仿麻石透芯耐磨pvc弹性地板及其制备方法
技术领域
1.本发明涉及弹性底板技术领域,尤其是一种仿麻石透芯耐磨pvc弹性地板及其制备方法。
背景技术:
2.弹性地板是指地板在外力作用下发生变形,当外力解除后,能完全恢复到变形前形状的地板,现有的弹性底板多为pvc材质,但是现有的pvc弹性地板存在耐磨性能不佳,在重物的冲击下弹性恢复性能不佳,且脚舒适感欠佳的不足。
技术实现要素:
3.针对现有技术的不足,本发明提供一种仿麻石透芯耐磨pvc弹性地板及其制备方法。
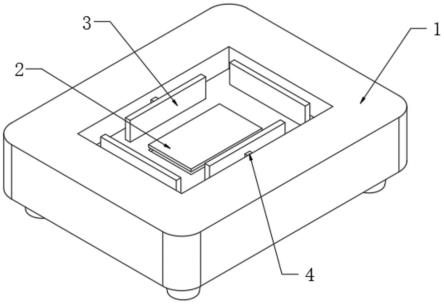
4.本发明的技术方案为:仿麻石透芯耐磨pvc弹性地板,其特征在于,它包括:高强聚酯纤维网布、pvc胶膜和仿麻石透芯料层,所述高强聚酯纤维网布的底层和面层均浇筑有pvc胶膜,所述pvc胶膜的表面浇筑有仿麻石透芯料层,所述pvc胶膜包含以下质量分数的原料:悬浮法-聚氯乙烯树脂粉pvc 95-100份,邻苯二甲酸二异壬酯dinp 36-60.5份,已二酸二辛酯doa 10-10.6份,环氧大豆油epo 2-2.2份,钡锌液体安定剂bz 2-3.17份,f-110.3-0.32份,有机颜料10-11.2份,轻质碳酸钙caco3 50-62.2份。
5.进一步的,所述仿麻石透芯料制备方法包括以下步骤:
6.a1、调配物料
7.将悬浮法-聚氯乙烯树脂粉pvc 95-100份,邻苯二甲酸二异壬酯dinp 36-60.5份,已二酸二辛酯doa 10-10.6份,环氧大豆油epo 2-2.2份,钡锌液体安定剂bz 2-3.17份,f-110.3-0.32份,有机颜料10-11.2份,轻质碳酸钙caco3 50-62.2份材料进行调配,形成混合物料;
8.a2、高速混合
9.将混合物料投入高速共混机中,在100-140℃温度下搅拌10-15分钟,混好的物料排入低速冷搅锅分散冷却至23-26℃,然后排入储料罐中;
10.a3、制粒
11.将a2中得到的物料由螺旋输送机送入双螺杆挤出机充分加热、剪切、塑化通过出口旋刀切断造粒,制得各种颜色的仿麻石透芯料颗粒,其中,同向平行双螺杆造粒机的螺杆直径20mm,螺杆长径比(32-52):1,造粒温度180℃-230℃;
12.进一步,所述仿麻石透芯耐磨pvc弹性地板的制备方法具体包括以下步骤:
13.b1、网布整理
14.将高强聚酯纤维网布置于清洁机中进行表面清洁,并进行静电除尘处理;
15.b2、调配物料
16.将悬浮法-聚氯乙烯树脂粉pvc 95-100份,邻苯二甲酸二异壬酯dinp 36-60.5份,
已二酸二辛酯doa 10-10.6份,环氧大豆油epo 2-2.2份,钡锌液体安定剂bz 2-3.17份,f-110.3-0.32份,有机颜料10-11.2份,轻质碳酸钙caco3 50-62.2份材料进行调配,形成混合物料;
17.b3、高速混合
18.将混合物料投入高速共混机中,在100-140℃温度下搅拌10-15分钟,形成混合胶状物;
19.b4、螺杆挤出
20.将混合胶状物投入螺杆挤出机中螺杆挤出,得到浆料,挤出温度为120-160℃;
21.b5、过滤
22.将b4得到的浆料在滤网上进行过滤,得到过滤后的浆料;
23.b6、底层淋膜
24.将高强聚脂纤维网布通过支撑架放置在螺杆挤出机下侧,将浆料浇筑在高强聚脂纤维网布表层,得到淋膜后的高强聚酯纤维网布;
25.b7、冷却
26.将b5中得到的淋膜后的高强聚酯纤维网布进行冷却,得到冷却后的高强聚酯纤维网布;
27.b8、面层淋膜
28.将b7中得到的冷却后的高强聚酯纤维网布通过支撑架放置在螺杆挤出机下侧,未淋膜的一面朝上,然后将b5中制得的过滤后的浆料浇筑在高强聚脂纤维网布表层,得到二次淋膜的高强聚酯纤维网布;同时将a3中得到的各种颜色的仿麻石透芯料颗粒放入熔炼炉中进行熔炼处理,形成彩色仿麻石透芯料将二次淋膜的高强聚酯纤维网布通过支撑架放置在熔炼挤出机下侧,然后对仿麻石透芯料颗粒进行加热熔炼从挤压缝中进行加压,将淋膜浇筑在二次淋膜的高强聚酯纤维网布表层,得到弹性地板半成品;
29.b9、热压成型
30.将弹性地板半成品放入热压设备中热压成型,得到热压后的弹性地板;
31.b10、压花
32.将b9中得到的热压后的弹性地板充分加热或预热后,使用压花装置在热压后的弹性地板的表面进行压花处理,得到压花后的弹性地板;
33.b11、冷却定型
34.将b0中得到的压花后的热压后的弹性地板经过冷却辊充分冷却定型,得到仿麻石透芯耐磨pvc弹性地板成品,冷却辊采用油压推动,油压调整在3-5mpa,经过冷却辊的速度为30-40m/min;
35.b12,检验包装
36.将b11中得到的仿麻石透芯耐磨pvc弹性地板成品进行检验,收卷后使用包装机进行包装。
37.本发明的有益效果为:本发明的仿麻石透芯耐磨pvc弹性地板采用仿麻石透芯材料经双螺杆挤出与高强聚酯纤维相结合,大大提高其物理性能和耐磨性,在重物的冲击下有着良好的弹性恢复性,大大提高其脚感舒适。产品广泛应用到医疗、教育、工业、商业等场所。
具体实施方式
38.下面对本发明的具体实施方式作进一步说明:
39.实施例1
40.仿麻石透芯耐磨pvc弹性地板,其特征在于,它包括:高强聚酯纤维网布、pvc胶膜和仿麻石透芯料层,所述高强聚酯纤维网布的底层和面层均浇筑有pvc胶膜,所述pvc胶膜的表面浇筑有仿麻石透芯料层,所述pvc胶膜包含以下质量分数的原料:悬浮法-聚氯乙烯树脂粉pvc 95份,邻苯二甲酸二异壬酯dinp 36份,已二酸二辛酯doa 10份,环氧大豆油epo 2份,钡锌液体安定剂bz 2份,f-11 0.3份,有机颜料10份,轻质碳酸钙caco350份。
41.进一步的,所述仿麻石透芯料制备方法包括以下步骤:
42.a1、调配物料
43.将悬浮法-聚氯乙烯树脂粉pvc 95份,邻苯二甲酸二异壬酯dinp 36份,已二酸二辛酯doa 10份,环氧大豆油epo 2份,钡锌液体安定剂bz 2份,f-11 0.3份,有机颜料10份,轻质碳酸钙caco3 50份材料进行调配,形成混合物料;
44.a2、高速混合
45.将混合物料投入高速共混机中,在100℃温度下搅拌10分钟,混好的物料排入低速冷搅锅分散冷却至23℃,然后排入储料罐中;
46.a3、制粒
47.将a2中得到的物料由螺旋输送机送入双螺杆挤出机充分加热、剪切、塑化通过出口旋刀切断造粒,制得各种颜色的仿麻石透芯料颗粒,其中,同向平行双螺杆造粒机的螺杆直径20mm,螺杆长径比(32):1,造粒温度180℃℃;
48.进一步,所述仿麻石透芯耐磨pvc弹性地板的制备方法具体包括以下步骤:
49.b1、网布整理
50.将高强聚酯纤维网布置于清洁机中进行表面清洁,并进行静电除尘处理;
51.b2、调配物料
52.将悬浮法-聚氯乙烯树脂粉pvc 95份,邻苯二甲酸二异壬酯dinp 36份,已二酸二辛酯doa 10份,环氧大豆油epo 2份,钡锌液体安定剂bz 2份,f-11 0.3份,有机颜料10份,轻质碳酸钙caco3 50份材料进行调配,形成混合物料材料进行调配,形成混合物料;
53.b3、高速混合
54.将混合物料投入高速共混机中,在100℃温度下搅拌10分钟,形成混合胶状物;
55.b4、螺杆挤出
56.将混合胶状物投入螺杆挤出机中螺杆挤出,得到浆料,挤出温度为120℃;
57.b5、过滤
58.将b4得到的浆料在滤网上进行过滤,得到过滤后的浆料;
59.b6、底层淋膜
60.将高强聚脂纤维网布通过支撑架放置在螺杆挤出机下侧,将浆料浇筑在高强聚脂纤维网布表层,得到淋膜后的高强聚酯纤维网布;
61.b7、冷却
62.将b6中得到的淋膜后的高强聚酯纤维网布进行冷却,得到冷却后的高强聚酯纤维网布;
63.b8、面层淋膜
64.将b7中得到的冷却后的高强聚酯纤维网布通过支撑架放置在螺杆挤出机下侧,未淋膜的一面朝上,然后将b5中制得的过滤后的浆料浇筑在高强聚脂纤维网布表层,得到二次淋膜的高强聚酯纤维网布;同时将a3中得到的各种颜色的仿麻石透芯料颗粒放入熔炼炉中进行熔炼处理,形成彩色仿麻石透芯料将二次淋膜的高强聚酯纤维网布通过支撑架放置在熔炼挤出机下侧,然后对仿麻石透芯料颗粒进行加热熔炼从挤压缝中进行加压,将淋膜浇筑在二次淋膜的高强聚酯纤维网布表层,得到弹性地板半成品;
65.b9、热压成型
66.将弹性地板半成品放入热压设备中热压成型,得到热压后的弹性地板;
67.b10、压花
68.将b9中得到的热压后的弹性地板充分加热或预热后,使用压花装置在热压后的弹性地板的表面进行压花处理,得到压花后的弹性地板;
69.b11、冷却定型
70.将b0中得到的压花后的热压后的弹性地板经过冷却辊充分冷却定型,得到仿麻石透芯耐磨pvc弹性地板成品,冷却辊采用油压推动,油压调整在3mpa,经过冷却辊的速度为30m/min;
71.b12,检验包装
72.将b11中得到的仿麻石透芯耐磨pvc弹性地板成品进行检验,收卷后使用包装机进行包装。
73.实施例2
74.仿麻石透芯耐磨pvc弹性地板,其特征在于,它包括:高强聚酯纤维网布、pvc胶膜和仿麻石透芯料层,所述高强聚酯纤维网布的底层和面层均浇筑有pvc胶膜,所述pvc胶膜的表面浇筑有仿麻石透芯料层,所述pvc胶膜包含以下质量分数的原料:悬浮法-聚氯乙烯树脂粉pvc 98份,邻苯二甲酸二异壬酯dinp 50份,已二酸二辛酯doa 10.3份,环氧大豆油epo 2.1份,钡锌液体安定剂bz 3份,f-11 0.31份,有机颜料10.6份,轻质碳酸钙caco3 55份。
75.进一步的,所述仿麻石透芯料制备方法包括以下步骤:
76.a1、调配物料
77.将悬浮法-聚氯乙烯树脂粉pvc 98份,邻苯二甲酸二异壬酯dinp 50份,已二酸二辛酯doa 10.3份,环氧大豆油epo 2.1份,钡锌液体安定剂bz 3份,f-11 0.31份,有机颜料10.6份,轻质碳酸钙caco3 55份材料进行调配,形成混合物料;
78.a2、高速混合
79.将混合物料投入高速共混机中,在120℃温度下搅拌12分钟,混好的物料排入低速冷搅锅分散冷却至25℃,然后排入储料罐中;
80.a3、制粒
81.将a2中得到的物料由螺旋输送机送入双螺杆挤出机充分加热、剪切、塑化通过出口旋刀切断造粒,制得各种颜色的仿麻石透芯料颗粒,其中,同向平行双螺杆造粒机的螺杆直径20mm,螺杆长径比(32-52):1,造粒温度180℃-230℃;
82.进一步,所述仿麻石透芯耐磨pvc弹性地板的制备方法具体包括以下步骤:
83.b1、网布整理
84.将高强聚酯纤维网布置于清洁机中进行表面清洁,并进行静电除尘处理;
85.b2、调配物料
86.将悬浮法-聚氯乙烯树脂粉pvc 98份,邻苯二甲酸二异壬酯dinp 50份,已二酸二辛酯doa 10.3份,环氧大豆油epo 2.1份,钡锌液体安定剂bz 3份,f-11 0.31份,有机颜料10.6份,轻质碳酸钙caco3 55份材料进行调配,形成混合物料;
87.b3、高速混合
88.将混合物料投入高速共混机中,在120℃温度下搅拌12分钟,形成混合胶状物;
89.b4、螺杆挤出
90.将混合胶状物投入螺杆挤出机中螺杆挤出,得到浆料,挤出温度为140℃;
91.b5、过滤
92.将b4得到的浆料在滤网上进行过滤,得到过滤后的浆料;
93.b6、底层淋膜
94.将高强聚脂纤维网布通过支撑架放置在螺杆挤出机下侧,将浆料浇筑在高强聚脂纤维网布表层,得到淋膜后的高强聚酯纤维网布;
95.b7、冷却
96.将b6中得到的淋膜后的高强聚酯纤维网布进行冷却,得到冷却后的高强聚酯纤维网布;
97.b8、面层淋膜
98.将b7中得到的冷却后的高强聚酯纤维网布通过支撑架放置在螺杆挤出机下侧,未淋膜的一面朝上,然后将b5中制得的过滤后的浆料浇筑在高强聚脂纤维网布表层,得到二次淋膜的高强聚酯纤维网布;同时将a3中得到的各种颜色的仿麻石透芯料颗粒放入熔炼炉中进行熔炼处理,形成彩色仿麻石透芯料将二次淋膜的高强聚酯纤维网布通过支撑架放置在熔炼挤出机下侧,然后对仿麻石透芯料颗粒进行加热熔炼从挤压缝中进行加压,将淋膜浇筑在二次淋膜的高强聚酯纤维网布表层,得到弹性地板半成品;
99.b9、热压成型
100.将弹性地板半成品放入热压设备中热压成型,得到热压后的弹性地板;
101.b10、压花
102.将b9中得到的热压后的弹性地板充分加热或预热后,使用压花装置在热压后的弹性地板的表面进行压花处理,得到压花后的弹性地板;
103.b11、冷却定型
104.将b0中得到的压花后的热压后的弹性地板经过冷却辊充分冷却定型,得到仿麻石透芯耐磨pvc弹性地板成品,冷却辊采用油压推动,油压调整在4mpa,经过冷却辊的速度为35m/min;
105.b12,检验包装
106.将b11中得到的仿麻石透芯耐磨pvc弹性地板成品进行检验,收卷后使用包装机进行包装。
107.实施例3
108.仿麻石透芯耐磨pvc弹性地板,其特征在于,它包括:高强聚酯纤维网布、pvc胶膜
和仿麻石透芯料层,所述高强聚酯纤维网布的底层和面层均浇筑有pvc胶膜,所述pvc胶膜的表面浇筑有仿麻石透芯料层,所述pvc胶膜包含以下质量分数的原料:悬浮法-聚氯乙烯树脂粉pvc 100份,邻苯二甲酸二异壬酯dinp 60.5份,已二酸二辛酯doa 10.6份,环氧大豆油epo 2.2份,钡锌液体安定剂bz 3.17份,f-11 0.32份,有机颜料11.2份,轻质碳酸钙caco3 62.2份。
109.进一步的,所述仿麻石透芯料制备方法包括以下步骤:
110.a1、调配物料
111.将悬浮法-聚氯乙烯树脂粉pvc 100份,邻苯二甲酸二异壬酯dinp 60.5份,已二酸二辛酯doa 10.6份,环氧大豆油epo 2.2份,钡锌液体安定剂bz 3.17份,f-11 0.32份,有机颜料11.2份,轻质碳酸钙caco3 62.2份材料进行调配,形成混合物料;
112.a2、高速混合
113.将混合物料投入高速共混机中,在140℃温度下搅拌15分钟,混好的物料排入低速冷搅锅分散冷却至26℃,然后排入储料罐中;
114.a3、制粒
115.将a2中得到的物料由螺旋输送机送入双螺杆挤出机充分加热、剪切、塑化通过出口旋刀切断造粒,制得各种颜色的仿麻石透芯料颗粒,其中,同向平行双螺杆造粒机的螺杆直径20mm,螺杆长径比52:1,造粒温度230℃;
116.进一步,所述仿麻石透芯耐磨pvc弹性地板的制备方法具体包括以下步骤:
117.b1、网布整理
118.将高强聚酯纤维网布置于清洁机中进行表面清洁,并进行静电除尘处理;
119.b2、调配物料
120.将悬浮法-聚氯乙烯树脂粉pvc 100份,邻苯二甲酸二异壬酯dinp 60.5份,已二酸二辛酯doa 10.6份,环氧大豆油epo 2.2份,钡锌液体安定剂bz 3.17份,f-11 0.32份,有机颜料11.2份,轻质碳酸钙caco3 62.2份材料进行调配,形成混合物料;
121.b3、高速混合
122.将混合物料投入高速共混机中,在100-140℃温度下搅拌15分钟,形成混合胶状物;
123.b4、螺杆挤出
124.将混合胶状物投入螺杆挤出机中螺杆挤出,得到浆料,挤出温度为160℃;
125.b5、过滤
126.将b4得到的浆料在滤网上进行过滤,得到过滤后的浆料;
127.b6、底层淋膜
128.将高强聚脂纤维网布通过支撑架放置在螺杆挤出机下侧,将浆料浇筑在高强聚脂纤维网布表层,得到淋膜后的高强聚酯纤维网布;
129.b7、冷却
130.将b6中得到的淋膜后的高强聚酯纤维网布进行冷却,得到冷却后的高强聚酯纤维网布;
131.b8、面层淋膜
132.将b7中得到的冷却后的高强聚酯纤维网布通过支撑架放置在螺杆挤出机下侧,未
淋膜的一面朝上,然后将b5中制得的过滤后的浆料浇筑在高强聚脂纤维网布表层,得到二次淋膜的高强聚酯纤维网布;同时将a3中得到的各种颜色的仿麻石透芯料颗粒放入熔炼炉中进行熔炼处理,形成彩色仿麻石透芯料将二次淋膜的高强聚酯纤维网布通过支撑架放置在熔炼挤出机下侧,然后对仿麻石透芯料颗粒进行加热熔炼从挤压缝中进行加压,将淋膜浇筑在二次淋膜的高强聚酯纤维网布表层,得到弹性地板半成品;
133.b9、热压成型
134.将弹性地板半成品放入热压设备中热压成型,得到热压后的弹性地板;
135.b10、压花
136.将b9中得到的热压后的弹性地板充分加热或预热后,使用压花装置在热压后的弹性地板的表面进行压花处理,得到压花后的弹性地板;
137.b11、冷却定型
138.将b0中得到的压花后的热压后的弹性地板经过冷却辊充分冷却定型,得到仿麻石透芯耐磨pvc弹性地板成品,冷却辊采用油压推动,油压调整在5mpa,经过冷却辊的速度为40m/min;
139.b12,检验包装
140.将b11中得到的仿麻石透芯耐磨pvc弹性地板成品进行检验,收卷后使用包装机进行包装。
141.实施例4本发明的技术指标和性能指标
142.技术指标
143.1、拉伸负荷:纵向≥1400n/5cm横向≥1200n/5cm
144.2、剥离强度:73.5n/5cm
145.3、温度:-20℃
‑±
65℃
146.4、框架抗风:6-8级
147.5、热处理尺寸变化率:≤0.5%
148.6、低温弯折性:-20℃无裂缝
149.7、抗渗透性:0.2m pa,2 4h不渗水
150.8、抗穿孔性:不渗透
151.性能指标:
[0152][0153]
由上述技术指标和性能指标可知,本发明的仿麻石透芯耐磨pvc弹性地板具有优异的剥离强度、抗拉伸、热处理尺寸变化率和低温弯折性。
[0154]
实施例5耐磨性测试-马丁代尔法
[0155]
采用gb/t 19089-2012方法1对实施例1-3制得的仿麻石透芯耐磨pvc弹性地板进行耐磨性测试-马丁代尔法,测试结果的质量损失仅为0.4mg,说明本发明的实施例1-3制得的仿麻石透芯耐磨pvc弹性地板具有优异的耐磨性能。
[0156]
上述实施例和说明书中描述的只是说明本发明的原理和最佳实施例,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。