1.本发明涉及调直装置领域,特别是涉及一种不锈钢丝生产工艺用调直装置。
背景技术:
2.锈钢丝又称不锈钢线,用不锈钢为原材料制作的各类不同规格和型号的丝质产品,原产地美国、荷兰、日本,截面一般呈圆形或扁形,常见的耐腐蚀性好、性价比高的不锈钢丝是304和316的不锈钢丝,故此我们需要一种不锈钢丝生产工艺用自动调直装置;但是目前使用的不锈钢丝生产工艺用自动调直装置,主要通过两排交错排列的调直辊进行多次辊压调直,一般只进行水平与竖直两个角度的调直,调直效果较差。
技术实现要素:
3.本发明的目的就为了解决上述问题而提供一种不锈钢丝生产工艺用调直装置。
4.本发明通过以下技术方案来实现上述目的:
5.一种不锈钢丝生产工艺用调直装置,包括支撑座、用于调直的转动机构、用于走线的拨链机构;
6.所述支撑座共设置有两个且内部均设置有过线筒,其中一个所述支撑座一侧设置有电机,两个所述支撑座之间设置有三个球链框架,所述球链框架内部设置有若干滚珠,所述滚珠内部安装有滚珠转轴,所述滚珠转轴之间使用销轴相互连接,所述球链框架两端连接有u型连接板,所述转动机构设置于所述球链框架两侧,所述拨链机构设置于所述球链框架外部;
7.所述转动机构包括转动盘,所述转动盘设置于所述球链框架两侧,所述转动盘靠近所述电机一侧设置有第一齿轮,所述第一齿轮下侧设置有第二齿轮,所述转动盘沿圆周设置有三个旋臂,所述转动盘的旋臂外部安装有三个滑块,所述滑块与所述u型连接板之间连接有连杆,所述转动盘的旋臂两侧设置有调节螺栓,所述调节螺栓贯穿所述滑块,所述调节螺栓外部安装有固定螺母;
8.所述拨链机构包括第一支架、拨动盘,所述第一支架设置于所述连杆外部,所述第一支架内部设置有传动轴,所述传动轴靠近所述电机一端安装有第一锥轮,另一端安装有第二锥轮,三个所述第一锥轮之间设置有第三锥轮,所述第三锥轮靠近所述电机一侧设置有第三齿轮,所述第三齿轮下侧设置有第四齿轮;
9.所述拨动盘设置于所述球链框架两端,所述拨动盘内部设置有转轴,所述转轴与所述球链框架之间连接有第二支架,所述拨动盘靠近所述第二锥轮一侧设置有第四锥轮,所述两个所述第四锥轮之间设置有双锥轮传动杆。
10.上述结构中,加工前需要根据钢丝尺寸,通过所述调节螺栓调节所述球链框架之间的间距,同时调节所述第一锥轮的位置,保证其始终与所述第三锥轮啮合;
11.需要加工时将不锈钢丝从所述过线筒中插入到所述球链框架之间,开启所述电机,所述电机通过所述第四齿轮传动带动所述第三齿轮转动,所述第三齿轮与所述第三锥
轮同步转动,所述第三锥轮带动所述第一锥轮转动,所述第一锥轮通过所述传动轴带动所述第二锥轮转动,从而带动所述第四锥轮转动,所述第四锥轮带动所述转轴转动,所述转轴与所述拨动盘同步转动,从而通过所述拨动盘拨动所述滚珠在所述球链框架的中进行滑动,在摩擦力的作用下,拉动不锈钢丝运动;
12.与此同时,所述电机通过所述第二齿轮带动所述第一齿轮转动,所述转动盘与所述第一齿轮同步转动,所述转动盘带动所述球链框架进行转动,从而使所述滚珠在不锈钢丝表面进行滚动,由于每个所述球链框架内的所述滚珠的位置相互交错,不锈钢丝会在所述滚珠所造成的相互挤压作用下进行调直。
13.优选地,所述过线筒与所述支撑座焊接连接,所述滚珠在所述球链框架中滑动,所述滚珠与所述滚珠转轴转动连接,所述u型连接板与所述球链框架螺栓连接。
14.优选地,所述第一齿轮与所述转动盘焊接连接,所述第二齿轮与所述第一齿轮啮合,所述第二齿轮与所述电机的输出轴键连接。
15.优选地,所述滑块在所述转动盘的旋臂外部滑动,所述连杆与所述滑块、所述u型连接板焊接连接,所述调节螺栓与所述转动盘的旋臂转动连接,所述调节螺栓与所述滑块、所述固定螺母螺纹连接。
16.优选地,所述第一支架与所述连杆焊接连接,所述传动轴与所述第一支架轴承连接,所述传动轴与所述第一锥轮、所述第二锥轮均为键连接,所述第一锥轮与所述第三锥轮啮合,所述第三锥轮与所述第三齿轮焊接连接,所述第三锥轮、所述第三齿轮与所述第一齿轮转动连接,所述第四齿轮与所述第三齿轮啮合,所述第四齿轮与所述电机的输出轴键连接。
17.优选地,所述转轴与所述拨动盘焊接连接,所述第二支架与所述转轴轴承连接,所述第二支架与所述球链框架焊接连接,所述第四锥轮与所述转轴键连接,所述第四锥轮与所述双锥轮传动杆啮合。
18.优选地,每个所述球链框架内的所述滚珠相互错位。
19.有益效果在于:本发明通过转动机构的设计,实现对不锈钢丝的全方位调直,以达到更好的调直效果,同时调直辊设计为滚珠,可以保证滚压时主要为滚动摩擦,减少不锈钢丝的磨损,而拨链机构与转动机构的配合,在调直的同时对不锈钢丝进行牵引,实现自动加工,可以有效提供生产效率。
附图说明
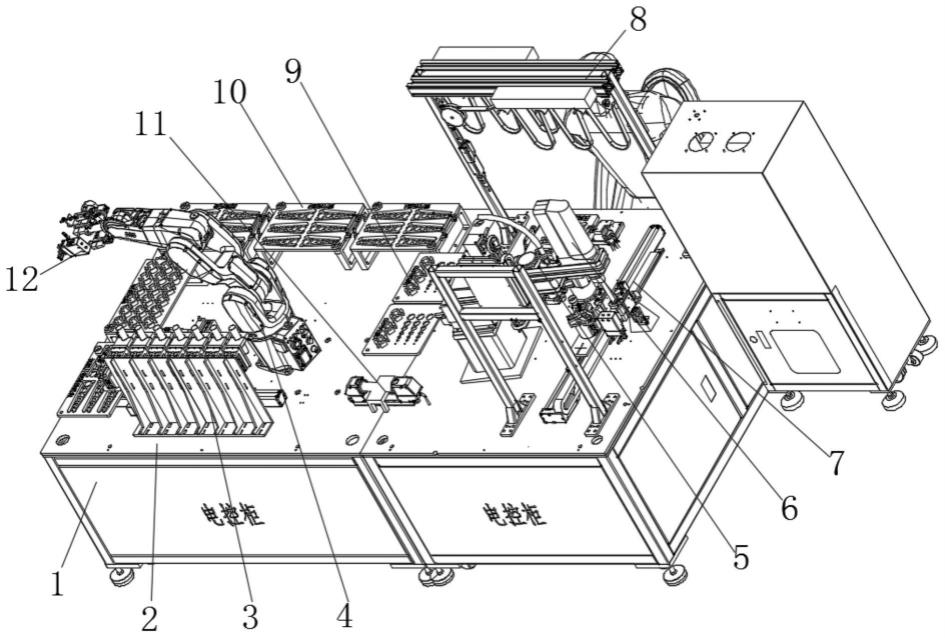
20.图1是本发明所述一种不锈钢丝生产工艺用调直装置的结构示意图;
21.图2是本发明所述一种不锈钢丝生产工艺用调直装置的转动机构的结构示意图;
22.图3是本发明所述一种不锈钢丝生产工艺用调直装置的转动盘处结构的爆炸视图;
23.图4是本发明所述一种不锈钢丝生产工艺用调直装置的拨链机构的结构示意图;
24.图5是本发明所述一种不锈钢丝生产工艺用调直装置的滚珠连接处结构示意图;
25.图6是本发明所述一种不锈钢丝生产工艺用调直装置的图5的俯视图;
26.图7是本发明所述一种不锈钢丝生产工艺用调直装置的拨动盘处的结构的爆炸视图;
27.图8是本发明所述一种不锈钢丝生产工艺用调直装置的转动盘结构示意图。
28.1、支撑座;2、过线筒;3、球链框架;4、滚珠;5、滚珠转轴;6、销轴;7、u型连接板;8、电机;101、转动盘;102、第一齿轮;103、第二齿轮;104、滑块;105、连杆;106、调节螺栓;107、固定螺母;201、第一支架;202、传动轴;203、第一锥轮;204、第二锥轮;205、第三锥轮;206、第三齿轮;207、第四齿轮;208、拨动盘;209、转轴;210、第二支架;211、第四锥轮;212、双锥轮传动杆。
具体实施方式
29.下面结合附图对本发明做进一步说明:
30.如图1-图8,一种不锈钢丝生产工艺用调直装置,包括支撑座1、用于调直的转动机构、用于走线的拨链机构;
31.支撑座1共设置有两个且内部均焊接连接有过线筒2,过线筒2用来保证加工过程中,不锈钢丝始终对心,其中一个支撑座1一侧设置有电机8,电机8为装置提供动力,两个支撑座1之间设置有三个球链框架3,球链框架3内部设置有若干滚珠4,每个球链框架3内的滚珠4相互错位,滚珠4作为不锈钢丝调直的施加压力的部件,滚珠4在球链框架3中滑动,滚珠4内部转动连接有滚珠转轴5,滚珠转轴5作为滚珠4的转动轴,滚珠转轴5之间使用销轴6相互连接,球链框架3两端螺栓连接有u型连接板7,u型连接板7用来固定球链框架3,转动机构设置于球链框架3两侧,拨链机构设置于球链框架3外部;
32.转动机构包括转动盘101,转动盘101设置于球链框架3两侧,转动盘101用来带动球链框架3进行转动,转动盘101靠近电机8一侧焊接连接有第一齿轮102,第一齿轮102下侧设置有第二齿轮103,第二齿轮103与第一齿轮102啮合,第二齿轮103与电机8的输出轴键连接,从而使电机8启动时,可以通过第二齿轮103带动第一齿轮102转动,转动盘101沿圆周设置有三个旋臂,转动盘101的旋臂外部滑动连接有三个滑块104,滑块104用来保证球链框架3有一定的调节空间,滑块104与u型连接板7之间焊接连接有连杆105,转动盘101的旋臂两侧设置有调节螺栓106,调节螺栓106贯穿滑块104,调节螺栓106外部安装有固定螺母107,调节螺栓106与转动盘101的旋臂转动连接,调节螺栓106与滑块104、固定螺母107螺纹连接,调节螺栓106与固定螺母107配合用来调节滑块104的位置;
33.拨链机构包括第一支架201、拨动盘208,第一支架201焊接连接于连杆105外部,第一支架201内部轴承连接有传动轴202,传动轴202靠近电机8一端安装有第一锥轮203,另一端安装有第二锥轮204,传动轴202与第一锥轮203、第二锥轮204均为键连接,三个第一锥轮203之间设置有第三锥轮205,第一锥轮203与第三锥轮205啮合,从而使第三锥轮205可以带动第一锥轮203转动,第三锥轮205靠近电机8一侧设置有第三齿轮206,第三锥轮205与第三齿轮206焊接连接,第三锥轮205、第三齿轮206与第一齿轮102转动连接,从而保证第三锥轮205与第三齿轮206可以同步转动且不受第一齿轮102影响,第三齿轮206下侧设置有第四齿轮207,第四齿轮207与第三齿轮206啮合,第四齿轮207与电机8的输出轴键连接,从而使电机8可以通过第四齿轮207带动第三齿轮206进行转动;
34.拨动盘208设置于球链框架3两端,拨动盘208内部焊接连接有转轴209,转轴209与球链框架3之间轴承连接有第二支架210,第二支架210与球链框架3焊接连接,第二支架210作为转轴209转动支撑部件,拨动盘208靠近第二锥轮204一侧设置有第四锥轮211,两个第
四锥轮211之间设置有双锥轮传动杆212,第四锥轮211与转轴209键连接,第四锥轮211与双锥轮传动杆212啮合,从而使第四锥轮211可以带动转轴209转动,且通过双锥轮传动杆212可以带动另一侧的拨动盘208转动。
35.上述结构中,加工前需要根据钢丝尺寸,通过调节螺栓106调节球链框架3之间的间距,同时调节第一锥轮203的位置,保证其始终与第三锥轮205啮合;
36.需要加工时将不锈钢丝从过线筒2中插入到球链框架3之间,开启电机8,电机8通过第四齿轮207传动带动第三齿轮206转动,第三齿轮206与第三锥轮205同步转动,第三锥轮205带动第一锥轮203转动,第一锥轮203通过传动轴202带动第二锥轮204转动,从而带动第四锥轮211转动,第四锥轮211带动转轴209转动,转轴209与拨动盘208同步转动,从而通过拨动盘208拨动滚珠4在球链框架3的中进行滑动,在摩擦力的作用下,拉动不锈钢丝运动;
37.与此同时,电机8通过第二齿轮103带动第一齿轮102转动,转动盘101与第一齿轮102同步转动,转动盘101带动球链框架3进行转动,从而使滚珠4在不锈钢丝表面进行滚动,由于每个球链框架3内的滚珠4的位置相互交错,不锈钢丝会在滚珠4所造成的相互挤压作用下进行调直。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。