1.本实用新型涉及注塑模具结构,尤其是tpo、tpe类软胶产品的软胶注塑模的吸、吹进排气的气路控制结构。
背景技术:
2.目前汽车制造业蓬勃发展,家用汽车迅速普及,汽车使用者对汽车的舒适性、操作方便等需求,相关结构的便捷使用都提出更高的需求。软胶产品有着降低噪音、提高使用舒适度及美观的顾客的需求。
3.软胶杯垫等产品外形条纹复杂、美观很受主机厂及消费者喜爱,却给注塑生产带来许多困扰,如产品粘在模具上脱模困难、顶出变形、条纹造型里困气、材料乱流等。
技术实现要素:
4.本实用新型的目的是:提供一种用于软胶注塑模的吹排气控制气路结构;可解决产品粘模、困气等缺陷,在结构上弥补了因产品图形结构复杂、材料软脱模变形,保证了产品质量的稳定。现有注塑加工工艺条件下,软胶产品可根据需要在困气、乱流区域顺利排气,顶出便捷不变形且节约顶出时间;将后模增加吹、吸气镶块,产品注塑过程中开启吸气控制阀,将模内空气及材料挥发气体从排气镶件孔排出,当模具开模后开启吹气阀,将产品顶出,解决了产品粘模、顶出变形的问题,同时节约了顶杆前进、后退的时间。
5.本实用新型解决其技术问题所采用的技术方案是:一种用于软胶注塑模的吹排气控制气路结构,包括软胶注塑模,在软胶注塑模后模的每个形腔中的中心偏溶胶末端处设置排气镶件结构,排气镶件结构与软胶注塑模后模内部开设内流气道,内流气道外端设有吸气管接口,吸气管接口与排进控制装置连接,所述的排进控制装置包括总连接气管管路、与总连接气管管路连接的横向分支连接管路,设置在横向分支连接管路的纵向分支连接管路,所述的纵向分支连接管路与吸气管接口连接,所述的总连接气管管路与注塑机气源连接。
6.所述的排气镶件包括镶件底座、设在镶件底座上部的镶件中座、设在镶件中座上部的活动座以及设在活动座中的镶件顶针。
7.所述的纵向分支连接管路与横向分支连接管路之间设置分支节套。
8.所述的横向分支连接管路、纵向分支连接管路以及总连接气管管路采用304不锈钢无缝管制成。
9.本实用新型的优点为:
10.采用抽气装置解决模具内部排气困难问题,采用吹气顶出解决产品真空状态粘模,顶出变形问题,无顶杆进退动作,缩短生产周期。
11.以下将结合附图和实施例,对本实用新型进行较为详细的说明。
附图说明
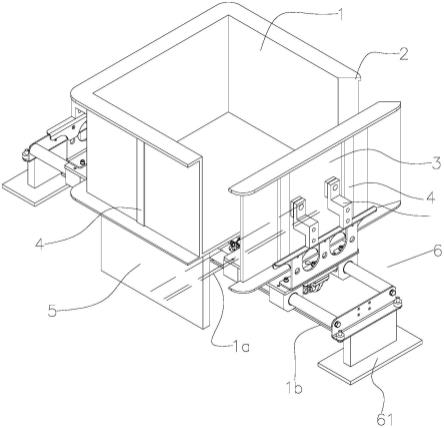
12.图1为本实用新型的结构示意图。
13.图2为本实用新型模具内部排气镶件、内部管路连接示意图。
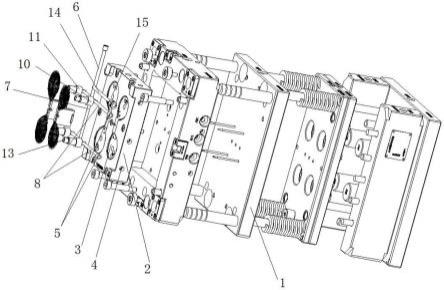
14.图3为本实用新型的装配爆炸图。
15.图中:1.软胶注塑模、2.注塑模后模体、3.形腔、4.内流气道、5.吸气管接口、6.总连接气管管路、7.横向分支连接管路、8.纵向分支连接管路、9.注塑机气源、10.镶件底座、11.镶件中座、12.活动座、13.镶件顶针、14.分支节套、15.中心偏溶胶末端。
具体实施方式
16.申请文本中术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
17.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
18.实施例1,如图1-3所示,一种用于软胶注塑模的吹排气控制气路结构,包括软胶注塑模1,在软胶注塑模后模体2中设有形腔3,每个形腔3的中心偏溶胶末端15处设置排气镶件结构,排气镶件结构与软胶注塑模1的后模内部开设内流气道4,内流气道4外端设有吸气管接口5,吸气管接口5与排进控制装置连接,所述的排进控制装置包括总连接气管管路6、与总连接气管管路连接的横向分支连接管路7,与横向分支连接管路连接的纵向分支连接管路8,所述的纵向分支连接管路8与吸气管接口连接,所述的总连接气管管路与注塑机气源9连接。所述的排气镶件包括镶件底座10、设在镶件底座上部的镶件中座11、设在镶件中座上部的活动座12以及设在活动座中的镶件顶针13。所述的纵向分支连接管路8与横向分支连接管路7之间设置分支节套14。所述的横向分支连接管路7、纵向分支连接管路8以及总连接气管管路6采用304不锈钢无缝管制成。
19.本实用新型的工作原理及工作过程:现有注塑加工工艺条件下,软胶产品可根据需要在困气、乱流区域顺利排气,顶出便捷不变形且节约顶出时间;将后模增加吹、吸气镶块,产品注塑过程中开启吸气控制阀,将模内空气及材料挥发气体从排气镶件孔排出,当模具开模后开启吹气阀,将产品顶出,解决了产品粘模、顶出变形的问题,同时节约了顶杆前进、后退的时间。
20.采用抽气装置解决模具内部排气困难问题,采用吹气顶出解决产品真空状态粘模,顶出变形问题,无顶杆进退动作,缩短生产周期。
21.以上的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通工程技术人员对本实用新型的技术方案做出的各种变形和改进,均应落入本实用新型的权利要求书确定的保
护范围内。
22.本实用新型未涉及部分均与现有技术相同或可采用现有技术加以实现。
技术特征:
1.一种用于软胶注塑模的吹排气控制气路结构,包括软胶注塑模,其特征在于:在软胶注塑模后模的每个形腔中的中心偏溶胶末端处设置排气镶件结构,排气镶件结构与软胶注塑模后模内部开设内流气道,内流气道外端设有吸气管接口,吸气管接口与排进控制装置连接,所述的排进控制装置包括总连接气管管路、与总连接气管管路连接的横向分支连接管路,与横向分支连接管路连接的纵向分支连接管路,所述的纵向分支连接管路与吸气管接口连接,所述的总连接气管管路与注塑机气源连接。2.如权利要求1所述的用于软胶注塑模的吹排气控制气路结构,其特征在于:所述的排气镶件包括镶件底座、设在镶件底座上部的镶件中座、设在镶件中座上部的活动座以及设在活动座中的镶件顶针。3.如权利要求1所述的用于软胶注塑模的吹排气控制气路结构,其特征在于:所述的纵向分支连接管路与横向分支连接管路之间设置分支节套。4.如权利要求1所述的用于软胶注塑模的吹排气控制气路结构,其特征在于:所述的横向分支连接管路、纵向分支连接管路以及总连接气管管路采用304不锈钢无缝管制成。
技术总结
本实用新型是一种用于软胶注塑模的吹排气控制气路结构,包括软胶注塑模,在软胶注塑模后模的每个形腔中的中心偏溶胶末端处设置排气镶件结构,排气镶件结构与软胶注塑模后模内部开设内流气道,内流气道外端设有吸气管接口,吸气管接口与排进控制装置连接,所述的排进控制装置包括总连接气管管路、与总连接气管管路连接的横向分支连接管路,设置在横向分支连接管路的纵向分支连接管路,所述的纵向分支连接管路与吸气管接口连接,所述的总连接气管管路与注塑机气源连接。采用抽气装置解决模具内部排气困难问题,采用吹气顶出解决产品真空状态粘模,顶出变形问题,无顶杆进退动作,缩短生产周期。生产周期。生产周期。
技术研发人员:王文强 董健钢 路树强
受保护的技术使用者:芜湖福赛科技股份有限公司
技术研发日:2022.01.04
技术公布日:2022/9/5
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。