一种股骨柄人体植入用
β
型钛合金棒材的生产方法
技术领域
1.本发明涉及钛合金棒材生产技术领域,具体涉及一种股骨柄人体植入用β型钛合金棒材的生产方法。
背景技术:
2.生物医用材料是新型高科技材料的一种,可以作为植入体应用于生物体内,从而替代病患组织,广泛用于制造各种医用植入体。而生物医用钛合金由于其优越的生物相容性、优良的机械性能以及接近人体皮质骨的低杨氏模量而具有广泛的医学应用。最近在生物医学钛合金方面的研究表明,新型β型钛合金具有更好的生物相容性和较低的应力屏蔽效应,因此被认为能够更有效地促进骨愈合和重塑。
3.ti-12mo-6zr-2fe(tmzf)合金是一种亚稳态β型钛合金,其具有强度高、弹性模量低、耐蚀性能和耐磨损性能优良,以及较好的生物相容性和不含有害元素,是一种理想的人造骨植入物生物材料,且已经得到临床医用方面的许可。目前,ti-12mo-6zr-2fe(tmzf)合金的传统制备过程中钼元素通常是以钼粉的方式加入,但是mo粉粒度小于0.6mm,且钼元素是高密度难熔金属,熔点为2617℃,而熔炼过程中熔池温度大约在1800℃左右,容易出现融化不均匀,出现夹杂现象。并且,现有的人体植入物股骨柄用材料为tc4,但是tc4钛合金的抗拉强度、弹性模量以及洛氏硬度等不能满足制备人体植入物股骨柄的要求。
技术实现要素:
4.有鉴于此,本发明提供了一种股骨柄人体植入用β型钛合金棒材的生产方法,该方法主要通过控制铸锭的化学成分,成分的科学合理的配比设计,改变中间合金钼元素的加入方式,解决了高钼元素颗粒夹杂和偏析问题,保证铸锭成分的均匀性,从锻造、轧制、热处理的加工工艺等方面进行控制,使得生产的钛合金棒材满足人体植入股骨柄用途要求。同时采用该方法制备的ti-12mo-6zr-2fe钛合金棒材制作成的股骨柄还具有较低的弹性模量、高强度、较高的断裂韧性、较好的耐磨性和优异的耐腐蚀性,是一种优异的髋关节假体系统中股骨柄的制造材料。
5.本发明提供了一种股骨柄人体植入用β型钛合金棒材的生产方法,包括如下步骤:
6.步骤s1,熔炼铸锭:合金成分配料,然后压制电极,经真空自耗电弧炉熔炼成φ500mm铸锭;所述铸锭按重量百分比计,包括如下成分:mo:10.7%-12.5%;zr:5.2%~6.8%;fe:1.7%~2.5%;al:≤0.05%;si:≤0.03%;o:0.16%~0.24%;c:≤0.02%;n:≤0.02%;h:≤0.02%;余量为ti;
7.步骤s2,开坯锻造:铸锭经超声探伤后,锯切帽底帽口进行锻造,铸锭经电炉加热至β相区,在1600吨压机进行一火次锻造成φ150mm的棒坯,再变形至所需方坯;
8.步骤s3,第一次热轧:将方坯进行锯切、修理表面缺陷处理,然后在940-960℃温度下热轧成φ55mm的棒坯;总变形量在85%-95%;
9.步骤s4,第二次热轧:对步骤s3所述棒坯进行锯切、修理表面缺陷处理,在900-930
℃温度下热轧成φ18.5mm的棒坯;总变形量在85%-95%,进一步的细化晶粒。
10.步骤s5,热拉:将步骤s4所述棒坯在相变点以上30-100℃的温度下加热,经多模拉至φ18.2mm的棒坯,道次变形率控制在5%-12%,获得稳定的尺寸,保证机加余量,同时提高成材率;
11.步骤s6,截料,固溶退火,磨光,获得用于制备股骨柄人体植入用的β型钛合金棒材。
12.优选地,步骤s1中所述ti元素以海绵钛为原料。
13.优选地,所述海绵钛为0级及以上海绵钛。
14.优选地,步骤s1中所述mo元素以ti-mo中间合金方式添加,不仅可以有效降低mo元素的熔点,还可以降低夹杂及偏析的风险。
15.优选地,步骤s1中所述zr元素以海绵锆方式添加。
16.优选地,步骤s1中所述fe元素以ti-fe中间合金的方式添加。
17.优选地,步骤s2中所述锻造开坯的温度1150℃,在此温度下能够将原始的β晶粒充分破碎。
18.优选地,步骤s6中所述固溶退火采用大气炉温度732~802℃之间持续30-60min,获得稳定的组织和性能。
19.与现有技术相比,本发明具有以下有益效果:本发明将mo元素以ti-mo中间合金方式添加,降低了mo元素的熔点,同时降低了夹杂及偏析的风险,通过三次熔炼的方法,保证合金元素的均匀性,使得制备的钛合金棒材具有更高的强度,更好的生物相容性,耐磨性,同时也更接近人体骨骼的弹性模量。本发明制备的β型钛合金棒材的抗拉强度为1030~1070mpa,弹性模量在88gpa,其洛氏硬度hrc在30左右,并且具有更高的强度,更好的生物相容性,耐磨性,且更接近人体骨骼的弹性模量。
具体实施方式
20.为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行清楚、完整的描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施例,都属于本发明所保护的范围。
21.下述实施例中所述试验方法或测试方法,如无特殊说明,均为常规方法;所述原料和助剂,如无特殊说明,均从常规商业途径获得,或以常规方法制备。
22.实施例1
23.用“0级”海绵钛为原料,以ti-mo、ti-fe中间合金、海绵锆作为主要添加元素,设计合金成分、配料,压制电极,经真空自耗电弧炉三次熔炼成φ500mm铸锭。
24.所述铸锭按重量百分比计包括如下成分:
25.mo:10.7%-12.5%;zr:5.2%~6.8%;fe:1.7%~2.5%;al:≤0.05%;si:≤0.03%;o:0.16%~0.24%;c:≤0.02%;n:≤0.02%;h:≤0.02%;余量为钛;
26.该合金成分符合astm f1813-13标准,成分均匀。
27.用金相法测铸锭(δ β/β)相变点为804℃,铸锭经过表面扒皮,锯切帽底帽口,电炉加热至β相区,在1600吨压机锻造一火次、修磨、锯切后,在电阻炉加热940-960℃,热轧至φ
55mm棒坯,锯切、修理表面缺陷,在电阻炉加热900-930℃,热轧至φ18.5mm棒坯,棒坯经电炉加热(相变点以上30-100℃),经多模拉至φ18.2mm,车光、截料,采用大气炉温度732~802℃之间持续30-60min的固溶退火方法,经磨光后成品φ17.2mm。
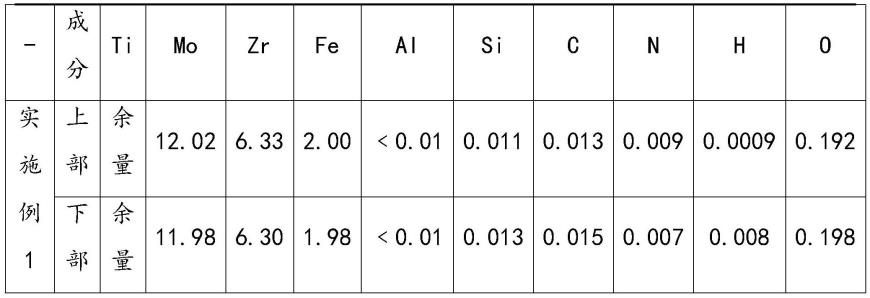
28.对实施例1铸锭的化学成分及成品棒材的各项性能进行检测,检测结果见表1、表2:
29.表1:铸锭化学成分(wt%)
[0030][0031]
表2:成品棒材力学性能
[0032][0033]
由表1和表2记载的数据可知,实施例1铸锭的化学指标符合要求,上、下部各个元素的偏差较小,成分均匀性好。
[0034]
所得产品的力学性能抗拉强度达1040mpa左右,性能稳定性良好,洛氏硬度hrc为35左右,弹性模量约88gpa。
[0035]
对比例1
[0036]
与实施例1的区别在于mo元素以mo粉的方式添加,其他条件不变。
[0037]
取对比例1铸锭的化学成分的各项性能进行检测,检测结果见表3:
[0038]
表3铸锭化学成分(wt%)
[0039][0040]
由表3记载的数据可知,对比例1铸锭的上、下部分的mo含量的偏差较大,而实施例1采用ti-mo中间合金的添加方式,铸锭的检测结果上、下部分的mo含量偏差较小。
[0041]
对比例2
[0042]
以国内常用人体植入物关节材料tc4钛合金作为对比例2,并对该合金的成品棒材进行性能检测,结果如表4:
[0043]
表4:成品棒材力学性能
[0044][0045]
tmzrf棒材抗拉强度在1030~1070mpa,具有更高的强度,弹性模量在88gpa,其洛氏硬度hrc在30左右,具有更好的生物相容性,耐磨性,更接近人体骨骼的弹性模量。
[0046]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。