1.本公开涉及含钨的线。本技术要求基于2020年1月30日提出的日本专利申请即日本特愿2020-013619号的优先权。通过参照将该日本专利申请中所记载的全部记载内容援引在本说明书中。
背景技术:
2.以往,含钨的线例如公开在日本特开2018-1434号公报(专利文献1)中。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2018-1434号公报
技术实现要素:
6.本公开中的含钨的线含有50ppm以上150ppm以下的选自由钾、铈、镧以及硅组成的组中的至少一种,钨的含有率为99.92质量%以上,线径为5μm以上22μm以下,表面粗糙度ra为0.5μm以下。
附图说明
7.[图1]图1是用于说明测定位置的线10的透视图。
具体实施方式
[0008]
[本公开所要解决的课题]
[0009]
以往的含钨的线存在拉伸强度小的问题。
[0010]
[本公开的实施方式的说明]
[0011]
首先,列举本公开的实施方式并进行说明。
[0012]
以往,当使用纯钨的极细线来制造网(mesh)时,制网时存在经常发生断线的技术问题。据认为,其原因是:若是纯钨且表面粗糙度ra为0.1μm以上,则线(wire)强度低且摩擦大,因此在制网时经常发生断线。
[0013]
与此相对,本公开的含钨的线含有50ppm以上150ppm以下的选自由钾(k)、铈(ce)、镧(la)以及硅(si)组成的组中的至少一种,钨的含有率为99.92质量%以上,线径为5μm以上22μm以下,表面粗糙度ra为0.5μm以下。
[0014]
[组成]
[0015]
在含钨的线的组成中,第一添加物(选自k、ce、la、si中的至少1种)以质量比计为50ppm以上150ppm以下。在本说明书中,“ppm”是指质量比中的ppm。
[0016]
第一添加物的含有率优选为60ppm以上125ppm以下。更优选为70ppm以上100ppm以下。通过设在该范围内,即使表面粗糙度ra为0.1μm以上,也成为非常高的强度。
[0017]
当第一添加物的含有率小于50ppm时,拉伸强度降低。当第一添加物的含有率为
150ppm以上时,因纯度降低而断线的可能性变高。第一添加物使含钨的线的强度增加。
[0018]
第二添加物(mo、re、zr)的含有率优选为0ppm以上100ppm。只要第二添加物是少量,则难以对含钨的线产生不良影响。也可以不含有第二添加物。
[0019]
不可避免的杂质元素的含有率为10ppm以上550ppm以下。杂质元素的含有率理论上优选为0ppm以上。然而,杂质的含有率小于10ppm在生产技术上是困难的。因此,杂质的含量优选为10ppm以上。当杂质元素的含有率大于550ppm时,断线的可能性变高。杂质元素的含有率优选为250ppm以下、进一步优选为100ppm以下。
[0020]
含钨的线可以含有第一添加物、第二添加物、以及不可避免的杂质,余量为钨。
[0021]
关于组成的测定方法,对于第一和第二添加物,通过利用icp法,使用icps-8100型(岛津制作所制)测定最终产品的烧结体的w合金中的k、ce、la、si、mo、re、zr。
[0022]
不可避免的杂质为al、ca、cr、cu、fe、mg、mn、ni、pb、sn、na、o、c、n。利用icp法,使用icps-8100型(岛津制作所制)测定al、ca、cr、cu、fe、mg、mn、ni、pb、sn、na。n、o通过利用惰性气体熔解/红外线吸收法和热导率法,使用on386(leco公司)进行测定。
[0023]
c通过利用红外线吸收法,使用wc230(leco公司)进行测定。
[0024]
钨的含有率基于钨材料的分析方法(jis h1403 2011)而得到,是从整体中除去al、ca、cr、cu、fe、mg、mn、ni、pb、sn、na、o、c、n(将这些称为杂质)以及第一和第二添加物的值而得的值。
[0025]
钨的含有率优选为99.92质量%以上。钨的含有率更优选为99.95质量%以上。钨的含有率进一步优选为99.98质量%以上。
[0026]
[表面粗糙度]
[0027]
线的表面粗糙度ra为0.5μm以下。表面粗糙度ra优选大于0.05μm。进一步优选大于0.1μm。从防止在使用含钨的线时断线等的观点来看,ra越小越好,但是将表面粗糙度ra设为0.1μm以下是高成本的。当大于0.5μm时,断线显著发生,是不实用的。
[0028]
关于线的表面粗糙度的测定方法,使用测定装置(keyence制造的激光显微镜),如图1所示,在线10的前端11、中央12、后端13这3点处测定测定位置(线端部)的ra并进行平均。需要说明的是,测定装置的设定参数设定为:测定长度:7μm(线径φ8μm的情况)、截止(cutoff)值:1.5(线径φ8μm的情况)。对每个线径进行了优化截止值的球面修正。如果线径φ为5μm,则将截止值设为1.0。如果线径φ为12μm,则将截止值设为2.4。如果线径φ为22μm,则将截止值设为4.4。
[0029]
[线径]
[0030]
线径为5μm以上22μm以下。通过将线径设为22μm以下,可以用于不锈钢线的强度无法承受的用途。将线径设为小于5μm在目前的技术水平下是困难的。
[0031]
关于线径的测定方法,使用测定装置(微电子天平),对测定位置(线端部)的直径进行3点测定并进行平均。
[0032]
[拉伸强度]
[0033]
拉伸强度优选为4000n/mm2以上4500n/mm2以下。
[0034]
通过将拉伸强度设为4000n/mm2以上,可以满足高强度。拉伸强度期望越大越好,但是在4500n/mm2以上时难以制造。
[0035]
关于拉伸强度的测定,从测定位置(线端部)的部分切出3个长度为250mm左右的拉
伸试验片,使用测定装置(拉伸试验器)测定它们的拉伸强度并进行平均。需要说明的是,将测定装置的设定参数设定为:标点间距离为200mm、测定速度为50mm/分钟。
[0036]
本公开的含钨的线可以用于灯用灯丝、线放电加工用切割线、丝网印刷用网等。
[0037]
[本公开的实施方式的详细说明]
[0038]
(实施例)
[0039]
在实施例中,制造含钨的线并进行评价。
[0040]
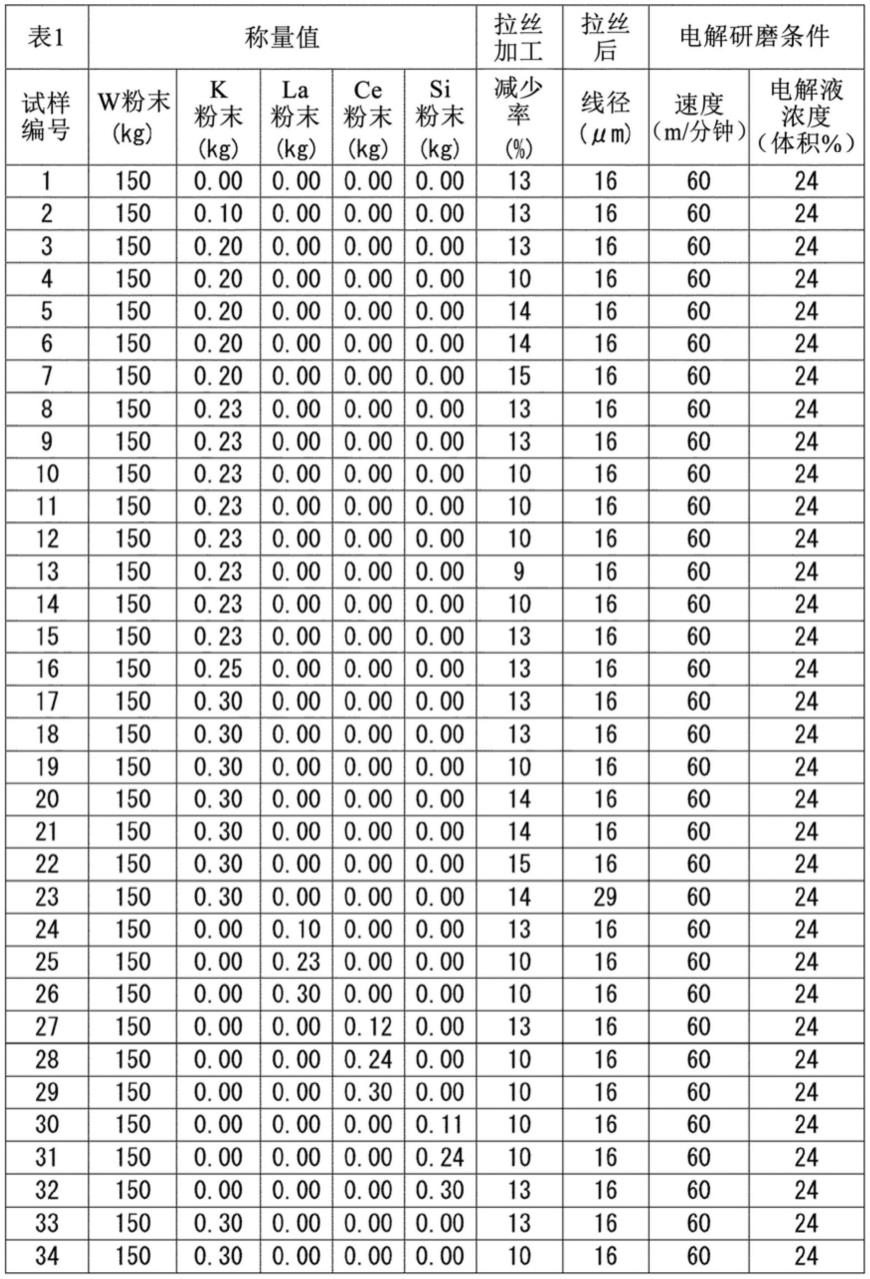
[表1]
[0041][0042]
[表2]
[0043][0044]
[表3]
[0045][0046]
钨合金线的制造(以下表示试样编号10的制造方法。其他试样的制造条件参照表1至表3)
[0047]
1.称量
·
混合
[0048]
称量150kg的钨粉末(w粉末)(平均粒径4μm)、230g的氯化钾粉末(k粉末)。将称量粉末投入到混合器中,在大气气氛下,混合120分钟。各试样编号的称量值如表1至表3所示。试样编号24至32中的la、ce、si由la2o3(氧化镧)、ceo2(氧化铈)、sio2(氧化硅)供给。
[0049]
2.压制
[0050]
使用680吨(6.7
×
106n)压力机,投入2.5kg的混合粉末,并且以140kg/cm2的压力制作压制体。压制体尺寸为15
×
17
×
900mm。
[0051]
3.烧结
[0052]
通过使用将直流电通过压制体(压粉体)而进行烧结的直接烧结炉,在电流值1800a、氢气气氛、1分钟的条件下进行烧结。由此得到了烧结体。
[0053]
4.型锻(swage)
[0054]
使用型锻装置,一边采用燃烧器加热烧结体,一边进行型锻加工,直至成为φ3.7mm。途中,在热处理炉中,在氢气气氛下进行退火。由此得到了线状体。
[0055]
5.拉丝加工
[0056]
使用拉丝机,一边用燃烧器加热线状体,一边将每一次拉模的线径的减少率(reduction)((加工前的线径-加工后的线径)/加工前的线径)设为10%,进行拉丝加工,直至线径d成为16μm。由此得到了含钨的线。各试样编号的减少率和拉丝后的线径如表1至表3所示。
[0057]
6.电解研磨
[0058]
使用电解装置,在加工条件(速度60m/分钟、电解液(苛性钾)的浓度为24体积%)下进行电解研磨。一边观察线径,一边以恒定速度调整电压。各试样编号的称量值的速度和电解液浓度如表1至表3所示。
[0059]
7.钨合金线的评价
[0060]
通过上述的[组成]、[表面粗糙度]、[线径]、[拉伸强度]的项所记载的方法进行各试样编号的拉伸强度的评价。这些结果如表4至表6所示。
[0061]
[表4]
[0062][0063]
[表5]
[0064][0065]
[表6]
[0066][0067]
从表4至表6可知,当钾小于50ppm和超过150ppm时,拉伸强度的值劣化,因此钾的含有率需要为50ppm以上150ppm以下。
[0068]
如果钾的含有率为60ppm以上125ppm以下,则在拉伸强度方面得到了特别优异的值。
[0069]
如果钾的含有率为70ppm以上100ppm以下,则在拉伸强度方面得到了最优异的值。
[0070]
应该认为本次公开的实施方式和实施例在所有方面都是示例性的,而不是限制性的。本发明的范围由权利要求书表示,而不是由上述说明表示,并且意图包括与权利要求书等同的含义和范围内的所有变化。
[0071]
符号的说明
[0072]
10线、11前端、12中央、13后端。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
