1.本发明属于数控磨床控制技术领域,具体地说,是关于一种数控磨床工作台的控制系统、控制方法及数控磨床。
背景技术:
2.数控磨床通常由伺服电机驱动工作台的运行,具有能自动运行、加工精度高和加工尺寸重复性好等特点,特别适合用于中、大型产品的批量生产。
3.然而,现有的数控磨床通常采用波段开关来分档式地调节工作台的运行速度,该波段开关通常设置为五个速度档位,这五个速度档位分别能够控制工作台以0%、25%、50%、75%和100%的速度运行。在进行单件加工或者设备调试时,工作台只能以固定的几个速度档位运行。当需要改变工作台的运行速度时,只能跳跃式地调速,无法实现无级调速,而工作台的运行速度的跳跃式变化容易导致磨削加工件的表面出现振纹和烧伤等缺陷,严重时会导致产品报废,甚至造成生产事故。
技术实现要素:
4.本发明的目的是解决现有数控磨床工作台的调速方式容易导致加工价不良的问题。
5.为实现上述目的,本发明采用以下技术方案:
6.根据本发明的第一方面,提供了一种数控磨床工作台的控制系统,所述控制系统包括主控单元、电机驱动单元、电机和丝杠,所述主控单元通过所述电机驱动单元驱动所述电机,所述丝杠与所述电机的转轴同轴联动,所述丝杠与所述数控磨床工作台构成丝杠副;
7.所述控制系统还包括:
8.用户控制指令生成单元,用于响应于用户的模式选择操作,进入相应的控制模式,所述控制模式包括位置控制模式和速度控制模式,
9.以及响应于所述用户的指令生成操作,生成相应的用户控制指令,所述用户控制指令为一个脉冲信号,所述用户控制指令包括位置控制模式下的位置正向调整指令和位置负向调整指令,以及速度控制模式下的加速指令和减速指令;
10.用户控制指令处理单元,用于对接收到的位置正向调整指令和/或位置负向调整指令进行求和,得到位置控制脉冲数,以及对接收到的加速指令和/或减速指令进行求和,得到速度控制脉冲数,并将所述速度控制脉冲数转换为速度控制百分比;
11.所述主控单元用于根据所述位置控制脉冲数生成第一电机驱动触发指令,以及根据所述速度控制百分比和预定的电机转速设定值生成第二电机驱动触发指令。
12.可选地,所述用户控制指令生成单元为旋转编码器。
13.可选地,所述用户控制指令处理单元包括:
14.计数模块,用于对所述位置正向调整指令和/或所述位置负向调整指令进行求和,得到位置控制脉冲数初始值,以及对所述加速指令和/或所述减速指令进行求和,得到速度
控制脉冲数初始值;
15.位置控制脉冲数获取模块,用于根据所述位置控制脉冲数初始值获取所述位置控制脉冲数;
16.速度控制百分比获取模块,用于根据所述速度控制脉冲数初始值获取所述速度控制脉冲数,根据所述速度控制脉冲数获取所述速度控制百分比。
17.可选地,所述用户控制指令处理单元还包括:
18.控制脉冲数初始值转发模块,用于将所述位置控制脉冲数初始值转发至所述位置控制脉冲数生成模块,以及将所述速度控制脉冲数初始值转发至所述速度控制百分比获取模块。
19.可选地,所述速度控制百分比获取模块包括:
20.速度控制脉冲数中间值获取子模块,用于将所述速度控制脉冲数初始值与预定的比较设定值的差值作为速度控制脉冲数中间值;
21.速度控制脉冲数获取子模块,用于根据预定的数值限定区间对所述速度控制脉冲数中间值进行截断,以获取速度控制脉冲数;
22.速度控制百分比获取子模块,用于将速度控制脉冲数转换为百分比形式,以获取速度控制百分比;
23.所述主控单元还用于响应于启动指令将所述比较设定值设置为0,以及响应于初始化指令或者停止指令,将所述比较设定值设置为与所述速度控制脉冲数初始值相等。
24.可选地,所述数值限定区间为0-100。
25.可选地,所述主控单元还用于响应于所述启动指令将所述电机转速设定值设置为电机最高转速值,以及响应于所述停止指令将所述电机转速设定值设置为0。
26.可选地,所述主控单元将所述速度控制百分比与所述电机转速设定值的乘积作为电机转速控制值,并基于所述电机转速控制值生成所述第二电机驱动触发指令。
27.根据本发明的第二方面,提供了一种数控磨床工作台的控制方法,所述控制方法基于上述数控磨床工作台的控制系统实现,所述控制方法包括:
28.响应于用户的模式选择操作,进入相应的控制模式,所述控制模式包括位置控制模式和速度控制模式;
29.响应于所述用户的指令生成操作,生成相应的用户控制指令,所述用户控制指令为一个脉冲信号,所述用户控制指令包括位置控制模式下的位置正向调整指令和位置负向调整指令,以及速度控制模式下的加速指令和减速指令;
30.对接收到的位置正向调整指令和/或位置负向调整指令进行求和,得到位置控制脉冲数,以及对接收到的加速指令和/或减速指令进行求和,得到速度控制脉冲数,并将所述速度控制脉冲数转换为速度控制百分比;
31.根据位置控制脉冲数生成第一电机驱动触发指令,以及根据所述速度控制百分比和预定的电机转速设定值生成第二电机驱动触发指令。
32.根据本发明的第三方面,提供了一种数控磨床,该数控磨床包括数控磨床工作台和上述任一种数控磨床工作台的控制系统。
33.本发明的有益效果在于:
34.本发明的数控磨床工作台的控制系统包括用户控制指令生成单元、用户控制指令
处理单元和主控单元。其中,用户控制指令生成单元在速度控制模式下响应于用户的指令生成操作输出脉冲形式的加速指令和/或减速指令;用户控制指令处理单元对接收到的加速指令和/或减速指令进行求和,得到速度控制脉冲数,并将速度控制脉冲数转换为速度控制百分比;主控单元根据速度控制百分比和预定的电机转速设定值生成第二电机驱动触发指令。由此可知,本发明的数控磨床工作台的控制系统基于速度控制脉冲计数求和以及将速度控制脉冲数转换为速度控制百分比的方式,能够实现数控磨床工作台的无级调速。在无级调速模式下,磨削加工件不良的几率将大幅度降低。
35.根据以上内容可知,采用本发明的数控磨床工作台的控制系统能够有效地解决现有数控磨床工作台的调速方式容易导致加工件不良的问题。
36.本发明的数控磨床工作台的控制方法和数控磨床与上述数控磨床工作台的控制系统属于一个总的发明构思,故与上述数控磨床工作台的控制系统具有相同的有益效果,在此不再赘述。
37.本发明的其他特征和优点将在随后具体实施方式部分予以详细说明。
附图说明
38.本发明可以通过参考下文中结合附图所做出的描述而得到更好地理解,其中在所有附图中使用了相同或相似的附图标记来表示相同或者相似的部件。
39.图1示出了根据本发明的实施例的数控磨床工作台的控制系统的原理框图;
40.图2示出了根据本发明的实施例的用户控制指令处理单元的原理框图;
41.图3示出了根据本发明的实施例的速度控制百分比获取模块的原理框图;
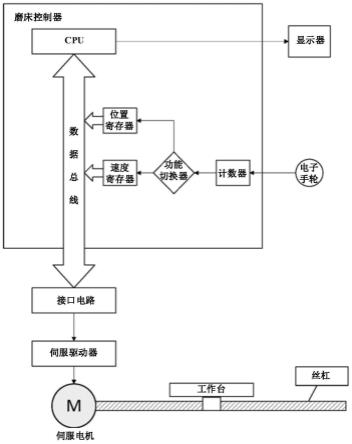
42.图4示出了根据本发明的实施例的数控磨床工作台的控制系统的结构示意图;
43.图5示出了根据本发明的实施例的系统启动时的速度控制模式图;
44.图6示出了根据本发明的实施例的系统停止时的速度控制模式图;
45.图7示出了根据本发明的实施例的数控磨床工作台的控制方法的实现流程图。
具体实施方式
46.为了使所属技术领域的技术人员能够更充分地理解本发明的技术方案,在下文中将结合附图对本发明的示例性的实施方式进行更为全面且详细的描述。显然地,以下描述的本发明的一个或者多个实施方式仅仅是能够实现本发明的技术方案的具体方式中的一种或者多种,并非穷举。应当理解的是,可以采用属于一个总的发明构思的其他方式来实现本发明的技术方案,而不应当被示例性描述的实施方式所限制。基于本发明的一个或多个实施方式,本领域的普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施方式,都应当属于本发明保护的范围。
47.实施例:图1示出了本发明实施例的数控磨床工作台的控制系统的原理框图。参照图1,本发明实施例的数控磨床工作台的控制系统包括主控单元、电机驱动单元、电机和丝杠,主控单元通过电机驱动单元驱动电机,丝杠与电机的转轴同轴联动,丝杠与数控磨床工作台构成丝杠副;
48.本发明实施例的数控磨床工作台的控制系统还包括:
49.用户控制指令生成单元,用于响应于用户的模式选择操作,进入相应的控制模式,
控制模式包括位置控制模式和速度控制模式,
50.以及响应于用户的指令生成操作,生成相应的用户控制指令,用户控制指令为一个脉冲信号,用户控制指令包括位置控制模式下的位置正向调整指令和位置负向调整指令,以及速度控制模式下的加速指令和减速指令;
51.用户控制指令处理单元,用于对接收到的位置正向调整指令和/或位置负向调整指令进行求和,得到位置控制脉冲数,以及对接收到的加速指令和/或减速指令进行求和,得到速度控制脉冲数,并将速度控制脉冲数转换为速度控制百分比;
52.主控单元用于根据位置控制脉冲数生成第一电机驱动触发指令,以及根据速度控制百分比和预定的电机转速设定值生成第二电机驱动触发指令,其中,第一电机驱动触发指令用于使电机驱动单元控制电机的转轴向相应的方向转动相应的圈数,以调整数控磨床工作台在丝杠上的初始位置,第二电机驱动触发指令用于使电机驱动单元控制电机的转轴以相应的转速进行正反方向的往复转动,以调整数控磨床工作台在丝杠上的运行速度。
53.具体地,本发明实施例中,用户控制指令生成单元为旋转编码器。
54.进一步地,图2示出了本发明实施例的用户控制指令处理单元的原理框图。参照图2,本发明实施例中,用户控制指令处理单元包括:
55.计数模块,用于对位置正向调整指令和/或位置负向调整指令进行求和,得到位置控制脉冲数初始值,以及对加速指令和/或减速指令进行求和,得到速度控制脉冲数初始值;
56.位置控制脉冲数获取模块,用于根据位置控制脉冲数初始值获取位置控制脉冲数;
57.速度控制百分比获取模块,用于根据速度控制脉冲数初始值获取速度控制脉冲数,根据速度控制脉冲数获取速度控制百分比。
58.再进一步地,参照图2,本发明实施例中,用户控制指令处理单元还包括:
59.控制脉冲数初始值转发模块,用于将位置控制脉冲数初始值转发至位置控制脉冲数生成模块,以及将速度控制脉冲数初始值转发至速度控制百分比获取模块。
60.再进一步地,图3示出了本发明实施例的速度控制百分比获取模块的原理框图。参照图3,本发明实施例中,速度控制百分比获取模块包括:
61.速度控制脉冲数中间值获取子模块,用于将速度控制脉冲数初始值与预定的比较设定值的差值作为速度控制脉冲数中间值;
62.速度控制脉冲数获取子模块,用于根据预定的数值限定区间对速度控制脉冲数中间值进行截断,以获取速度控制脉冲数;
63.速度控制百分比获取子模块,用于将速度控制脉冲数转换为百分比形式,以获取速度控制百分比;
64.主控单元还用于响应于启动指令将比较设定值设置为0,以及响应于初始化指令或者停止指令,将比较设定值设置为与速度控制脉冲数初始值相等。
65.再进一步地,本发明实施例中,数值限定区间为0-100。
66.再进一步地,本发明实施例中,主控单元还用于响应于启动指令将电机转速设定值设置为电机最高转速值,以及响应于停止指令将电机转速设定值设置为0。
67.再进一步地,本发明实施例中,主控单元将速度控制百分比与电机转速设定值的
乘积作为电机转速控制值,并基于电机转速控制值生成第二电机驱动触发指令。
68.再进一步地,图4示出了本发明实施例的数控磨床工作台的控制系统的结构示意图。参照图4,本发明实施例中,主控单元采用cpu实现,电机驱动单元采用伺服驱动器实现,电机采用伺服电机实现,cpu依次通过数据总线和接口电路与伺服驱动器电性连接;用户控制指令生成单元采用电子手轮实现,计数模块采用计数器实现,控制脉冲数初始值转发模块采用功能切换器实现,位置控制脉冲数获取模块和速度控制百分比获取模块分别采用位置寄存器和速度寄存器实现;本发明实施例的数控磨床工作台的控制系统还包括显示器,显示器与cpu电性连接。
69.本发明实施例中,cpu、计数器、功能切换器、位置寄存器和速度寄存器集成设置在磨床控制器中。
70.以下对本发明实施例的数控磨床工作台的控制系统的速度控制模式进行更为详细的说明:
71.图5示出了本发明实施例的系统启动时的速度控制模式图。参照图5,本发明实施例中,用户控制指令生成单元采用电子手轮实现,电子手轮顺时针转动时输出正脉冲信号,逆时针旋转时输出负脉冲信号,该电子手轮可以为独立的电子手轮,也可以与用于对数控磨床进行定位的电子手轮共用。
72.计数模块采用计数器b实现,速度控制脉冲数中间值获取子模块采用寄存器c实现,寄存器c为比较寄存器,速度控制脉冲数获取子模块采用寄存器d实现,寄存器d为数据暂存寄存器,速度控制百分比获取子模块采用寄存器e实现,寄存器e为比例寄存器。
73.当接收到系统启动指令时,cpu将执行v=a*e的运算,其中,v为电机转速控制值,a为电机转速设定值,e为速度控制百分比。此时,寄存器c内的比较设定值c为0,计数器b内的速度控制脉冲数初始值b也为0。
74.当用户通过电子手轮输出位置正向调整指令和/或位置负向调整指令时,计数器b对位置正向调整指令和/或位置负向调整指令进行求和得到速度控制脉冲数初始值b,此时速度控制脉冲数初始值b不再为0,而寄存器c内的比较设定值c仍旧为0,因此寄存器c输出的速度控制脉冲数中间值与速度控制脉冲数初始值b相等。寄存器d用于根据数值限定区间对速度控制脉冲数中间值进行截断,以获取速度控制脉冲数,该数值限定区间为0-100,即若输入的速度控制脉冲数中间值小于0,则输出的速度控制脉冲数为0,若输入的速度控制脉冲数中间值大于100.则输出的速度控制脉冲数为100,若输入的速度控制脉冲数中间值在0-100之间,则输出的速度控制脉冲数与速度控制脉冲数中间值相等。寄存器e用于将输入的速度控制脉冲数转换为速度控制百分比。
75.与此同时,响应于系统启动指令,cpu将电机转速设定值设置为电机最高转速值,将电机最高转速值与速度控制百分比的乘积作为电机转速控制值,并输出相应的第二电机驱动触发指令以使伺服电机的转轴以相应的转速正反转,以使数控磨床工作台以相应的运行速度在丝杠上往复运动。
76.图6示出了本发明实施例的系统停止时的速度控制模式图。参照图6,本发明实施例中,当接收到系统启动指令时,cpu将寄存器c内的比较设定值c设置为与计数器b内的速度控制脉冲数初始值b相等,因此寄存器c输出的速度控制脉冲数中间值为0,相应地,寄存器e输出的速度控制百分比也为0。与此同时,cpu将电机转速设定值设置为0。相应地,电机
转速控制值为0。cpu输出相应的第二电机驱动触发指令以使伺服电机的转轴停止转动,进而控制数控磨床工作台停止运行。
77.采用本发明实施例的数控磨床工作台的控制系统,可以使得数控磨床在手动操作状态或者半自动操作状态下既能够像传统的液压驱动式磨床一样实现无级调速,又具有数控磨床高精度和高重复性的特点。对于航空航天和军工等特殊行业的单件小批量产品的磨削加工有重大意义。
78.相应地,在本发明实施例提出的数控磨床工作台的控制系统的基础上,本发明实施例还提出了一种数控磨床工作台的控制方法。图7示出了本发明实施例的数控磨床工作台的控制方法的实现流程图。参照图7,本发明实施例的数控磨床工作台的控制方法包括以下步骤:
79.步骤s100、响应于用户的模式选择操作,进入相应的控制模式,所述控制模式包括位置控制模式和速度控制模式;
80.步骤s200、响应于所述用户的指令生成操作,生成相应的用户控制指令,所述用户控制指令为一个脉冲信号,所述用户控制指令包括位置控制模式下的位置正向调整指令和位置负向调整指令,以及速度控制模式下的加速指令和减速指令;
81.步骤s300、对接收到的位置正向调整指令和/或位置负向调整指令进行求和,得到位置控制脉冲数,以及对接收到的加速指令和/或减速指令进行求和,得到速度控制脉冲数,并将所述速度控制脉冲数转换为速度控制百分比;
82.步骤s400、根据位置控制脉冲数生成第一电机驱动触发指令,以及根据所述速度控制百分比和预定的电机转速设定值生成第二电机驱动触发指令。
83.在本发明实施例提出的数控磨床工作台的控制系统的基础上,本发明实施例还提出了一种数控磨床,该数控磨床包括数控磨床工作台和本发明实施例提出的数控磨床工作台的控制系统。
84.虽然以上对本发明的一个或者多个实施方式进行了描述,但是本领域的普通技术人员应当知晓,本发明能够在不偏离其主旨与范围的基础上通过任意的其他的形式得以实施。因此,以上描述的实施方式属于示意性的而非限制性的,在不脱离如所附各权利要求所定义的本发明精神及范围的情况下,对于本技术领域的普通技术人员而言许多修改和替换均具有显而易见性。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
