1.本实用新型涉及一种可换模块真空吸盘夹具,属于在铣床、加工中心加等机械设备上进行零部件制造领域。
背景技术:
2.在铣床、加工中心进行薄壁工件铣平面时,需要对工件进行固定。通常都是使用普通三爪卡盘、平口钳装夹工件,存在以下技术缺陷:
3.1、平面壁厚超差;
4.2、装夹时工件受力变形,导致平面凸出,装夹受力造成零件侧面夹伤、工件报废、生产效率低。
技术实现要素:
5.本实用新型提供了一种可换模块真空吸盘夹具,真空吸附的装夹方式,实现了工件的快速定位和可靠加紧的夹具;工件装夹简便、快速、质量稳定、效率高。
6.本实用新型所述的可换模块真空吸盘夹具,包括底座,底座上设有可换模块,底座与可换模块通过相互配合的模块定位槽和模块定位台限位;
7.可换模块顶部设有工件定位台;
8.从工件定位台向下贯通可换模块开设有气道,底座上开设有气压表气孔和控制阀气孔,气压表气孔和控制阀气孔均连通气道。
9.工作过程或工作原理:
10.可换模块通过相互配合的模块定位槽和模块定位台限位装到底座上,工件装到工件定位台上,控制阀气孔连接真空泵,启动真空泵,通过真空吸附工件到夹具上,实现了工件的快速定位和可靠加紧的夹具;工件装夹简便、快速、质量稳定、效率高。
11.所述的底座上开设模块定位槽,可换模块底部对应设有模块定位台;
12.或者;底座上开设模块定位台,可换模块底部对应开设模块定位槽。
13.所述的模块定位槽和模块定位台为多边形或梯形。
14.所述的底座与可换模块接触面上开设模块密封槽,模块密封槽内设有模块密封圈。
15.所述的可换模块为一体成型。
16.所述的可换模块材质为铝合金或钢材。
17.所述的底座上对应气道开设气体流通道,底座从侧面开设气压表气孔和控制阀气孔,气压表气孔和控制阀气孔连通气体流通道。
18.所述的底座与可换模块通过螺栓连接。
19.所述的工件定位台上开设工件密封槽,工件密封槽内设有工件密封圈。
20.所述工件定位台4外周及上表面用于对工件定位。
21.与现有技术相比,本实用新型的有益效果是:
22.1、本实用新型通过设置底座和可换模块,能够根据工件形状更换可换模块就可以进行工件的装夹,实现了工件装夹简便、快速、质量稳定、效率高。
23.2、通过开设气道以及连通的气压表气孔和控制阀气孔,实现了真空吸附的装夹方式,实现了工件的快速定位和可靠加紧的夹具,避免了平面尺寸超差、平面度超差、零件侧面夹伤、工件报废、生产效率低的问题,提高了工件质量及生产效率。
24.3、采用可换模块,在更换工件时,可以直接更换模块,夹具的调整更为方便快捷;可换模块设有工件定位台、模块定位台,定位精度高,使工件装夹时避免了人为因素产生的废品。
附图说明
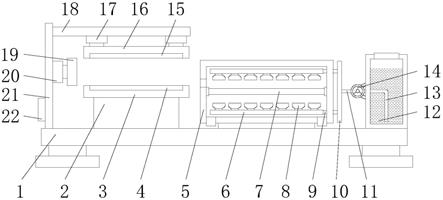
25.图1:本实用新型所述的可换模块真空吸盘夹具实施例1剖视结构示意图;
26.图2:本实用新型所述的可换模块真空吸盘夹具实施例1俯视结构示意图;
27.图3:本实用新型所述的可换模块真空吸盘夹具实施例1中可换模块俯视结构示意图;
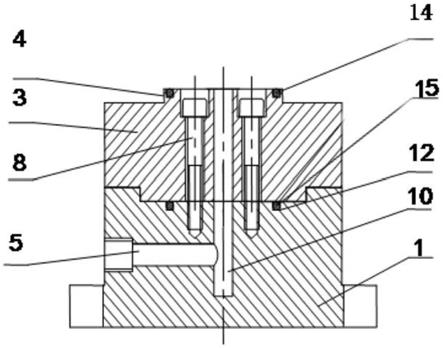
28.图4:图3的剖视结构示意图,
29.图5:本实用新型所述的可换模块真空吸盘夹具实施例1中底座俯视结构示意图,
30.图6:图5中a-a剖视结构示意图,
31.图7:图5中b-b剖视结构示意图。
32.图中:1、底座;2、控制阀气孔;3、可换模块;4、工件定位台;5、气压表气孔;6、气道;7、工件密封槽;8、螺栓;9、模块定位台;10、气体流通道;11、螺纹孔;12、模块密封槽;13、模块定位槽;14、工件密封圈;15、模块密封圈。
具体实施方式
33.实施例1
34.如图1所示,本实用新型所述的可换模块真空吸盘夹具,包括底座1,底座1上设有可换模块3,底座1与可换模块3通过相互配合的模块定位槽和模块定位台限位。
35.其中:
36.如图1-图4所示,可换模块3顶部设有工件定位台4;工件定位台4与工件相适应相配合设置,工件定位台用于对工件定位,工件定位台4外周及上表面用于对工件定位,定位精准,定位速度快,装夹工件快速、简便。
37.如图1、图5-图7所示,从工件定位台4向下贯通可换模块3开设有气道6,底座1上开设有气压表气孔5和控制阀气孔2,气压表气孔5和控制阀气孔2均连通气道6。
38.底座1上开设模块定位槽13,可换模块3底部对应设有模块定位台9;模块定位槽和模块定位台为多边形或梯形;模块定位槽和模块定位台也可以为其他非圆形状,例如,可以为星形或椭圆形。优选地,模块定位槽和模块定位台可以为方形;进一步优选的,模块定位槽和模块定位台可以为矩形。
39.如图1所示,底座1与可换模块3接触面上开设模块密封槽12,模块密封槽12内设有模块密封圈15。模块密封槽和模块密封圈用于加强模块与底座之间的密封,防止漏气。
40.可换模块3可以为一体成型。
41.可换模块3材质可以采用铝合金或钢材。
42.如图1、图5-图7所示,底座1上对应气道6开设气体流通道10,底座1从侧面开设气压表气孔5和控制阀气孔2,气压表气孔5和控制阀气孔2连通气体流通道10。
43.底座1与可换模块3通过螺栓8连接。底座上对应开设螺纹孔11,可换模块3对应开设光通孔,螺栓8穿过可换模块3上光通孔与螺纹孔11通过螺纹配合,固定底座和可换模块。
44.如图1、图5-图7所示,工件定位台4上开设工件密封槽7,工件密封槽7内设有工件密封圈14。工件密封槽和工件密封圈用于加强工件和可换模块之间的密封,防止漏气。工件定位台4可以为圆柱状。
45.实施例2
46.底座1上开设模块定位台,可换模块3底部对应开设模块定位槽。其余同实施例1。
47.工作过程或工作原理:
48.底座1安装于机床工作台上后,气压表安装于所述底座侧面的气压表气孔内,气压表气孔可以为螺纹孔;控制阀安装于所述底座前面的控制阀气孔内,控制阀气孔也可以为螺纹孔,控制阀连接真空泵;模块密封圈卡入底座的模块密封槽内,根据不同的工件,选用适合的可换模块,可换模块的模块定位台卡入底座的模块定位槽内,用螺栓穿过可换模块拧紧连接底座,可换模块、模块密封圈和底座连接组合成整体;将工件密封圈卡入工件密封槽内;将工件卡装到工件定位台上,将需要加工的薄壁工件的内侧壁,从可换模块3的顶部沿着工件定位台9侧面垂直装入到可换模块3上,通过工件定位台9四周及上表面对工件进行定位。
49.启动真空泵,利用真空泵产生的真空吸力将工件吸附在夹具上,解决了薄壁零件在现有技术用三爪卡盘、平口钳装夹过程中产生的工件定位不一致、工件受力变形、夹伤、效率低的缺点,提高了工件质量、定位精度,及装夹简便可靠性和更换不同工件时工装调整的便利性。
50.经过大量反复研究发现,在铣床、加工中心进行薄壁工件铣平面时,对工件进行固定,装夹时需要对零件底部及侧面定位,由于每个工件定位不一致,因此导致了平面壁厚超差。本实用新型所述的可换模块真空吸盘夹具,采用了工件定位台,工件定位台能够从四周以及表面对工件进行定位,定位精准、简单、可靠,解决了薄壁工件铣平面壁厚超差问题。本实用新型中对结构的方向以及相对位置关系的描述,如前后左右上下的描述,不构成对本实用新型的限制,仅为描述方便。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。