1.本发明涉及光学设备领域,尤其涉及一种异种金属激光点焊的光束整形装置及激光焊接设备。
背景技术:
2.随着新能源汽车行业迅速发展,作为新能源汽车的“核心”,动力电池的性能直接影响新能源汽车的续航里程。在动力电池制造流程中存在众多的激光焊接工序。其中铝铜极耳的焊接为异种金属焊接,解决异种金属的焊接问题是保证动力电池稳定性和安全性的重要技术手段。
3.铝与铜两种金属的热物理性能相差较大,例如熔点、热膨胀系数、热导率等,所以焊接后容易出现焊接缺陷。在熔化过程中,熔池内金属铝与金属铜相互扩散会产生多种硬、脆、电阻大的金属间化合物,力学性能和电学性能较差。同时两者都为高反材料,目前焊接时需要采用昂贵的绿光、蓝光激光器,设备成本较高。
技术实现要素:
4.本发明提供一种异种金属激光点焊的光束整形装置,用以解决现有的激光焊接技术存在金属间化合物多,焊点强度低以及焊点电阻大的问题。
5.本发明提供一种异种金属激光点焊的光束整形装置,包括:
6.激光器,所述激光器用于输出高斯光束;
7.准直镜,所述准直镜的输入端通过导光件与所述激光器的输出端连接,所述准直镜用于对所述激光器输出的激光束进行扩束并对激光束进行准直;
8.光学衍射元件,所述光学衍射元件的输入端与所述准直镜的输出端相对设置,所述光学衍射元件用于将所述准直镜输出的激光束分束为至少两束激光束;
9.振镜,所述振镜的输入端与所述光学衍射元件的输出端相对设置,所述振镜用于对所述光学衍射元件输出的激光束聚焦并将激光束投射于待焊工件表面。
10.根据本发明实施例提供的一种异种金属激光点焊的光束整形装置,所述光学衍射元件的输入端与所述准直镜的输出端连接,所述振镜的输入端与所述光学衍射元件的输出端连接。
11.根据本发明实施例提供的一种异种金属激光点焊的光束整形装置,所述激光器为基模光纤激光器。
12.根据本发明实施例提供的一种异种金属激光点焊的光束整形装置,所述激光器输出的激光束为m2《2的单模激光。
13.根据本发明实施例提供的一种异种金属激光点焊的光束整形装置,所述激光器输出激光束的波长为1080nm。
14.根据本发明实施例提供的一种异种金属激光点焊的光束整形装置,所述光学衍射元件将所述准直镜输出的激光束分束为两束激光束,所述两束激光束经过所述振镜投射于
待焊工件表面形成两个光斑,两个所述光斑之间的距离为5-10μm。
15.根据本发明实施例提供的一种异种金属激光点焊的光束整形装置,所述准直镜的焦距为200-300mm。
16.根据本发明实施例提供的一种异种金属激光点焊的光束整形装置,所述光学衍射元件的材料为光学玻璃。
17.根据本发明实施例提供的一种异种金属激光点焊的光束整形装置,所述振镜为前聚焦式振镜。
18.本发明还提供一种激光焊接设备,所述激光焊接设备包括上述任意一项所述的异种金属激光点焊的光束整形装置。
19.本发明实施例提供的异种金属激光点焊的光束整形装置,通过对激光束进行整形,可使激光束在待焊工件表面形成两个光斑,在应用于铝/铜异种金属激光螺旋点焊时,可实现熔钎焊和熔焊相结合的焊接方式,相较于传统的熔焊方式,本发明的异种金属激光点焊的光束整形装置焊接之后具有金属间化合物少,焊点强度更高,焊点电阻更小的优点。应用于动力电池铝/铜异种金属极耳焊接,能够提升电池电学性能及稳定性。
附图说明
20.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
21.图1是本发明实施例提供的异种金属激光点焊的光束整形装置的结构示意图;
22.图2是本发明实施例提供的使用异种金属激光点焊的光束整形装置焊接之后焊接点的金属间化合物分布示意图;
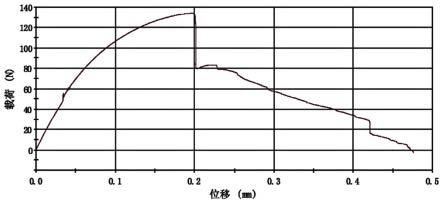
23.图3是本发明实施例提供的使用异种金属激光点焊的光束整形装置焊接之后焊接点的抗拉强度示意图。
24.附图标记:
25.100、激光器;200、准直镜;300、光学衍射元件;400、振镜;410、动态聚焦镜;420、xy振镜组件。
具体实施方式
26.下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
27.在本发明实施例的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明实施例的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
28.在本发明实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“相
连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明实施例中的具体含义。
29.在本发明实施例中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
30.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明实施例的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
31.下面结合图1-图3描述本发明实施例的异种金属激光点焊的光束整形装置。
32.图1示例了本发明实施例提供的异种金属激光点焊的光束整形装置的结构示意图,如图1所示,异种金属激光点焊的光束整形装置包括激光器100、准直镜200、光学衍射元件300和振镜400,激光器100用于输出高斯光束。准直镜200的输入端通过导光件与激光器100的输出端连接,导光件用于将激光器100输出的激光束传导至准直镜200的输入端,准直镜200用于对激光器100输出的激光束进行扩束并对激光束进行准直。激光束经过准直镜200进行扩束之后,改变了激光束的直径,也就改变了光斑与发散角的大小。光学衍射元件300的输入端与准直镜200的输出端相对设置,光学衍射元件300用于将准直镜200输出的激光束分束为至少两束激光束。振镜400的输入端与光学衍射元件300的输出端相对设置,振镜400用于对光学衍射元件300输出的激光束聚焦并将激光束投射于待焊工件表面。
33.本发明实施例提供的异种金属激光点焊的光束整形装置,通过对激光束进行整形,可使激光束在待焊工件表面形成两个光斑,在应用于铝/铜异种金属激光螺旋点焊时,可实现熔钎焊和熔焊相结合的焊接方式,相较于传统的熔焊方式,本发明的异种金属激光点焊的光束整形装置焊接之后具有金属间化合物少,焊点强度更高,焊点电阻更小的优点。应用于动力电池铝/铜异种金属极耳焊接,能够提升电池电学性能及稳定性。
34.可以理解的是,导光件为光纤,光纤的一端与激光器100的输出端连接,另一端与准直镜200的输入端连接,激光器100输出的激光束通过光纤传导至准直镜200的输入端。
35.可以理解的是,光学衍射元件300的输入端与准直镜200的输出端连接,以实现准直镜200的输出端与光学衍射元件300的输入端相耦合,光学衍射元件300的输入端与准直镜200的输出端的连接方式可以有多种,可以通过螺纹直接连接,也可通过带有螺纹或者卡扣的套筒连接,也可采用扣件连接。当然,光学衍射元件300的输入端也可以与准直镜200的输出端不连接,在这种情况下,光学衍射元件300的输入端与准直镜200的输出端间隔预定距离,且光学衍射元件300与准直镜200处于同一直线上,准直镜200的输出端输出的激光束
可以直接射入光学衍射元件300的输入端。
36.振镜400的输入端与光学衍射元件300的输出端连接,以实现振镜400的输入端与光学衍射元件300的输出端相耦合。振镜400的输入端与光学衍射元件300的输出端的连接方式可以有多种,可以通过螺纹直接连接,也可通过带有螺纹或者卡扣的套筒连接,也可采用扣件连接。当然,振镜400的输入端与光学衍射元件300的输出端也可不连接,在这种情况下,振镜400的输入端与光学衍射元件300的输出端间隔预定距离,且振镜400与光学衍射元件300处于同一直线上,光学衍射元件300输出的激光束可以直接射入振镜400的输入端。
37.可以理解的是,激光器100为基模光纤激光器,基模光纤激光器可以输出基模高斯光束,激光器100输出激光束的波长为1080nm,激光器100输出的激光束为m2《2的单模激光。
38.可以理解的是,光学衍射元件300将准直镜200输出的激光束分束为两束激光束,两束激光束分别经过振镜400投射于待焊工件表面形成两个光斑,其中一个光斑为大光斑,另一个光斑为小光斑。大光斑的直径为70μm,小光斑的直径为30μm,大光斑可以对待焊工件进行预热,同时实现对待焊工件进行热导焊;小光斑实现对待焊工件进行深熔焊。由于实现了熔钎焊和熔焊相结合的焊接方式,将上述焊接方式应用于焊接动力电池的铝/铜异种金属极耳时,能有效减少金属间化合物,焊接点强度更高,焊接点电阻更小,焊接点没有气孔和裂纹等缺陷,焊接点不会变脆,依然保留了原来的金属性能和力学强度。焊接过程中,两个光斑之间的距离为5-10μm。
39.这里需要说明的是,激光束经过光学衍射元件300分束之后激光束的数量并不限定于两束,也可以为四束或者更多数量。大光斑的直径与小光斑的直径并不限定于上述尺寸,具体可根据需要进行调节。
40.可以理解的是,准直镜200可以使光束在一定范围内近似为平行传输,从而使得光学衍射元件300获得更好的整形效果,准直镜200的焦距为200-300mm,准直镜200的焦距具体根据激光束需要调节的直径尺寸进行确定。
41.可以理解的是,光学衍射元件300的材料为光学玻璃,当然光学衍射元件300的材料并不限定于此,还可以是其他具有与光学玻璃相同功能的光学材料。光学衍射元件300允许高功率光束沿光轴不受干扰地传播,但会产生一个低能量的侧光束,该侧光束为产生小光斑的那束激光。
42.可以理解的是,振镜400为前聚焦式振镜。前聚焦式振镜包括动态聚焦镜410和xy振镜组件420。其中,动态聚焦镜410位于振镜400的进光侧,在工作过程中通过调节动态聚焦镜410的微调移动镜头和聚集镜头之间的距离来实现聚焦补偿。xy振镜组件420位于振镜400的出光侧,xy振镜组件420包括x振镜和y振镜,x振镜与y振镜之间形成有夹角,通过动态聚焦镜410的两束激光再通过x振镜和y振镜之后可以改变传播方向,从而将两束激光束投射于待焊工件的表面,在待焊工件的表面形成两个光斑。通过对x振镜和y振镜之间的角度进行调节,使投射于待焊工件表面的激光束在xy面上进行移动。
43.图2示例了本发明实施例提供的使用异种金属激光点焊的光束整形装置焊接之后焊接点的金属间化合物分布示意图,如图2所示,使用本发明实施例提供的异种金属激光点焊的光束整形装置进行焊接,可实现熔钎焊和熔焊相结合的焊接方式,相较于传统的熔焊方式金属间化合物减少,焊接点强度更高,焊接点电阻更小,焊接点不会变脆,依然保留了原来的金属性能和力学强度。应用于动力电池的铝/铜异种金属极耳焊接,能够提升电池电
学性能及稳定性。
44.图3示例了本发明实施例提供的使用异种金属激光点焊的光束整形装置焊接之后焊接点的抗拉强度示意图,如图3所示,采用本发明实施例提供的异种金属激光点焊的光束整形装置焊接之后,焊接点的抗拉强度没有很明显的降低,依然保留了原来的金属性能和力学强度。
45.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。