1.本发明涉及铜棒生产技术领域,特别的涉及一种适用范围广的紫铜棒生产用外表面抛光设备。
背景技术:
2.铜棒是有色金属加工棒材的一种,铜棒的导电性能高且适用广泛,主要分为黄铜棒和紫铜棒,紫铜棒含有较高的铜含量,紫铜棒为了保持铜棒外表面的光滑度和色泽度,需要对铜棒进行抛光处理,现有的表面抛光设备调节性能较差,一般只能对同一规格进行打磨,影响装置的适用范围,同时固定安装的表面抛光设备不具备伸缩性,影响打磨的效果。
技术实现要素:
3.本发明的目的就在于为了解决上述问题而提供一种适用范围广的紫铜棒生产用外表面抛光设备,改善了调节性能差且不具备伸缩性,使得装置的适用范围小和打磨效果不好的问题。
4.本发明通过以下技术方案来实现上述目的,一种适用范围广的紫铜棒生产用外表面抛光设备,包括底板,所述底板的顶端设置有传输机构,所述底板的顶端中部设置有调节打磨机构,所述底板的顶端设置有位于调节打磨机构下方的灰尘处理机构;所述调节打磨机构包括转动连接于底板顶端的圆环,所述圆环之间内壁设置有两组打磨组件,每组所述打磨组件的数量为三个,所述打磨组件表面设置有调节组件,所述调节组件贯穿出圆环,所述圆环和传输机构之间设置有联动组件。
5.优选的,所述打磨组件包括固定连接于圆环内壁的储气框,所述储气框的内壁一端固定连接有弹簧,所述弹簧的另一端固定连接有活塞板,所述活塞板的另一侧固定连接有圆杆,所述圆杆的另一端贯穿出储气框并固定连接有打磨块,所述圆环的外壁固定连接有气环,所述气环的表面设置有进气管,所述气环和储气框之间设置有输气管。
6.优选的,所述打磨块的一侧固定连接有引导块,所述引导块的一侧设置有弧面。
7.优选的,所述调节组件包括螺纹管和l形连杆,所述螺纹管转动连接于圆环的外壁,所述螺纹管的一端固定连接有操作环,所述螺纹管的另一端贯穿圆环并螺纹连接有丝杆,所述丝杆的另一端固定连接有限位板,所述l形连杆的一端贯穿限位板并与打磨块固定连接。
8.优选的,所述限位板的一侧固定连接有标尺,所述标尺的另一端贯穿出圆环。
9.优选的,所述联动组件包括转动连接于底板顶端的转动杆,所述转动杆的一端固定连接有驱动齿轮,所述圆环的表面固定连接有与驱动齿轮啮合的齿圈,所述转动杆的另一端固定连接有第一锥形齿轮。
10.优选的,所述传输机构包括多个固定连接于底板顶端的气缸,所述气缸的顶端固定连接有u形框,所述u形框的内壁转动连接有均匀分布的输送辊,所述输送辊的一端贯穿出u形框并固定连接有第一皮带轮,多个所述第一皮带轮的表面传动连接有工业皮带,其中
一个所述u形框的背面固定连接有电机,所述电机的输出轴和其中一个所述第一皮带轮的背面均固定连接有第二皮带轮,两个所述第二皮带轮之间传动连接有同步皮带,其中一个所述输送辊的正面贯穿出u形框并固定连接有第二锥形齿轮,所述第二锥形齿轮和第一锥形齿轮啮合连接,所述u形框的顶端设置有引导组件。
11.优选的,所述引导组件包括转动连接于u形框顶端的调节杆,所述调节杆的表面螺纹连接有连接板,所述连接板的底端固定连接有竖板,所述竖板的一端倾斜设置有引导板,两个所述引导板的相对侧均固定连接有连接杆,所述连接杆的另一端贯穿出u形框。
12.优选的,两个所述竖板的相对侧均开设有安装槽,所述安装槽的内壁转动连接有均匀分布的圆辊。
13.优选的,所述灰尘处理机构包括固定连接于底板顶端中部的收集框,所述收集框设置于圆环的下方,所述收集框的顶端设置有放置框,所述放置框的底端延伸至收集框内,所述放置框的内底壁设置有活性炭板,所述收集框的顶端嵌入设置有排风扇。
14.本发明的有益效果是:
15.1、通过设置调节打磨机构,利用操作环旋转螺纹管,使得丝杆带动限位板向圆环的中心处移动,从而实现对打磨组件的最终位置进行调节,标尺会跟随限位板同步移动,标尺可以为调节位置提供参考,同时增加对限位板进行限位,避免限位板受丝杆的影响发生旋转,同时可以利用进气管对储气框中的气压进行调节,使得气体依次从进气管、气环、输气管后进入至储气框中,和储气框中的弹簧相互集合,实现对打磨块弹力系数的调节,当装置运行时,传输机构会带动第二锥形齿轮进行旋转,第二锥形齿轮带动第一锥形齿轮同步旋转,同时第二锥形齿轮的直径大于第一锥形齿轮的直径,使得第二锥形齿轮在旋转一圈时会带动第一锥形齿轮旋转多圈,从而为调节打磨机构的打磨作业提供必需的转速,同时周长比可以根据实际情况进行选择,第一锥形齿轮带动转动杆发生旋转,转动杆带动驱动齿轮旋转,在齿圈的作用下,圆环同步旋转,储气框和打磨块跟随圆环旋转,对紫铜棒进行打磨作业,当遇到紫铜棒表面不规则时,打磨块会向储气框中移动,弹簧和储气框中的气体会被挤压,引导块使得紫铜棒能够更好的和打磨块相接触,调节打磨机构中调节组件能够对打磨组件中最终打磨位置进行限定,避免出现打磨过度的情况出现,同时能够调节打磨组件的范围,从而实现对不同规格的紫铜棒进行打磨,提高装置的适用范围,同时打磨组件具备一定的伸缩性,在遇到紫铜棒表面不规则时,能够进行自动调节,避免因表面不规则时导致紫铜棒出现打磨过度的情况,提高对紫铜棒的打磨效果,且打磨组件中的内部压力可调,能够根据具体情况进行调节,提高打磨效果,其中的联动组件能够利用传输机构为驱动力,节省设置调节打磨机构的驱动源,使得装置更加节能环保,同时实现传输机构和调节打磨机构的同步运行,使其达到运行的一致性,打磨的效果更好;
16.2、通过设置传输机构,根据紫铜棒的规格启动气缸,先调节引导组件,旋转调节杆,两个连接板内部的螺纹方向相反,两个连接板会同时向内移动,连接杆对引导板进行限位,竖板和引导板会跟随连接板同步移动,再利用气缸调节u形框的高度,将紫铜棒放置在u形框中,紫铜棒的底端会与输送辊的上表面接触,启动电机,在两个第二皮带轮和同步皮带的作用下,会带动其中一个第一皮带轮旋转,在工业皮带的作用下,多个第一皮带轮同步旋转,工业皮带选用内壁有齿的类型,从而增加工业皮带和第一皮带轮之间的摩擦力,避免第一皮带轮出现打滑的情况,第一皮带轮带动输送辊旋转,从而带动紫铜棒的输送,在引导板
的引导作用下,紫铜棒会向输送辊的中间靠拢,在竖板的作用下,完成最终居中定位,同时紫铜棒在输送时,圆辊在安装槽中旋转,从而降低紫铜棒和竖板之间的摩擦力,传输机构能够对紫铜棒打磨的全程进行输送,紫铜棒在打磨前和打磨后均能有效引导,同时引导组件能够对紫铜棒进行居中引导,使得紫铜棒始终处于中心位置,不会在打磨时出现偏移,提高打磨的效果,同时引导的同时能够保持紫铜棒的正常传输,降低摩擦力对紫铜棒输送的影响。
附图说明
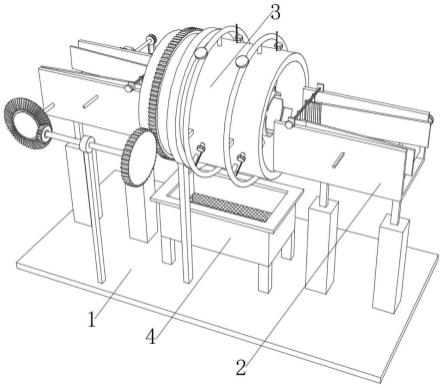
17.图1为本发明的整体结构示意图;
18.图2为本发明调节打磨机构的结构示意图;
19.图3为本发明打磨组件的结构示意图;
20.图4为本发明调节组件的结构示意图;
21.图5为本发明传输机构的结构示意图;
22.图6为本发明引导组件的结构示意图;
23.图7为图6中a处的放大图;
24.图8为本发明灰尘处理机构的结构示意图。
25.图中:1、底板;2、传输机构;201、气缸;202、u形框;203、输送辊;204、第一皮带轮;205、工业皮带;206、电机;207、第二皮带轮;208、同步皮带;209、引导组件;2091、调节杆;2092、连接板;2093、竖板;2094、引导板;2095、连接杆;2096、安装槽;2097、圆辊;3、调节打磨机构;301、圆环;302、打磨组件;3021、储气框;3022、弹簧;3023、活塞板;3024、圆杆;3025、打磨块;3026、气环;3027、输气管;3028、引导块;3029、进气管;303、调节组件;3031、螺纹管;3032、操作环;3033、丝杆;3034、限位板;3035、l形连杆;3036、标尺;304、联动组件;3041、齿圈;3042、转动杆;3043、驱动齿轮;3044、第一锥形齿轮;3045、第二锥形齿轮;4、灰尘处理机构;401、收集框;402、放置框;403、活性炭板;404、排风扇。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.具体实施时:如图1-8所示,一种适用范围广的紫铜棒生产用外表面抛光设备,包括底板1,底板1的顶端设置有传输机构2,底板1的顶端中部设置有调节打磨机构3,底板1的顶端设置有位于调节打磨机构3下方的灰尘处理机构4;调节打磨机构3包括转动连接于底板1顶端的圆环301,圆环301之间内壁设置有两组打磨组件302,每组打磨组件302的数量为三个,打磨组件302表面设置有调节组件303,调节组件303贯穿出圆环301,圆环301和传输机构2之间设置有联动组件304,根据紫铜棒的规格对调节打磨机构3进行调节,利用调节组件303调节打磨组件302,对打磨组件302的最终位置进行限定,调节好以后,将紫铜棒放置在传输机构2上,对紫铜棒进行输送,同时在联动组件304的作用下,圆环301会跟随传输机构2同步运行,在紫铜棒在运输中的过程中会贯穿调节打磨机构3,进行对紫铜棒的表面打
磨作业,同时打磨过程产生的灰尘会进入至灰尘处理机构4中,降低操作现场的烟尘,该装置中调节打磨机构3中调节组件303能够对打磨组件302中最终打磨位置进行限定,避免出现打磨过度的情况出现,同时能够调节打磨组件302的范围,从而实现对不同规格的紫铜棒进行打磨,提高装置的适用范围,同时打磨组件302具备一定的伸缩性,在遇到紫铜棒表面不规则时,能够进行自动调节,避免因表面不规则时导致紫铜棒出现打磨过度的情况,提高对紫铜棒的打磨效果,且打磨组件302中的内部压力可调,能够根据具体情况进行调节,提高打磨效果,其中的联动组件304能够利用传输机构2为驱动力,节省设置调节打磨机构3的驱动源,使得装置更加节能环保,同时实现传输机构2和调节打磨机构3的同步运行,使其达到运行的一致性,打磨的效果更好,传输机构2能够对紫铜棒打磨的全程进行输送,紫铜棒在打磨前和打磨后均能有效引导,同时引导组件209能够对紫铜棒进行居中引导,使得紫铜棒始终处于中心位置,不会在打磨时出现偏移,提高打磨的效果,同时引导的同时能够保持紫铜棒的正常传输,降低摩擦力对紫铜棒输送的影响,灰尘处理机构4能够形成一个风道,完成对空气流动方向的引导,使得打磨过程中产生的烟尘和灰尘进行引导,使其进入至灰尘处理机构4内,降低现场的灰尘和烟尘,优化现场环境,对操作人员起到有效的保护作用。
28.如图1、图2、图3和图4所示,打磨组件302包括固定连接于圆环301内壁的储气框3021,储气框3021的内壁一端固定连接有弹簧3022,弹簧3022的另一端固定连接有活塞板3023,活塞板3023的另一侧固定连接有圆杆3024,圆杆3024的另一端贯穿出储气框3021并固定连接有打磨块3025,圆环301的外壁固定连接有气环3026,气环3026的表面设置有进气管3029,气环3026和储气框3021之间设置有输气管3027,打磨块3025的一侧固定连接有引导块3028,引导块3028的一侧设置有弧面,调节组件303包括螺纹管3031和l形连杆3035,螺纹管3031转动连接于圆环301的外壁,螺纹管3031的一端固定连接有操作环3032,螺纹管3031的另一端贯穿圆环301并螺纹连接有丝杆3033,丝杆3033的另一端固定连接有限位板3034,l形连杆3035的一端贯穿限位板3034并与打磨块3025固定连接,限位板3034的一侧固定连接有标尺3036,标尺3036的另一端贯穿出圆环301,联动组件304包括转动连接于底板1顶端的转动杆3042,转动杆3042的一端固定连接有驱动齿轮3043,圆环301的表面固定连接有与驱动齿轮3043啮合的齿圈3041,转动杆3042的另一端固定连接有第一锥形齿轮3044,利用操作环3032旋转螺纹管3031,使得丝杆3033带动限位板3034向圆环301的中心处移动,从而实现对打磨组件302的最终位置进行调节,标尺3036会跟随限位板3034同步移动,标尺3036可以为调节位置提供参考,同时增加对限位板3034进行限位,避免限位板3034受丝杆3033的影响发生旋转,同时可以利用进气管3029对储气框3021中的气压进行调节,使得气体依次从进气管3029、气环3026、输气管3027后进入至储气框3021中,和储气框3021中的弹簧3022相互集合,实现对打磨块3025弹力系数的调节,当装置运行时,传输机构2会带动第二锥形齿轮3045进行旋转,第二锥形齿轮3045带动第一锥形齿轮3044同步旋转,同时第二锥形齿轮3045的直径大于第一锥形齿轮3044的直径,使得第二锥形齿轮3045在旋转一圈时会带动第一锥形齿轮3044旋转多圈,从而为调节打磨机构3的打磨作业提供必需的转速,同时周长比可以根据实际情况进行选择,第一锥形齿轮3044带动转动杆3042发生旋转,转动杆3042带动驱动齿轮3043旋转,在齿圈3041的作用下,圆环301同步旋转,储气框3021和打磨块3025跟随圆环301旋转,对紫铜棒进行打磨作业,当遇到紫铜棒表面不规则时,打磨块3025会向储气框3021中移动,弹簧3022和储气框3021中的气体会被挤压,引导块3028使得
紫铜棒能够更好的和打磨块3025相接触,调节打磨机构3中调节组件303能够对打磨组件302中最终打磨位置进行限定,避免出现打磨过度的情况出现,同时能够调节打磨组件302的范围,从而实现对不同规格的紫铜棒进行打磨,提高装置的适用范围,同时打磨组件302具备一定的伸缩性,在遇到紫铜棒表面不规则时,能够进行自动调节,避免因表面不规则时导致紫铜棒出现打磨过度的情况,提高对紫铜棒的打磨效果,且打磨组件302中的内部压力可调,能够根据具体情况进行调节,提高打磨效果,其中的联动组件304能够利用传输机构2为驱动力,节省设置调节打磨机构3的驱动源,使得装置更加节能环保,同时实现传输机构2和调节打磨机构3的同步运行,使其达到运行的一致性,打磨的效果更好。
29.如图1、图5、图6和图7所示,传输机构2包括多个固定连接于底板1顶端的气缸201,气缸201的顶端固定连接有u形框202,u形框202的内壁转动连接有均匀分布的输送辊203,输送辊203的一端贯穿出u形框202并固定连接有第一皮带轮204,多个第一皮带轮204的表面传动连接有工业皮带205,其中一个u形框202的背面固定连接有电机206,电机206的输出轴和其中一个第一皮带轮204的背面均固定连接有第二皮带轮207,两个第二皮带轮207之间传动连接有同步皮带208,其中一个输送辊203的正面贯穿出u形框202并固定连接有第二锥形齿轮3045,第二锥形齿轮3045和第一锥形齿轮3044啮合连接,u形框202的顶端设置有引导组件209,引导组件209包括转动连接于u形框202顶端的调节杆2091,调节杆2091的表面螺纹连接有连接板2092,连接板2092的底端固定连接有竖板2093,竖板2093的一端倾斜设置有引导板2094,两个引导板2094的相对侧均固定连接有连接杆2095,连接杆2095的另一端贯穿出u形框202,两个竖板2093的相对侧均开设有安装槽2096,安装槽2096的内壁转动连接有均匀分布的圆辊2097,根据紫铜棒的规格启动气缸201,先调节引导组件209,旋转调节杆2091,两个连接板2092内部的螺纹方向相反,两个连接板2092会同时向内移动,连接杆2095对引导板2094进行限位,竖板2093和引导板2094会跟随连接板2092同步移动,再利用气缸201调节u形框202的高度,将紫铜棒放置在u形框202中,紫铜棒的底端会与输送辊203的上表面接触,启动电机206,在两个第二皮带轮207和同步皮带208的作用下,会带动其中一个第一皮带轮204旋转,在工业皮带205的作用下,多个第一皮带轮204同步旋转,工业皮带205选用内壁有齿的类型,从而增加工业皮带205和第一皮带轮204之间的摩擦力,避免第一皮带轮204出现打滑的情况,第一皮带轮204带动输送辊203旋转,从而带动紫铜棒的输送,在引导板2094的引导作用下,紫铜棒会向输送辊203的中间靠拢,在竖板2093的作用下,完成最终居中定位,同时紫铜棒在输送时,圆辊2097在安装槽2096中旋转,从而降低紫铜棒和竖板2093之间的摩擦力,传输机构2能够对紫铜棒打磨的全程进行输送,紫铜棒在打磨前和打磨后均能有效引导,同时引导组件209能够对紫铜棒进行居中引导,使得紫铜棒始终处于中心位置,不会在打磨时出现偏移,提高打磨的效果,同时引导的同时能够保持紫铜棒的正常传输,降低摩擦力对紫铜棒输送的影响。
30.如图1、图2和图8所示,灰尘处理机构4包括固定连接于底板1顶端中部的收集框401,收集框401设置于圆环301的下方,收集框401的顶端设置有放置框402,放置框402的底端延伸至收集框401内,放置框402的内底壁设置有活性炭板403,收集框401的顶端嵌入设置有排风扇404,在打磨时,启动排风扇404,使得外界的空气进入至放置框402中,空气、烟尘和灰尘的混合气体会贯穿活性炭板403,完成净化作业,灰尘处理机构4能够形成一个风道,完成对空气流动方向的引导,使得打磨过程中产生的烟尘和灰尘进行引导,使其进入至
灰尘处理机构4内,降低现场的灰尘和烟尘,优化现场环境,对操作人员起到有效的保护作用。
31.本发明在使用时,根据紫铜棒的规格对调节打磨机构3和传输机构2进行调节,利用操作环3032旋转螺纹管3031,使得丝杆3033带动限位板3034向圆环301的中心处移动,从而实现对打磨组件302的最终位置进行调节,标尺3036会跟随限位板3034同步移动,标尺3036可以为调节位置提供参考,同时增加对限位板3034进行限位,避免限位板3034受丝杆3033的影响发生旋转,同时可以利用进气管3029对储气框3021中的气压进行调节,使得气体依次从进气管3029、气环3026、输气管3027后进入至储气框3021中,和储气框3021中的弹簧3022相互集合,实现对打磨块3025弹力系数的调节,根据紫铜棒的规格启动气缸201,先调节引导组件209,旋转调节杆2091,两个连接板2092内部的螺纹方向相反,两个连接板2092会同时向内移动,连接杆2095对引导板2094进行限位,竖板2093和引导板2094会跟随连接板2092同步移动,再利用气缸201调节u形框202的高度,调节完成后,将紫铜棒放置在u形框202中,紫铜棒的底端会与输送辊203的上表面接触,启动电机206,在两个第二皮带轮207和同步皮带208的作用下,会带动其中一个第一皮带轮204旋转,在工业皮带205的作用下,多个第一皮带轮204同步旋转,工业皮带205选用内壁有齿的类型,从而增加工业皮带205和第一皮带轮204之间的摩擦力,避免第一皮带轮204出现打滑的情况,第一皮带轮204带动输送辊203旋转,从而带动紫铜棒的输送,在引导板2094的引导作用下,紫铜棒会向输送辊203的中间靠拢,在竖板2093的作用下,完成最终居中定位,同时紫铜棒在输送时,圆辊2097在安装槽2096中旋转,从而降低紫铜棒和竖板2093之间的摩擦力,同时其中一个输送辊203会带动第二锥形齿轮3045旋转,第二锥形齿轮3045带动第一锥形齿轮3044同步旋转,同时第二锥形齿轮3045的直径大于第一锥形齿轮3044的直径,使得第二锥形齿轮3045在旋转一圈时会带动第一锥形齿轮3044旋转多圈,从而为调节打磨机构3的打磨作业提供必需的转速,同时周长比可以根据实际情况进行选择,第一锥形齿轮3044带动转动杆3042发生旋转,转动杆3042带动驱动齿轮3043旋转,在齿圈3041的作用下,圆环301同步旋转,储气框3021和打磨块3025跟随圆环301旋转,对紫铜棒进行打磨作业,当遇到紫铜棒表面不规则时,打磨块3025会向储气框3021中移动,弹簧3022和储气框3021中的气体会被挤压,引导块3028使得紫铜棒能够更好的和打磨块3025相接触,完成对紫铜棒的打磨作业。
32.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
