1.本发明属于数控机床操作系统技术领域,具体涉及一种锯铣床数控系统的构建方法。
2.本发明还涉及上述锯铣床数控系统的执行方法。
3.本发明还涉及上述锯铣床数控系统的操作方法。
背景技术:
4.数控锯铣床是一种新型的数控机床,其利用高速旋转的铣刀进行铣削,具有锯切表面光滑,无多余毛刺的优点,其应用范围广,可以切割任何弯料,并且可以锯切各种形状。
5.目前此类机床在国内还属于研发初始阶段,仍然需要克服很多难题并不断突破创新。现有的数控锯铣床自动化程度不高,导致加工效率低,且加工精度差。亟需一种新的数控操作系统来改善目前的弊端。
技术实现要素:
6.本发明提供了一种高加工精度与效率的锯铣床数控系统的构建方法,包括构建:
7.一个应用端,在应用端中输入加工前工件总长度及加工后的尺寸、数量;
8.受应用端驱动的相应的设备端,在设备端中执行相应工件的定位操作,和相应的加工操作。
9.进一步地,所述应用端包括:
10.应用层,其提供能让用户操作的界面,并在界面上由用户输入相应的加工前工件总长度及加工后的尺寸、数量,生成相应的erp数据用于输出;
11.数据层,其接受应用层中输出的数据,并生成相应的控制指令;以及接受设备端的反馈,生成相应的伺服机构位置数据;
12.硬件层,其中配有实现数据处理的cpu、ram和eprom;
13.其中,若用户输入的数据有误时,数据层反馈至操作界面上,以提示用户所输入的数据是否正确;
14.所述设备端包括:
15.执行层,其接收数据层生成的控制指令,并驱动相应的气压、液压元件实现相应的加工操作;
16.驱动层,其包括的能够接受数据层相应的控制指令,并实现相应伺服操作的伺服电机,以及实现相应主轴加工操作的主轴电机;
17.其中,所述气压元件包括:测量机构,用于气动测量;清洁机构,用于清洁切削碎屑;所述液压元件包括:夹紧机构,用于夹钳的夹紧、放松;压料机构,用于对工件侧夹及上压。
18.进一步地,所述应用端具有多个协议接口与相应的设备端实现数据交互;在设备端中,使用红外线测量工件的尺寸,并实时传输工件的测量尺寸、加工尺寸、加工次数、加工
进给率、主轴转速、各轴的负载数据至相应的应用端;其加工精度在0.05mm以内。
19.本发明还提供了一种上述锯铣床数控系统的执行方法,具体包括以下步骤:
20.s1:用户输入数据后,数据层接收数据并自检;若数据不正确,则执行报警操作,并反馈至操作界面上,提示用户输入有误,若数据正确,则执行s2;
21.s2:在数据层中根据所输入的数据,判断是否生成执行自动切削的控制指令;若判断为否,则执行s3;若判断为是,则执行s4;
22.s3:继续判断是否生成执行去边切削的控制指令,若判断为否,则结束加工操作;若判断为是,则执行s5;
23.s4:送料伺服马达接收执行自动切削的控制指令,并执行相应的自动切削加工操作;
24.s5:送料伺服马达接收执行去边切削的控制指令,并执行相应的去边切削加工操作;
25.s6:当s4和s5的加工操作完成后,由设备端反馈剩余能加工材料的数据,并在数据层中判断材料的有无;并生成相应的控制指令,若判断为无,则报警并结束加工操作;若判断为有,则执行s7;
26.s7:锯床接收相应的控制指令,并使锯片执行相应的加工操作;
27.s8:设备端在加工时实时反馈监测数据;监测数据包括工件的测量尺寸,加工尺寸,加工次数,加工进给率,主轴转速,各轴的负载数据;由数据层判断是否正常;若判断为不正常,则执行报警操作,并结束加工操作;若判断为正常;则执行s9;
28.s9:由数据层继续判断是否执行切削操作,并生成相应的控制指令;若判断为否,则结束加工操作;若判断为是,则返回s2。
29.进一步地,所述操作界面包括自带键盘的触摸屏式数控系统提供的操作界面,以及电脑端提供的操作界面,当为电脑端时,数据层中提供一个暂存区,用于储存电脑端操作界面输入的数据;所述暂存区设置在内存空间中,并将储存的工件数据复制到内存中,然后由数据层处理数据。
30.进一步地,所述操作界面包括主画面,主画面上包括:
31.machine position数据,其包括伺服轴坐标数据x,z、伺服轴的负载、进给速率f和主轴转速s数据;
32.正锯尺寸数据和正锯数量数据;
33.材质输入框,分别用输入0,1,2代表不同的材质;
34.锯件数量输入框,分别用输入1,2分别代表单件锯和多件锯;
35.材料总长度输入框;
36.材料边部是否锯切框,分别用输入1,2代表去边和不去边;
37.去边尺寸输入框;
38.并设置多对代表单件锯切尺寸及数量的输入框;
39.所述操作界面包括第一设置画面和第二设置画面,第一设置画面上包括:
40.代表不同材质的切削速率输入框、锯轮转速输入框以及进给伺服轴x切削时限制负载输入框;
41.料夹送料速度输入框,料夹后退速度输入框;锯带轮厚度输入框,并提示最小厚
度;锯缝补偿值输入框;
42.第二设置画面上包括:
43.尺寸补正量输入框,并提示数值范围;
44.进刀速率降速输入框,并提示数值范围;
45.主钳与料钳补正量输入框,并提示数值范围。
46.本发明还提供了一种上述锯铣床数控系统的操作方法,包括以下步骤:
47.a1:按钮启动应用端和设备端;
48.a2:设置准备键,按压后,启动设备端的液压油泵;
49.a3:mode模式旋钮转到zrn归零,然后先按 x标示的按键使得锯片回到零位,确保工作台面没有材料,锯片归零后按 z手抓回到零位;
50.a4:mode模式旋钮转到memory记忆加工模式,按f0标示的按键切换到锯切数据主画面;
51.a5:锯切数据主画面输入需要锯切材料的材料总宽度,总长度,需要锯切的长度尺寸和数量,锯切分为单件锯和多件锯,单件锯选择1输入单件尺寸,多件锯选择2,不需要切割的尺寸可在数量里设置为0;
52.a6:选择去边和不去边,去边选择1,不去边选择0,去边为多件锯时,设置为第一块成品料的基准边,去边尺寸最小为80mm;
53.a7:主画面锯切参数设置完成后,按cycle start循环启动按钮,设置闪烁为准备等待上料,上料完成后按一次cycle start循环启动按钮,则锯切开始;
54.a8:锯切完成后,若为单件锯,则需要手动把锯片退到零位,若为多件锯,则锯片会自动退回零位。
55.进一步地,在主画面上显示不同的代码,以代表各个状态,包括程序暂停、主轴旋转、主轴停止、料夹钳松、料夹钳紧、料夹钳松停、冷却水开、冷却水关、排屑开、排屑关、程序结束、主夹钳松、主夹钳紧、主夹钳松停、去边、以及代表不同编号的工件。
56.进一步地,在操作过程中还包括报警设置,报警设置包括:
57.液压马达过热、排屑马达过载、滑油单元检查油位、x轴负向限位开关故障检查、液压压力不足、x轴过载检查切削状况、主轴驱动器、没材料、气压低检查气源、手动上料中、液压压力低、主轴循环油压力低、主轴速度没到达、液压没启动请按准备键、主轴风扇过热、油气单元缺油、油气单元油位低。
58.进一步地,在电脑端构建新的加工流程,具体步骤包括:
59.在数据层中新建主文件夹,并在主文件夹中建立多个子文件夹;
60.多个子文件夹中分别设置单个加工流程的数据,并在主文件夹中按照加工顺序依次组合子文件夹中的加工数据,形成完整的加工数据,压缩文件,并通过闪卡存储至数据层中,解压后,由数据层处理相应的加工数据,并生成相应的控制指令,让设备端完成相应的加工操作。
61.本发明的有益效果:
62.1.本数控操作系统可一次输入工件总长度以及工件所需加工后的尺寸及数量,进行快速将工件定位,并自动加工,具有高效率高精度加工的特点,加工精度可控制在0.05mm以内。并且依据不同材料的材料性能,预设多种与其性能匹配的切割参数,可根据切割需求
对切割材料进行单独送料、多次循环送料、不同尺寸送料的切割方式。此外,本数控操作系统提供了丰富的软件协议接口,能广泛应用在各类的机床上,适用性强。
63.2.在本数控操作系统的主页面上会显示加工状态和发生警报所对应的代码,可以更加直观地看到加工工序,以及发生警报所对应的具体故障原因,可以精准地对警报做出相应的纠正,保证加工过程中的安全。
附图说明
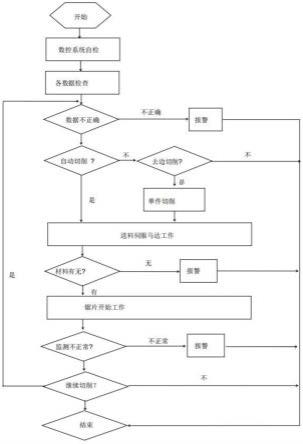
64.图1是实施例2所述锯铣床数控系统的执行方法流程图;
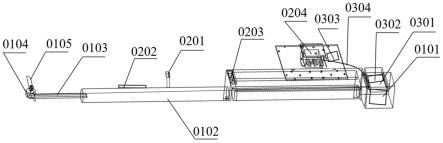
65.图2是实施例1所述锯铣床数控系统的构建方法结构示意图;
66.图3是实施例2所述锯铣床数控系统的执行方法的操作界面主画面;
67.图4是实施例2所述锯铣床数控系统的执行方法的第一设置画面;
68.图5是实施例2所述锯铣床数控系统的执行方法的第二设置画面。
具体实施方式
69.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
70.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
71.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
72.实施例1
73.如图2所示,本实施例提供了一种锯铣床数控系统的构建方法,包括构建:
74.一个应用端,在应用端中输入加工前工件总长度及加工后的尺寸、数量;
75.受应用端驱动的相应的设备端,在设备端中执行相应工件的定位操作,和相应的加工操作。
76.在本实施例中,所述应用端包括:
77.应用层,其提供能让用户操作的界面,并在界面上由用户输入相应的加工前工件总长度及加工后的尺寸、数量,生成相应的erp数据用于输出;
78.数据层,其接受应用层中输出的数据,并生成相应的控制指令;以及接受设备端的反馈,生成相应的伺服机构位置数据;
79.硬件层,其中配有实现数据处理的cpu、ram和eprom。
80.在本实施例中,所述用户输入的数据有误时,数据层反馈至操作界面上,以提示用
户所输入的数据是否正确,这样可以更加直观的确定输入数据的正确与否,便于纠正错误数据信息,更加及时地发现错误数据,避免后边程序执行错误。
81.在本实施例中,所述设备端包括:
82.执行层,其接收数据层生成的控制指令,并驱动相应的气压、液压元件实现相应的加工操作;
83.驱动层,其包括的能够接受数据层相应的控制指令,并实现相应伺服操作的伺服电机,以及实现相应主轴加工操作的主轴电机。
84.在本实施例中,所述气压元件包括:测量机构,用于气动测量;清洁机构,用于清洁切削碎屑;所述液压元件包括:夹紧机构,用于夹钳的夹紧、放松;压料机构,用于对工件侧夹及上压。
85.在本实施例中,所述应用端具有多个协议接口与相应的设备端实现数据交互,能广泛应用在各类的机床上,适用性强;在设备端中,使用红外线测量工件的尺寸,并实时传输工件的测量尺寸、加工尺寸、加工次数、加工进给率、主轴转速、各轴的负载数据至相应的应用端;便于监测加工过程中的数据信息,保证加工的准确性,其加工精度在0.05mm以内,满足高精度高效率的工件加工需求。
86.实施例2
87.如图1所示,本实施例提供了上述锯铣床数控系统的执行方法,包括以下步骤:
88.s1:用户输入数据后,数据层接收数据并自检;若数据不正确,则执行报警操作,并反馈至操作界面上,提示用户输入有误,若数据正确,则执行s2;
89.s2:在数据层中根据所输入的数据,判断是否生成执行自动切削的控制指令;若判断为否,则执行s3;若判断为是,则执行s4;
90.s3:继续判断是否生成执行去边切削的控制指令,若判断为否,则结束加工操作;若判断为是,则执行s5;
91.s4:送料伺服马达接收执行自动切削的控制指令,并执行相应的自动切削加工操作;
92.s5:送料伺服马达接收执行去边切削的控制指令,并执行相应的去边切削加工操作;
93.s6:当s4和s5的加工操作完成后,由设备端反馈剩余能加工材料的数据,并在数据层中判断材料的有无;并生成相应的控制指令,若判断为无,则报警并结束加工操作;若判断为有,则执行s7;
94.s7:锯床接收相应的控制指令,并使锯片执行相应的加工操作;
95.s8:设备端在加工时实时反馈监测数据;监测数据包括工件的测量尺寸,加工尺寸,加工次数,加工进给率,主轴转速,各轴的负载数据;由数据层判断是否正常;若判断为不正常,则执行报警操作,并结束加工操作;若判断为正常;则执行s9;
96.s9:由数据层继续判断是否执行切削操作,并生成相应的控制指令;若判断为否,则结束加工操作;若判断为是,则返回s2。
97.通过输入工件的加工数据信息,系统会自动判别数据的正确性,快速对工件进行定位,并根据加工数据进行自动加工,利用本数控系统可以提高工件加工自动化,具有高效率高精度加工的特点,加工精度可控制在0.05mm以内。本数控系统自带第一级程序执行周
期是16ms,基本指令平均执行时间是0.6ms,以满足高速度、高响应、高精度、高灵敏度驱动层工作。在加工过程中,会实时对工件数据进行同步监测,监控保护机床,并且确保工件的加工精度,若不符合加工要求,会随时触发警报,确保在加工过程中出现异常时能及时通知现场工作人员,避免重大安全隐患的发生,保证更有效地对加工过程进行监管,提高监管的智能化水平。
98.在本实施例中,提供了两种不同形式的操作界面,包括自带键盘的触摸屏式数控系统提供的操作界面,可以进行键盘操控,以及电脑端提供的操作界面,当为电脑端时,数据层中提供一个暂存区,用于储存电脑端操作界面输入的数据;所述暂存区设置在内存空间中,并将储存的工件数据复制到内存中,然后由数据层处理数据。
99.如图3所示,在本实施例中,所述操作界面包括主画面,主画面上包括:
100.machine position数据,其包括伺服轴坐标数据x,z、伺服轴的负载、进给速率f和主轴转速s数据;
101.正锯尺寸数据和正锯数量数据;
102.材质输入框,分别用输入0,1,2代表不同的材质;其中,0代表数据库中材质45c的数据;1代表材质p20中的数据;2代表材质铝的数据;
103.锯件数量输入框,分别用输入1,2分别代表单件锯和多件锯;选择1时,只锯切一件工件;选择2时,可锯切多件工件;
104.材料总长度输入框,其单位为mm;
105.材料边部是否锯切框,分别用输入1,2代表去边和不去边;
106.去边尺寸输入框,输入需要去边的尺寸即可,单位为mm;
107.并设置多对代表单件锯切尺寸及数量的输入框,可分别对锯切的尺寸和数量单独设置,如果第二件锯切的尺寸和数量与第一件设置的参数不一致时,在执行完第一件工件锯切后,自动执行第二件所设置的参数信息进行相应的锯切,以此类推,提高了锯切的自动化。
108.如图4-5所示,在本实施例中,所述操作界面包括第一设置画面和第二设置画面,
109.第一设置画面上包括:
110.代表不同材质的切削速率输入框、锯轮转速输入框以及进给伺服轴x切削时限制负载输入框;
111.料夹送料速度输入框,料夹后退速度输入框;锯带轮厚度输入框,并提示最小厚度;锯缝补偿值输入框;
112.具体地,各选项的含义分别代表:
113.切削速率:锯切时进给率,单位:min/mm;
114.锯轮转速:锯切时主轴转速,单位:rpm;
115.x切削限制负载:锯切时x限制负载,单位:%;
116.料夹送料速度:料夹送料时速度,单位:min/mm;
117.料夹后退速度:料夹后退时速度,单位:min/mm;
118.锯带轮厚度:锯带轮厚度,单位:mm;
119.锯缝补偿值:锯缝补正,单位:mm。
120.第二设置画面上包括:
121.尺寸补正量输入框,并提示数值范围;
122.进刀速率降速输入框,并提示数值范围;
123.主钳与料钳补正量输入框,并提示数值范围。
124.具体地,各选项的含义分别代表:
125.尺寸补正量:尺寸补正量,单位:mm;
126.进刀速率降速:锯切时进给降速,单位:%;
127.主钳与料钳补正量:主钳与料钳的补正量,单位:mm。
128.实施例3
129.本实施例提供了上述锯铣床数控系统的操作方法,包括以下步骤:
130.a1:按钮启动应用端和设备端;
131.a2:设置准备键,按压后,启动设备端的液压油泵;
132.a3:mode模式旋钮转到zrn归零,然后先按 x标示的按键使得锯片回到零位,确保工作台面没有材料,锯片归零后按 z手抓回到零位;
133.a4:mode模式旋钮转到memory记忆加工模式,按f0标示的按键切换到锯切数据主画面;
134.a5:锯切数据主画面输入需要锯切材料的材料总宽度、总长度,需要锯切的长度尺寸和数量,锯切分为单件锯和多件锯,单件锯选择1输入单件尺寸,多件锯选择2,不需要切割的尺寸可在数量里设置为0;
135.a6:选择去边和不去边,去边选择1,不去边选择0,去边为多件锯时,设置为第一块成品料的基准边,去边尺寸最小为80mm;
136.a7:主画面锯切参数设置完成后,按cycle start循环启动按钮,设置闪烁为准备等待上料,上料完成后按一次cycle start循环启动按钮,则锯切开始;
137.a8:锯切完成后,若为单件锯,则需要手动把锯片退到零位,若为多件锯,则锯片会自动退回零位。
138.在本实施例中,在主画面上显示不同的代码,以代表各个状态,包括程序暂停、主轴旋转、主轴停止、料夹钳松、料夹钳紧、料夹钳松停、冷却水开、冷却水关、排屑开、排屑关、程序结束、主夹钳松、主夹钳紧、主夹钳松停、去边、以及代表不同编号的工件。
139.具体地,不同代码对应的各个状态如下表:
[0140][0141][0142]
在本实施例中,在操作过程中还包括报警设置,报警设置包括:
[0143]
液压马达过热、排屑马达过载、滑油单元检查油位、x轴负向限位开关故障检查、液压压力不足、x轴过载检查切削状况、主轴驱动器、没材料、气压低检查气源、手动上料中、液压压力低、主轴循环油压力低、主轴速度没到达、液压没启动请按准备键、主轴风扇过热、油气单元缺油、油气单元油位低。
[0144]
具体地,不同代码对应的各个警报说明如下表所示:
[0145][0146][0147]
通过在主画面上显示各种警报所对应的代码,可以快速发现发出警报的故障原因,更精准地对警报做出相应的纠正,保证了加工效率。
[0148]
在本实施例中,在电脑端构建新的加工流程,具体步骤包括:
[0149]
在数据层中新建主文件夹,并在主文件夹中建立多个子文件夹;
[0150]
多个子文件夹中分别设置单个加工流程的数据,并在主文件夹中按照加工顺序依次组合子文件夹中的加工数据,形成完整的加工数据,压缩文件,并通过闪卡存储至数据层中,解压后,由数据层处理相应的加工数据,并生成相应的控制指令,让设备端完成相应的加工操作。
[0151]
通过自由构建新的加工流程,可以适应不同工件加工需求,提高了整体的灵活性和适用性,具有广阔的应用前景。
[0152]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。