾及灰尘落在顶针底板和底板上而造成合模不到位的情况。
附图说明
21.构成本实用新型的一部分的说明书附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
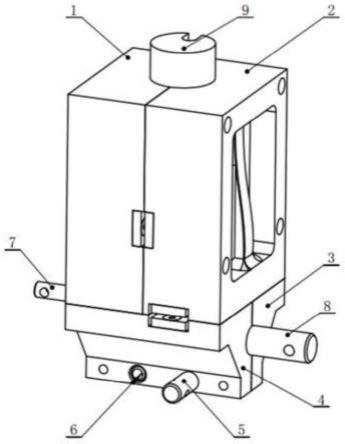
22.图1是本实用新型实施例中一种汽车电池仓模具结构的轴测示意图。
23.图2是本实用新型实施例中一种汽车电池仓模具结构的主视图。
24.图3是本实用新型实施例中一种汽车电池仓模具结构的局部示意图。
25.图4是本实用新型实施例中顶针面板的俯视图。
26.图5是本实用新型实施例中顶针底板的俯视图。
27.图6是本实用新型实施例中底板的俯视图。
28.图中:为显示各部位位置而夸大了互相间间距或尺寸,示意图仅作示意。
29.其中:1.底板,2.模脚,3.顶针底板,4.顶针面板,5.顶杆,6.复位杆,7.弹簧,8.支撑柱,9.下模,10.导柱,11.导套,12.上模,13.加热管,14.第一固定件,15.第二固定件,16.第三固定件,17.第四固定件,18.第一吊环孔,19.第三吊环孔,20.第二吊环孔,21.底板孔,22.垃圾钉。
具体实施方式
30.应该指出,以下详细说明都是例示性的,旨在对本实用新型提供进一步的说明。除非另有指明,本实用新型使用的所有技术和科学术语具有与本实用新型所属技术领域的普通技术人员通常理解的相同含义。
31.正如背景技术所介绍的,现有技术中产品取件不便、模具采用注塑的方式,在注塑时通过单通道进行注入,以至于在注塑的过程中出现注塑不够均匀,出现漏孔或缝隙的问题,为了解决如上的技术问题,本实用新型提出了一种汽车电池仓模具结构。
32.实施例一
33.本实用新型的一种典型的实施方式中,参考图1-图6所示,一种汽车电池仓模具结构,包括横向设置的底板,底板位于最下方,底板顶部长度方向的两端纵向固定有模脚,其中第三固定件16从底板的底部穿过并对模脚进行固定,第三固定件16采用螺钉。
34.两个模脚2的顶部支撑横向设置的下模9,下模9的面积与底板1的面积相同,并且通过第一固定件14,同时从底板的底部穿过底板和模脚2后对下模固定,第一固定件14同样采用螺钉,该螺钉的长度保证能够穿过底板和模脚后固定在下模内部即可,其中模脚2可以采用方铁。
35.两个模脚之间设有顶针底板3和顶针面板4,顶针底板3和顶针面板4都为矩形,其中顶针底板位于顶针面板的下方,二者紧密贴合,同时利用第二固定件从顶针底板底部穿过顶针底板后固定顶针面板,第二固定件15采用螺钉。
36.如图2所示,顶针底板和顶针面板二者能够作为一个整体在两个模脚2内做纵向运动,位于上方的顶针面板上纵向固定有多个顶杆5,顶杆5用于穿过下模以将下模上方的产品顶出,实现对工件的取出,无需人工取件。
37.可以理解的是,顶杆5分布在顶针面板4的靠近边缘处,其穿过下模9后,能够抵接产品的边缘,从而将产品顶出,下模9对应顶杆设置多个通孔,以允许顶杆5穿过。
38.如图2所示,上模12设置在下模9的正上方,上模的底部设有模腔并通过导向机构连接下模,上模12通过沿着导向机构滑动,导向机构用来引导模具行程,实现上模12与下模9紧密贴合,对下模9上的热塑性复合材料预浸料进行挤压,完成一次加工。
39.如图1和图2所示,导向机构设于下模9顶部四角处,其包括导柱10,导柱的下端贯穿下模后固定在模脚顶部,顶部贯穿上模,能够保证上模实现竖直运动,提高产品的合格率。导柱和所述下模之间设有导套11,对于导柱的固定,可以在下模的侧面设置螺钉以对导柱下端固定。
40.在另一实施例中,也可以采用第一固定件14穿过底板、模脚、下模后,最终连接导柱下端。
41.如图1所示,由于本实施例属于模压模具,因此上模和下模内部设有加热单元,加热单元为加热管13,为了保证模腔内受热的稳定性,下模9内的加热管13靠近下模上表面设置,上模12内的加热管13设于模腔周侧,加热管通过电线与电源连接,实现对模腔内材料的加热。加热管每隔100mm均匀布置于下模9和上模12内部的孔中,发热管13的功率为3000w。
42.如图6所示,为了实现顶针面板4上的顶杆5将下模9上的产品顶出,在底板上设置多个底板孔21以实现顶针底板和顶针面板的纵向运动,底板孔21为底板上设置的多个通孔,底板孔设置在底部中心附近,围绕底板中心呈对称分布,通过利用机器从底板底部的底板孔21处推动顶针底板3,顶针底板3带动顶针面板4,实现顶杆5的纵向运动,完成对下模上的产品取件过程。
43.为了实现顶针底板3和顶针面板4取件后更好的复位,下模9和顶针面板之间设有四组复位机构,复位机构设于顶针面板的四角处,其中复位机构包括复位杆6和弹簧7,复位杆6竖直固定于顶针面板上,弹簧7套设于复位杆外侧,弹簧7一端抵接顶针面板,另一端抵接下模,下模上设有通孔以允许所述复位杆6穿过。当顶针面板向上移动时,复位杆6和顶杆一同穿过下模,而弹簧7被压缩,当取件完成后,顶针底板3下方由机器提供的支撑力消失,弹簧7释放弹性势能,实现顶针底板3和顶针面板4的复位。
44.进一步的,为了保证顶针面板4运动过程的稳定性,在底板上均匀设置多个支撑柱8,支撑柱8一端固定在底板上,并利用第四固定件17从底板底部穿过对支撑柱8固定,第四固定件17为螺钉,支撑柱8的另一端贯穿顶针底板和顶针面板后抵接下模。
45.或者,在另一实施例中,下模9底部对应设置容纳支撑柱顶部的凹槽,以对支撑柱的位置做出更好的固定。
46.为了防止因垃圾及灰尘落在顶针底板3和底板1上而造成合模不到位的情况,在顶针底板的底部均匀设置多个垃圾钉22,从而使得顶针底板3和底板1之间有间隙,保证产品加工的合格率。
47.如图4-图6所示,在底板1宽度方向两侧设置第一吊环孔18,顶针面板4宽度方向两侧设置第二吊环孔20,顶针底板宽度方向两侧设置第三吊环孔19,以便于将模具吊起,吊环孔的深度不宜过长,只要能够方便对模具吊起即可。
48.本实施例所设计的模压模具的模腔可以根据不同电池仓模型进行更改,所以其具有通用性,对比其他加工复合材料的成型模具以及注塑模具,其模具结构相对简单、成本较低、生产效率高、产品尺寸精度高、可自动出件、便于实现自动化生产。
49.具体的工作过程:
50.在进行生产时,首先将裁剪后的热塑性复合材料预浸料放入下模的顶部,启动上模12和下模9内的加热管13进行加热,压力机带动上模12下行进行加压,通过导柱10和导套11用来引导模具行程,完成合模,接触材料的柔韧性和弹性实现将热塑性复合材料预浸料容纳在模腔中,加热加压后等待一段时间完成加工。
51.接下来上模12上行,冷却一段时间后,机器通过底板孔21从而推动顶针面板4和顶针底板3运动,推动顶杆5顶出产品;顶件完成后,通过复位杆6和弹簧7对顶针面板4和顶针底板3进行复位,这样就进行了一次完整的加工,实现了自动取件,不需要人工将工件取出,提升了生产效率,也避免了时间的浪费和工人的受伤。工件取出后,由于工件周侧存在废料和瑕疵,对工件进行打磨,从而得到合格的产品。
52.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。