1.本实用新型涉及压接套管技术领域,具体涉及一种压接套管生产线。
背景技术:
2.压接套管是绝缘电力线路上不可缺少的一个连接件,一般用于对线路连接处进行绝缘,现有技术中,压接套管大都需要工人通过手动卷纸将绝缘纸旋成套管,并对完成的套管一端通过超声波韩焊接机进行焊接,提高了工人的劳动强度,降低了生产效率且工人在将绝缘纸旋成套管后,要对绝缘纸进行裁剪,裁剪边缘不整齐且每个套管所用绝缘纸长度不同,影响产品质量。因此本实用新型提出了一种压接套管生产线。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中,压接套管大都需要工人通过手动旋纸将绝缘纸旋成套管,并对完成的套管进行焊接,同时还需要进行裁剪切割,提高工人劳动强度,降低生产效率以及影响产品质量的问题。
4.为了达到上述目的,本实用新型提出了一种压接套管生产线,包括底架,其特征还包括安装在底架上的超声波焊接机、安装在底架上与超声波焊接机配合的放料装置和输送装置;所述超声波焊接机、放料装置和输送装置均与底架电气连接;所述超声波焊接机包括通过焊接安装在底架上的超声波支架、安装在超声波支架上的焊接气缸、通过螺栓安装在焊接气缸输出轴上的超声波发生器、通过焊接安装在底架上的顶升架、安装在顶升架上的顶升气缸、通过螺栓安装在顶升气缸输出轴上的换向板、安装在换向板上的顶升台以及通过螺栓安装在超声波支架侧面的plc控制器;所述放料装置包括通过焊接安装在底架上的支撑架、通过焊接固定安装在支撑架上的放料柱、安装在放料柱上的限位环;所述输送装置包括通过螺栓安装在底架上的输送板、通过螺栓安装在输送板一端上的张紧气缸和限位气缸、安装在输送板另一端的裁断组件以及安装在输送板上位于限位气缸和裁断组件之间的传送组件;所述输送板上设有输送槽;所述输送槽末端连接有限位块、限位块上设有限位槽;所述裁断组件包括通过螺栓安装在输送板上的裁断架、安装在裁断架底部的红外传感器、安装在裁断架顶部的裁断气缸以及通过螺栓安装在裁断气缸伸缩杆上的裁剪刀;所述底架上还安装有安装架、安装架上通过螺栓安装有旋转电机和推料气缸;所述推料气缸的输出轴上通过螺栓安装有推料板,推料板上设有与旋转电机输出轴相适配的避让孔;所述底架上还安装有出料架;所述出料架上设有出料口;顶升架上安装有出料滑梯。
5.进一步优选的,所述放料柱上还安装有保护壳,保护壳上设有出料槽;所述限位环上安装有定位螺栓。
6.进一步优选的,所述传送组件包括安装在输送板上的伺服电机、安装在伺服电机输出轴上的联轴器、安装在输送板上的轴承座、安装在联轴器上与轴承座连接的传送杆以及安装在传送杆上的橡胶传送轮。
7.本实用新型的有益效果:通过超声波焊接机、放料装置和输送装置的设置,自动进
行压接套管的生产,不需要人工对绝缘纸进行手动卷纸、裁剪切割,绝缘卷纸安装在放料装置上,输送装置将绝缘纸输送到超声波焊接机焊接处,进行自动化生产,从而降低工人劳动强度,提高生产效率;
8.通过裁断组件的设置,进行自动裁纸,保证每个压接套管所使用的绝缘纸长度相同且裁剪面平整,进而提高产品质量;
9.通过旋转电机和推料气缸的设置,旋转电机驱动输出轴对绝缘纸进行旋转成套,超声波焊接机对旋成套的绝缘纸一端进行焊接,推料气缸将焊接完成后的压接套管从旋转电机的输出轴上卸下,为下一个压接套管做准备,不需要工人去将压接套管取下,降低工人劳动强度,提高生产效率。
附图说明
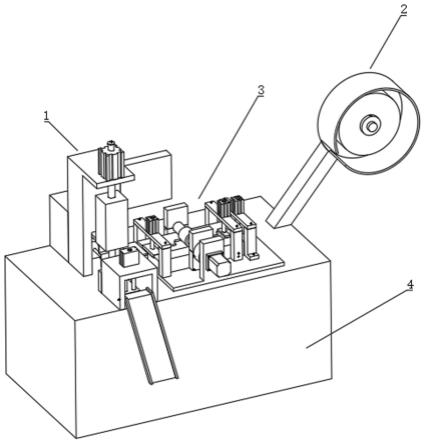
10.图1是本实用新型的整体结构示意图;
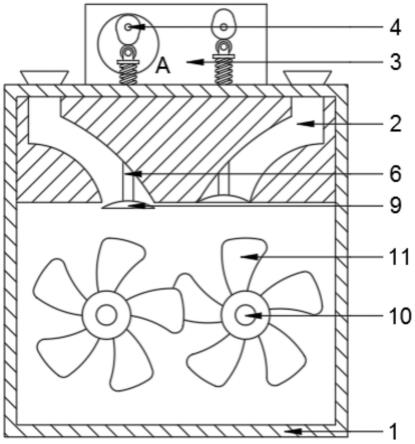
11.图2是本实用新型的放料装置结构示意图;
12.图3是本实用新型图2中a处的局部放大图;
13.图4是本实用新型的输送装置的结构示意图;
14.图5是本实用新型图4中b处的局部放大图
15.图6是本实用新型输送板和传送组件的结构示意图;
16.图7是本实用新型输送板和裁断组件的结构示意图;
17.图8是本实用新型输送板和裁断组件的剖视图;
18.图9是本实用新型超声波焊接机的结构示意图;
19.图10是本实用新型超声波焊接机的剖视图;
20.图11是本实用新型推料板的结构示意图。
21.图中标识:超声波焊接机1、超声波支架11、超声波发生器12、焊接气缸13、顶升架14、顶升气缸15、换向板16、顶升台17、plc控制器18、放料装置2、支撑架21、放料柱22、限位环23、保护壳24、出料槽25、定位螺栓26、输送装置3、输送板31、输送槽311、限位块312、限位槽313、张紧气缸32、限位气缸33、裁断组件34、裁断架341、红外传感器342、裁断气缸343、裁剪刀344、传送组件35、伺服电机351、联轴器352、轴承座353、传送杆354、橡胶传送轮355、底架4、安装架41、旋转电机42、推料气缸43、推料板431、避让孔432、出料架44、出料口441、出料滑梯45。
具体实施方式
22.下面我们通过实施方式并结合附图对实用新型所述的一种压接套管生产线做进一步的说明。
23.参阅附图1-11所示,本实用新型中一种压接套管生产线,包括底架4,其特征还包括安装在底架4上的超声波焊接机1、安装在底架4上与超声波焊接机1配合的放料装置2和输送装置3;所述超声波焊接机1、放料装置2和输送装置3均与底架4电气连接;所述超声波焊接机1包括通过焊接安装在底架4上的超声波支架11、安装在超声波支架11上的焊接气缸13、通过螺栓安装在焊接气缸13输出轴上的超声波发生器12、通过焊接安装在底架4上的顶升架14、安装在顶升架14上的顶升气缸15、通过螺栓安装在顶升气缸15输出轴上的换向板
16、安装在换向板16上的顶升台17以及通过螺栓安装在超声波支架11侧面的plc控制器18;所述放料装置2包括通过焊接安装在底架4上的支撑架21、通过焊接固定安装在支撑架21上的放料柱22、安装在放料柱22上的限位环23;所述输送装置3包括通过螺栓安装在底架4上的输送板31、通过螺栓安装在输送板31一端上的张紧气缸32和限位气缸33、安装在输送板31另一端的裁断组件34以及安装在输送板31上位于限位气缸33和裁断组件34之间的传送组件35;所述输送板31上设有输送槽311;所述输送槽311末端连接有限位块312、限位块312上设有限位槽313;所述裁断组件34包括通过螺栓安装在输送板31上的裁断架341、安装在裁断架341底部的红外传感器342、安装在裁断架341顶部的裁断气缸343以及通过螺栓安装在裁断气缸343伸缩杆上的裁剪刀344;所述底架4上还安装有安装架41、安装架41上通过螺栓安装有旋转电机42和推料气缸43;所述推料气缸43的输出轴上通过螺栓安装有推料板431,推料板431上设有与旋转电机42输出轴相适配的避让孔432;所述底架4上还通过焊接安装有出料架44;所述出料架44上设有出料口441;顶升架14上通过螺栓安装有出料滑梯45;本实用新型通过超声波焊接机1、放料装置2和输送装置3的设置,自动进行压接套管的生产,不需要人工对绝缘纸进行手动卷纸、裁剪切割,只需要将绝缘卷纸安装在放料装置2上,输送装置3将绝缘纸输送到超声波焊接机1焊接处,进行自动化生产,从而降低工人劳动强度,提高生产效率;通过限位环23的设置,对绝缘卷纸在放料柱22上进行限位,防止绝缘卷纸在放料柱22上掉落;通过张紧气缸32的设置,张紧气缸32伸缩杆伸出,挤压绝缘纸,改变绝缘纸从放料装置2到输送装置3的角度,提早从绝缘卷纸上拉出一段绝缘纸,调整绝缘纸的张紧力,从而保证绝缘纸在运输过程中不会撕裂,保证设备的正常运行;通过限位气缸33的设置,当张紧气缸32调整绝缘纸的张紧力时,将前端的绝缘纸压住,从而保证张紧气缸32伸出时,只能从绝缘卷纸中拉出绝缘纸;通过红外传感器342的设置,对传送的绝缘纸长度进行统一,当传送的绝缘纸长度到达规定长度被裁断后,红外传感器342感应不到绝缘纸将信号传递给plc控制器18,plc控制器18收到信号后再控制旋转电机42开始工作,确保对绝缘纸裁剪完成后,再进行旋转成套,防止绝缘纸未裁剪完成旋转电机42就开始工作,从而确保生产线的正常运行;通过旋转电机42的设置,驱动输出轴对绝缘纸进行旋转成套,不需要工人进行手动进行,降低工人劳动强度,提高工作效率;通过推料气缸43的设置,将焊接完成的压接套管从旋转电机42的输出轴上推下,为下一个压接套管做准备,不需要工人手动取下,降低工作劳动强度,提高生产效率;通过出料滑梯45的设置,对完成的压接套管进行引导,只需要在出料滑梯45的末端放置一个收集框,即可对压接套管进行收集。
24.参阅附图2-3所示,本实用新型中所述放料柱22上还安装有保护壳24,保护壳24上设有出料槽25;所述限位环23上安装有定位螺栓26;通过定位螺栓26的设置,只需要拧动定位螺栓26即可将限位环23安装放料柱22上或从放料柱22上拆卸下来,操作简单方便。
25.参阅附图4-6所示,本实用新型中所述传送组件35包括通过螺栓安装在输送板31上的伺服电机351、安装在伺服电机351输出轴上的联轴器352、通过螺栓安装在输送板31上的轴承座353、安装在联轴器352上与轴承座353连接的传送杆354以及安装在传送杆354上的橡胶传送轮355;本实用新型通过橡胶传送轮355的设置,橡胶传送轮355相比于金属传送轮更容易形变,且摩擦力更大,保证传送过程中可以通过摩擦力将绝缘纸进行输送,且橡胶不容易损坏绝缘纸,对绝缘纸进行保护,从而提高产品质量。
26.参阅附图1-11所示,本实用新型的工作过程为,首先,通过plc控制器开启所有设
备,限位气缸33的伸缩杆伸出,将绝缘纸压住,接着张紧气缸32开始工作,由于一开始绝缘纸是处于绷直状态,张紧气缸32处于的伸缩杆处于收缩状态,当张紧气缸32开始工作后,张紧气缸32的伸缩杆伸出,向下推动绝缘纸,带动绝缘卷纸进行旋转,放出一段绝缘卷纸,然后伺服电机351开始工作,伺服电机351输出轴带动联轴器352旋转,联轴器352带动传送杆354进行旋转,传送杆354带动橡胶传送轮355开始旋转,通过摩擦力对绝缘纸进行输送,通过伺服电机351旋转的圈数来控制,橡胶传送轮355旋转的圈数,从而控制绝缘纸移动的距离,当绝缘纸移动距离达到设定距离后,plc控制器18发出指令控制伺服电机351停止工作且控制裁断气缸343开始工作,裁断气缸343的伸缩杆伸出,带动裁剪刀344向下运动,将绝缘纸裁断,当绝缘纸裁断后,红外传感器342感应不到绝缘纸,表示裁剪完成,将信号反馈给plc控制器18,plc控制器18收到信号后控制旋转电机42开始旋转,旋转电机42带动输出轴转动将绝缘纸旋成套,接着焊接气缸13推动超声波发生器12向下运动,同时顶升气缸14的伸缩杆开始收缩,带动换向板16向上运动,换向板16带动顶升台17向上运动,直至超声波发生器12与顶升台17将绝缘纸挤压并进行焊接定型,完成焊接后,焊接气缸13带动超声波发生器12向上运动,顶升气缸14的伸缩杆开始伸出,带动换向板16向下运动,换向板16带动顶升台17向下运动,推料气缸43的伸缩杆伸出,带动推料板431沿着旋转电机42的输出轴向外运动,压接套管从旋转电机42的输出轴上推下,使其通过出料口排至出料滑梯45后滑出。
27.上述实施例是对本实用新型的说明,不是对本实用新型的限定,任何对本实用新型简单变换后的方案均属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。