1.本发明涉及器件加工领域,尤其涉及一种基于动态补偿的岩板加工装置及方法。
背景技术:
2.陶瓷岩板是近几年开始流行的新型建筑材料,具有耐高温、耐酸碱、无辐射、防渗透等优点,在厨房家居等领域应用广泛。这类硬脆材料的加工不同于金属材料,其主要以脆性去除为主。目前岩板的小孔加工多采用带有金刚石磨头的普通加工,但由于岩板硬度高、脆性大,导致工具头损耗快、加工效率低、容易产生崩边,降低了良品率,也大大增加了企业的生产成本。此外,大部分的加工方式都是采取刀具与工件垂直接触加工。但是当工件与刀具垂直接触加工时,切削力也同样垂直与工件,以及刀具与孔内壁的摩擦较大从而使得加工区域会因为这种摩擦产生大量的切削热,并且当径向方向的外力比较大时,很容易破坏工件或刀具的内部结构,最后导致工件或刀具的损坏。另外一方面当刀具垂直加工工件时,喷嘴对其喷切削液,也容易造成切削液四处喷溅,这样不利于环保和节约能源。
技术实现要素:
3.为了解决上述技术问题,本发明的目的是提供一种基于动态补偿的岩板加工装置及方法,能够改善岩板的加工质量。
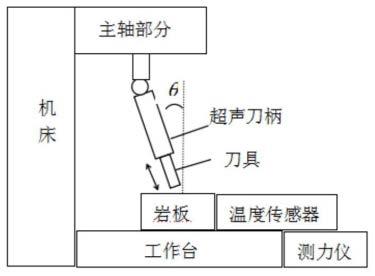
4.本发明所采用的第一技术方案是:一种基于动态补偿的岩板加工装置,包括四轴机床、超声工具、测力仪和控制模块,所述超声工具和控制模块均安装在四轴机床上,所述超声工具和测力仪分别与控制模块连接,所述四轴机床有四个自由度并设有主轴和工作台,所述超声工具安装在四自由度主轴上,所述测力仪安装在工作台上。
5.进一步,还包括夹具,所述夹具安装在测力仪上。
6.进一步,所述超声工具包括刀柄和刀具,所述刀具安装在刀柄上,所述刀柄安装在主轴上,所述刀具还分别与超声电源和控制模块连接。
7.进一步,还包括温度传感器,所述温度传感器与控制模块连接。
8.本发明所采用的第二技术方案是:一种基于动态补偿的岩板加工方法,包括以下步骤:
9.通过夹具将岩板工件固定在工作台上;
10.根据输入的加工文件对超声工具进行控制;
11.实时获取切削力并根据切削力调整四轴机床控制指令;
12.判断到加工完成,检查岩板工件表面质量并输出质量报告。
13.进一步,所述根据输入的加工文件对超声工具进行控制这一步骤,其具体包括:
14.根据输入加工文件生成刀具控制指令和四轴机床控制指令;
15.基于刀具控制指令控制刀具的超声振动频率和进给运动;
16.基于四轴机床控制指令控制刀柄的倾斜角度。
17.进一步,还包括:
18.判断到质量报告不符合预设规范,对输入的加工文件进行参数调整并对岩板工件进行再加工。
19.进一步,所述参数包括超声电压、进给率、进给速度和切削深度。
20.进一步,所述质量报告包括加工孔的边缘质量、崩边率、孔的大小和粗糙度。
21.进一步,还包括:
22.判断到测力仪的数值超出预设阈值,关闭超声电源,停止超声刀的加工工作;
23.判断到温度传感器的数值超出预设阈值,关闭超声电源,停止超声刀的加工工作。
24.本发明装置及方法的有益效果是:本发明通过控制四自由度主轴来改变工件与超声刀具的接触位置,从而改变超声刀具与加工位置的相对角度,大大减小了切屑与已加工孔壁间的摩擦,进而降低了加工过程中的切削力,改善岩板的加工质量。
附图说明
25.图1是本发明一种基于动态补偿的岩板加工装置的结构框图;
26.图2是本发明具体实施例加工过程中刀具与工件接触时力的分析示意图;
27.图3是本发明具体实施例刀具在加工过程中的轨迹示意图;
28.图4是本发明一种基于动态补偿的岩板加工方法的步骤流程图。
具体实施方式
29.下面结合附图和具体实施例对本发明做进一步的详细说明。对于以下实施例中的步骤编号,其仅为了便于阐述说明而设置,对步骤之间的顺序不做任何限定,实施例中的各步骤的执行顺序均可根据本领域技术人员的理解来进行适应性调整。
30.现有的技术方案中提高工件加工质量的方式主要是改变它的影响因素,比如超声振动的频率、压电陶瓷的型号等等。这些主要是通过改变与刀具材料和其他相关零部件的结构或加工工艺方面等方式,很少通过改变它的加工方式来达到提高质量的目的。但实验表明不同的加工方式对零件的加工质量影响也不小。大部分的加工方式都是采取刀具与工件垂直接触加工。但是当工件与刀具垂直接触加工时,切削力也同样垂直与工件,以及刀具与孔内壁的摩擦较大从而使得加工区域会因为这种摩擦产生大量的切削热,并且当径向方向的外力比较大时,很容易破坏工件或刀具的内部结构,最后导致工件或刀具的损坏。另外一方面当刀具垂直加工工件时,喷嘴对其喷切削液,也容易造成切削液四处喷溅,这样不利于环保和节约能源。因此通过改变其加工方式来提高加工质量也是很有必要的。
31.如图1所示,本发明提供了一种基于动态补偿的岩板加工装置,包括四轴机床、超声工具、测力仪、温度传感器模块、红外检测器和控制模块,所述超声刀和控制模块均安装在机床上,超声工具、测力仪、温度传感器和红外检测器分别与控制模块连接,所述四轴机床有四个自由度并设有主轴和工作台,所述超声工具安装在四自由度主轴上,所述测力仪安装在工作台上,所述温度传感器安装岩板工件侧壁上,所述温度传感器与控制模块连接,所述红外检测器安装在机床外壁,所述红外检测器与控制模块连接,所述超声工具包括刀柄和刀具,所述刀具安装在刀柄上,所述刀柄安装在主轴上,所述刀具还分别与超声电源和控制模块连接。
32.具体地,还包括超声电源和电机,所述超声电源用于提供电源控制超声工具工作,
机床主轴有四个自由度,分别为x、y、z和旋转运动,这样刀柄可以实现空间360度转动,并且刀具与孔轴线中心之间的倾斜角θ可以通过电机调节,所述工作台设有固定刻度,有助于精确的进行位置调整以及方便使用者查看调节角度,通过将刀柄和刀具分开,方便后续拆卸以及更换不同规格的超声刀。
33.工件固定在带有刻度的工作台上,为了便于观察加工过程中切削力与切削温度的变化,于是增加了一个测力仪与温度测量仪,测力仪安装在机床工作平台上,当工件被加工时,测力仪可以及时显示切削力的大小,而温度测量仪直接对准加工过程中刀具与工件接触时的区域,并及时反馈相应的温度。并且这两种仪器都预先设置合理的阈值,当加工过程中温度与切削力超过该阈值时,则会停止加工,修改其相应的加工参数,温度传感器可采用pt100热电阻温度传感器,温度的采集范围可以在-200℃~ 850℃,测温精度可达0.01℃,为工业领域中常用的温度传感器,红外线探测器包括红外线发射器、接收器、以及信号处理器,信号处理器的信号输出端经红外线发射电路与红外线发射器连接;信号输入端经红外线接收电路与红外线接收器连接,其反馈信号输出端与外围控制电路连接,可用于监测非法入侵并报警,灵敏度高,误报率低,外形小巧,美观,安装方便。
34.在该加工过程中其主要的工作原理为:如图2加工过程中刀具与工件接触时力的分析示意图所示:在加工过程中刀具在超声的作用下,产生沿轴向方向的振动,又因为刀具与轴线成一定的角度,所以此时沿轴向方向的切削力被分解成fx和fy,其中fy沿孔径方向,它的主要作用是切除要加工材料、保证孔的深度,但是这个方向的分力又不能过大,因为在加工过程中这个方向的力会使得刀具与孔内壁产生摩擦,从而影响加工孔的表面质量;fx垂直孔径方向,它的主要作用是拓宽孔径的大小,该方向分力也不能过大,因为这个方向的力会使得孔的直径变大,最后不能保证其精度要求并且影响孔径的边缘质量。这两个方向的分力大小主要和刀具与孔径轴线的夹角θ有关,因此需要控制该角度范围。而沿刀具轴向超声振动的施加则是将超声波主轴悬挂在机床的主轴上来达到的,进而实现沿刀具轴向的超声振动和进给运动,并且可以通过控制外接超声电源的电压来控制超声振动的频率。因而在加工过程中,通过同时控制刀具沿z方向的进给速度和工作台沿x方向的进给速度,使得合速度方向沿孔中心轴线方向,并在刀具轴向施加超声振动,最后加工零件。
35.图3为刀具在加工过程中的轨迹。刀具不仅参与轴线方向的进给运动,还参与自身旋转运动,最后合成螺旋运动,这样的运动方式可以减少刀具与工件直接接触的时间,从而减少摩擦热效应,减少能量的损失。并且这样的运动轨迹可以有利于切削液的喷射,从而达到很好的冷却效果
36.本发明由于将刀具轴线相对于孔中心轴线倾斜成一固定角度,使得刀具同已加工孔壁之间有一定的间隙,这大大减小了切屑与已加工孔壁间的摩擦,进而降低了加工过程中的切削力;由于刀具和工件成一定的角度,切削液可以大量的到达刀具和孔径之间的内壁并对该加工区域进行冷却,从而降低切削温度和排出切屑。
37.此外,在本方案的基础上,本领域技术人员可通过设置其他传感器来实现更多的安全设置。
38.参照图4,一种基于动态补偿的岩板加工方法,包括以下步骤:
39.s1、通过夹具将岩板工件固定在工作台上;
40.s2、根据输入的加工文件对超声工具进行控制;
41.具体地,其中参数主要为影响加工质量的其他因素,比如:超声电压、进给率、进给速度、切削深度等,其中文件的输入主要为通过在控制面板进行对应的编程操作。
42.s2.1、根据输入加工文件生成刀具控制指令和四轴机床控制指令;
43.s2.2、基于刀具控制指令控制刀具的超声振动频率和进给运动;
44.s2.3、基于四轴机床控制指令控制刀柄的倾斜角度。
45.s3、实时获取切削力并根据切削力调整四轴机床控制指令;
46.s4、判断到加工完成,检查岩板工件表面质量并输出质量报告。
47.具体地,输出加工质量报告。其中加工质量报告主要包括加工孔的边缘质量、崩边率、孔的大小,以及粗糙度等。
48.s5、判断到质量报告不符合预设规范,对输入的加工文件进行参数调整并对岩板工件进行再加工。
49.具体地,由操作人员判定该质量报告是否满足自己的要求,若满足,输出加工结果报告;若不满足,则通过系统控制模块改变主轴摆动角度,即改变刀具与加工孔中心轴线的角度θ,其中θ角度范围在0~5
°
之间,并记录每一个角度与其所对应的孔质量报告。循环进行,直到孔质量合格位置。
50.s6、判断到测力仪的数值超出预设阈值,关闭超声电源,停止超声刀的加工工作;
51.s7、判断到温度传感器的数值超出预设阈值,关闭超声电源,停止超声刀的加工工作。
52.具体地,及时记录并观察测力仪和温度传感器的数值,并判断该数值是否超过自己之前所设置的阈值,若超过该阈值,则停止加工并且修改其对应参数;若未超过,则进行下一步操作。
53.上述装置实施例中的内容均适用于本方法实施例中,本方法实施例所具体实现的功能与上述装置实施例相同,并且达到的有益效果与上述装置实施例所达到的有益效果也相同。
54.一种存储介质,其中存储有处理器可执行的指令,其特征在于:所述处理器可执行的指令在由处理器执行时用于实现如上所述一种基于动态补偿的岩板加工方法。
55.上述方法实施例中的内容均适用于本存储介质实施例中,本存储介质实施例所具体实现的功能与上述方法实施例相同,并且达到的有益效果与上述方法实施例所达到的有益效果也相同。
56.以上是对本发明的较佳实施进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可做作出种种的等同变形或替换,这些等同的变形或替换均包含在本技术权利要求所限定的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。