技术特征:
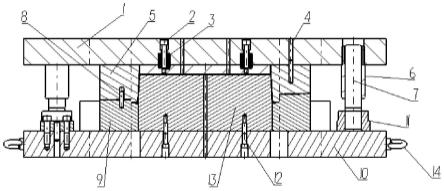
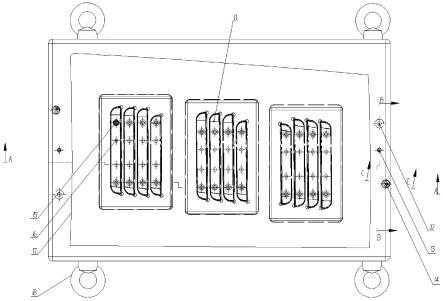
1.一种变高度半圆筒形防锈铝零件成形工装,其特征在于,包括拉深模和配套模胎;所述的拉深模包括下模板(1)、卸料螺钉(2)、弹簧(3)、圆柱销(4)、凹模(5)、导套(6)、导柱(7)、压边圈圆柱销(8)、压边圈(9)、上模板(10)、导柱座(11)、螺钉(12)、凸模(13)、吊环(14)、u形连接槽(15)和对称轴冲点(16);所述的下模板(1)为工装的底面,下模板(1)上面安装有卸料螺钉(2),卸料螺钉(2)上安装有弹簧(3),合模时,卸料螺钉(2)的末端顶在零件表面,用于在施加反向力时将成形后的零件弹起;下模板(1)上表面安装有圆柱销(4),用于与凹模(5)的下表面固定连接;凹模(5)的形面与零件的形面一致;下模板(1)四周安装有导套(6),导套(6)里面安装有导柱(7),导柱(7)与上模板(10)上的导柱座(11)对接,用于上模板(10)和下模板(1)在零件加工过程中的导向;凹模(5)上表面四周安装有压边圈圆柱销(8);压边圈圆柱销(8)上端连接压边圈(9),压边圈(9)用于将待加工的零件压住,便于后续凸模(13)进行冲压拉深;凸模(13)上表面与上模板(10)通过螺钉(12)连接,凸模(13)轴线上设置有两个对称轴冲点(16),用于冲压拉深过程中在零件上制出两个冲点,便于与冲点定位孔(18)对齐定位;上模板(10)两侧安装有吊环(14)用于吊车的起吊,没有安装吊环(14)的上模板(10)的边缘设置有u形连接槽(15),u形连接槽(15)的作用在于通过使用螺栓杆将上模板(10)与液压机工作平台进行固定连接;下模板(1)边缘也设置有u形连接槽(15);所述的配套模胎包括配套模胎胎体(17),配套模胎胎体(17)的形面与零件理论形面一致,便于零件拉深成形后的修整,配套模胎胎体(17)上面设置有两个冲点定位孔(18)用于零件在上工序制出的冲点进行定位。2.根据权利要求1所述的变高度半圆筒形防锈铝零件成形工装的使用方法,其特征在于,包括以下步骤:第一步使用吊车将下模板(1)吊运至液压机工作平台中心位置上,使用螺栓通过下模板(1)上的u形连接槽(15)将其拧紧在工作平台上,保证其在液压机拉深成形过程中不发生位移;然后将卸料螺钉(2)安装在下模板(1)上面并套上弹簧(3),保证垂直度不大于1度;第二步将凹模(5)插入圆柱销(4)内进行定位安装,将准备加工的板料加工成圆形,保证可以一次拉深成形制出两个零件;将加工好的板料放在凹模(5)上,保证板料直径大于凹模(5)最大轮廓20-30mm,多余的板料用于压边圈(9)进行施加压力固定零件毛料;第三步使用螺栓通过上模板(10)上的u形连接槽(15)与液压机上工作台进行连接,连接好后启动液压机将凸模(13)向下运动,进行试模,保证凸模(13)可以顺利与下工作台上的凹模(5)闭合;根据拉深模的闭合高度,以及已选择设备的滑块行程,决定是否在设备工作台上增加垫铁;若需要增加垫铁,则根据拉深模外形尺寸,将垫铁每隔200~300mm均匀摆放在设备工作台上,保证左右对称;第四步试模合格后将压边圈圆柱销(8)插入凹模(5)内,然后将压边圈(9)沿压边圈圆柱销(8)进行导向与凹模(5)进行连接,将板料压在两者之间,板料与上下模间隙不大于3mm;第五步按铝合金板料尺寸,手工剪切两块试压毛料;将一块试压毛料放在拉深模凹模(5)连接的压边圈(9)上,保证周边余量均匀;设定液压机压力及首次拉深试压的深度;滑块下行,模具合模,保压超过5秒钟后,滑块上行,模具开启;利用卸料螺钉(2)上面的弹簧(3)
反作用力,使试压毛料从凹模(5)中掉出;零件取出后,观察零件的拉深成形情况,是否出现皱纹或破裂;第六步调整拉深试压条件:根据试压零件的材料流动情况,手工修整未进行拉深的毛料,将材料流动不畅的位置适当去除;若出现皱纹,则增加压边力;若出现破裂,则减小压边力或在凹模(5)和压边圈(9)上涂润滑油;未破裂的零件,手工平皱后,增加拉深深度继续进行拉深试压;破裂的零件,需要更换,按修整后的毛料重新剪切试压料后进行试压;通过多次试压,并逐次增加拉深深度,直至达到所用拉深模的最终成形状态,记录每次成形的深度和压边力,确定拉深的板料尺寸和形状;第七步按试压确定的板料尺寸和形状,剪切或铣切拉深板料;按拉深试压时确定的成形过程来进行拉深成形:液压机进行拉深成形时,按试压记录分步骤进行拉深,所用零件都按同一深度进行拉深,取出后进行手工平皱,然后再按下一深度值进行拉深,直至达到所用拉深模最终的拉深成形状态;第八步将拉深成形好的板料放入配套模胎胎体(17)上,根据凸模(13)上的对称轴冲点(16)在零件留下的冲点进行定位,保证板料上的冲点与冲点定位孔(18)对齐并将两个冲点连线,后续划线将圆形拉深零件进行剪切,制出两个对称零件,完成最终的零件加工。
技术总结
本发明属于航空飞机铝合金钣金加工技术领域,具体涉及变高度半圆筒形防锈铝零件成形工装及其使用方法,包括拉深模和配套模胎;通过使用全新的桶形防锈铝零件拉深成形工装,一次成形可以加工两个零件,通过工装上对称摆放的方式,拉深成形过程有效的抵消了加工过程中带来的形变,避免了板料的断裂,使成形后的零件贴模度提高至不大于0.5mm,减少工人修整量,提高了产品质量。提高了产品质量。提高了产品质量。
技术研发人员:何金萍 汪海峰 李杰 吴华东 李财正
受保护的技术使用者:沈阳飞机工业(集团)有限公司
技术研发日:2022.04.29
技术公布日:2022/9/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。