1.本发明涉及闭角度双弯边带钩半环形零件的成形模具及成形方法,属于航空钣金成形技术领域。
背景技术:
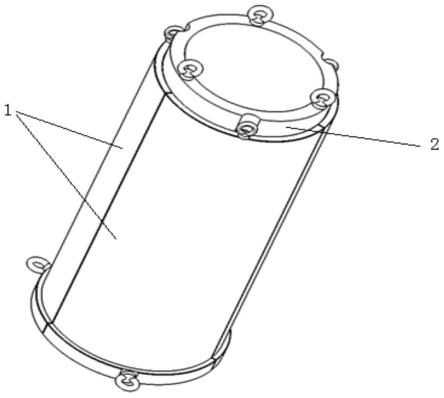
2.飞机后机身中有大量的口框类零件,其在制造过程中具有种类多、批量大、精度要求高等特点,一种带有闭角度双弯边带钩半环形的零件,此类零件特点是内、外侧两侧弯边呈闭角度、弯边角度变化范围值为67
°
~89
°
其中内侧弯边成形后呈“勾”形状,零件外形呈半圆弧、轮廓尺寸大、截面尺寸小、壁厚薄。此类零件多数采用橡皮囊成形,橡皮囊成形是通过橡皮作为弹性凹模(凸模),用橡皮作为传压介质使金属板料随刚性凸模(凹模)变形的一种软模成形方法,可以使零件与工装紧密贴合,减少零件回弹,提高成形精度。优点是可以成形室温下难以成形的材料、可以加工形状复杂的零件、回弹小、成型率高。一般的板料使用单一工装,在液压机上一次即可成形,此类闭角度双弯边带钩半环形零件若使用单一工装一次成形,难点一:由于零件为闭角度且带有弯钩,会导致零件无法脱模。难点二:零件在热处理后两侧端头定位孔孔位出现位置偏移,无法使用成形工装进行敲修及检验。
技术实现要素:
3.本发明要解决闭角度双弯边带钩半环形零件成形后不易脱模,以及在热处理后两侧端头定位孔孔位出现位置偏移,无法使用成形工装进行敲修及检验的问题,提出了一种航空闭角度双弯边带钩半环形零件的加工方法,有效解决零件的成形后脱模及热处理后定位孔孔位超差问题,该成形方法可用于制造闭角度双弯边带钩半环形零件加工制造。
4.本发明的技术方案如下:
5.闭角度双弯边带钩半环形零件的成形模具,包括:凸边模具、压型模具和分半式型胎模具;
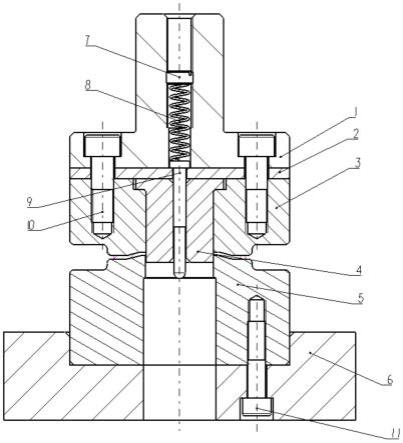
6.所述的凸边模具包括:模柄1,垫板2,上模3,凸模4,下模5,下模板6,螺塞7,弹簧8,a型导正销9,螺钉10,连接螺钉11;其中,凸边模具的模柄1是圆柱形凸台结构,模柄1和垫板2中间均带有通孔,模柄1的凸台底座外圈和垫板2上均设置有螺栓孔;上模3为圆柱形结构,中间设置有阶梯孔,阶梯孔旁设置有螺栓孔;螺钉10依次穿过模柄1、垫板2和上模3的螺栓孔,将三者连接在一起;凸模4为合金材料圆柱形结构,带有凸边,与上模3的阶梯孔搭接在一起,凸模4中间设置有通孔;下模5是圆柱形结构,中间带有通孔,底面边缘设置有螺纹孔;下模板6中间带有通孔,上表面设置有圆形下陷,底面设置有螺纹通孔;下模5设置在下模板6的下陷之中,通过连接螺钉11与下模板6连接;螺塞7的下端与弹簧8上端连接,放置于模柄1的通孔之中;弹簧8下端与a型导正销9上端连接,a型导正销9下部贯穿垫板2和凸模4的通孔,a型导正销9的上端边缘卡在垫板2通孔边缘处的上表面;
7.所述的压型模具包括胎体12,盖板13,第一专用工具销14,定位销15,第一吊环16和第一吊环螺钉17;胎体12为带t形加强筋且呈部分镂空状的半椭圆形;盖板13是钢制材
料,形状与胎体12相同,盖板13带有圆形躲避槽,用以躲避零件成形后的凸边孔,与胎体12通过第一专用工具销14连接;第一定位销15设置在胎体12上,用于零件成形时的加工定位;第一吊环16数量3个,通过第一吊环螺钉17与胎体12相连接,用于吊装压型模;
8.所述的分半式型胎模具包括基体18,胎盖19,胎体左半20,胎体右半21,第二专用工具销22,定位销23,第二吊环24和第二吊环螺钉25;基体18呈镂空状半椭圆形,横截面是u形,其中的u形槽用以躲避零件的弯边;胎盖19呈环形,横截面为带圆角的矩形,通过第二专用工具销22与基体18上表面边缘处连接;胎体左半20呈环形,横截面为带圆角的矩形,表面带有u形躲避槽,通过定位销23与基体18的u形槽边缘处上表面连接;胎体右半21与胎体左半20结构相同,与胎体左半20对称使用;第二吊环24通过第二吊环螺钉25与基体18相连接,用于吊装型胎模具。
9.闭角度双弯边带钩半环形零件的成形模具的零件成形方法,包括以下步骤:
10.第一步:数铣下料及钻孔;按照数控程序铣切零件周边、16个内开孔及定位耳片,钻制零件中间ph孔2-φ5.2及两侧端头定位耳片孔2-φ5.2;
11.第二步:进行零件表面16个内开孔的凸边工作;将模柄1安装到冲床上工作台夹紧;垫板2和上模3通过螺钉10与模柄1连接;将下模5和下模板6安装到冲床台面上,调整位置与上模位置对应,将零件放在上模3和下模5之间,零件表面工具孔与凸边模的凸模4位置对应,零件两边进行相应支撑,将凸边模上模3与下模5合上,启动冲床,带动螺塞7、弹簧8和a型导正销9下移,a型导正销9的底端接触到零件后,在零件的反作用力下a型导正销9的顶端向上推动弹簧8的底端,使弹簧8被压缩,此时冲床继续推动凸模4下移进行零件孔的凸边;完成零件的凸边后,冲床压力卸载,带动螺塞7上移,弹簧8压力逐渐消失,恢复自然状态,此时冲床继续带动螺塞7、弹簧8、a型导正销9和凸模4上移至原来位置,打开凸边模的上模3和下模5,取出零件,调整至下一孔位,重复上述流程,完成零件表面的16个内开孔的凸边工作;
12.第三步:进行零件外侧无钩形弯边成形;将完成凸边后的零件用定位销15定位安装于胎体12之上,用专用定位销14将盖板13与胎体12连接合模,用吊车吊起吊环16,吊环16通过吊环螺钉17与胎体12连接,带动压型模具与零件一起运动,将压型模具与零件一起放置于液压机之上,固定好压型模具和零件后,启动液压机,在压力的作用下,零件贴合胎体12,成形后,取出专用定位销14,打开压型模盖板13,取出零件,零件的无钩形弯边成形完毕;
13.第四步:进行零件内侧有钩形弯边成形;将无钩形弯边成形完毕后的零件用定位销23定位安装于胎体左半20和胎体右半21之上,定位销23穿过胎体左半20和胎体右半21与基体18连接,然后盖上胎盖19,接下来用第二专用工具销22将胎盖19与基体18夹紧,零件固定完成,用吊车吊起吊环24,重复操作第三步中的液压成形工序,液压后,取出零件;
14.第五步,零件热处理;使用2
㎜
铝丝连接零件两端头定位耳片上的定位孔进行牵紧加固,使之形状类似于“弓形”,以抵御热处理过程中零件的扩张变形;热处理出炉后,放入冰箱冷藏,每次修整零件时分别从冰箱取出;
15.第六步,按照工艺文件要求使用外形样板钻制外形两端头内侧2-φ5.2,利用零件中间位置的2-φ5.2和两端头内侧的2-φ5.2,共计4-φ5.2定位按外形样板修整零件内、外侧弯边;
16.第七步:检验零件所有弯边外形高度及内孔孔径及孔位。
17.本发明的有益效果:
18.一种闭角度双弯边带钩半环形零件的成形方法,实现了零件成形后完全脱模,能够保证零件在自然状态下外形公差小于
±
0.76
㎜
。零件在热处理后腹板上所有定位孔孔位位置未偏移,孔位位置精度保证在
±
0.2
㎜
范围内。
附图说明
19.图1为本发明闭角度双弯边带钩半环形零件组合成形的凸边模剖视图。
20.图2为本发明闭角度双弯边带钩半环形零件组合成形的压型模具俯视图。
21.图3为本发明闭角度双弯边带钩半环形零件组合成形的压型模具俯视图的a-a剖视图
22.图4为本发明闭角度双弯边带钩半环形零件组合成形的型胎模具俯视图。
23.图5为本发明闭角度双弯边带钩半环形零件组合成形的型胎模具俯视图的a-a剖视图。
24.图中:模柄-1,垫板-2,上模-3,凸模-4,下模-5,下模板-6,螺塞-7,弹簧-8,a型导正销-9,螺钉-10,连接螺钉-11,胎体-12,盖板-13,第一专用工具销-14,定位销-15,第一吊环-16,第一吊环螺钉-17,基体-18,胎盖-19,胎体左半-20,胎体右半-21,第二专用工具销-22,定位销-23,第二吊环-24,第二吊环螺钉-25
具体实施方式
25.闭角度双弯边带钩半环形零件的加工模具,其特征在于,包括:凸边模具、压型模模具和分半式型胎模具;将闭角度双弯边带钩半环形零件的成形方式分解为采用多种方法加多套工装组合成形,首先数铣后的展开料使用凸边模进行零件展开孔的凸边成形,然后通过压型模进行外侧无钩形弯边橡皮囊成形,使用分半式型胎进行“勾”形弯边成形,最后在热处理前使用2
㎜
铝丝对零件两端头进行牵紧加固,使之形状类似于“弓形”固定后进行热处理以及热处理后进行孔位加工的加工方法,从而达到零件满足设计尺寸及公差要求。
26.所述的凸边模具包括:模柄1,垫板2,上模3,凸模4,下模5,下模板6,螺塞7,弹簧8,a型导正销9,螺钉10,连接螺钉11;其中,凸边模具的模柄1是圆柱形凸台结构,模柄1和垫板2中间均带有φ10mm通孔,模柄1的凸台底座外圈和垫板2上设置有4个均布螺栓孔φ11mm;上模3合金材料为圆柱形结构,中间设置有φ40mm通孔,通孔上边缘带有台阶,台阶上设置有螺纹孔;模柄1、垫板2和上模3通过螺钉10连接;凸模4为合金材料,直径为φ40mm的圆柱形结构,带有凸边,与上模3的孔边台阶搭接在一起;下模是-5合金材料,直径为φ100mm的圆柱形结构,中间带有φ33mm通孔,底面边缘设置有螺纹孔;下模板6钢制材料中间带有通孔,上表面设置有圆形下陷,底面设置有螺纹通孔;下模5设置在下模板6的下陷之中,通过连接螺钉11连接;螺塞7的下端与弹簧8上端连接,放置于模柄1的通孔之中;弹簧8下端与a型导正销9上端连接,a型导正销9下部贯穿垫板2和凸模4的通孔;
27.所述的压型模具包括胎体12,盖板13,第一专用工具销14,定位销15,吊环16和吊环螺钉17;胎体12是钢制材料,为环形结构带t形加强筋,呈部分镂空状半椭圆形,长度方向最大尺寸1536mm,宽度方向最大尺寸788mm;盖板13是钢制材料,形状与胎体12相同,盖板13
带有16个圆形躲避,用以躲避成形后的凸边孔,与胎体12通过2-φ8专用工具销14连接;5-φ5第一定位销15标准号为1am-6,设置在胎体12上,用于零件成形时的加工定位;吊环16数量3个,通过吊环螺钉17与胎体12相连接,用于吊装压型模;
28.所述的分半式型胎模具包括基体18,胎盖19,胎体左半20,胎体右半21,第二专用工具销22,定位销23,吊环24和吊环螺钉25;钢制材料的基体18呈镂空状半椭圆形,横截面是u形,其中的凹槽用以躲避零件的弯边;胎盖19呈环形,横截面为带圆角的矩形,通过专用工具销22与基体18进行连接;胎体左半20呈环形,横截面为带圆角的矩形,表面带有多个u形躲避槽,通过定位销23与基体18进行连接;胎体右半21与胎体左半20结构相同,对称使用;吊环24通过吊环螺钉25与基体18相连接,用于吊装型胎模具;
29.根据组合成形方法的加工工艺流程,以闭角度双弯边带钩半环形零件为例具体加工方法实施步骤如下:
30.第一步:数铣下料及钻孔;按照数控程序铣切零件周边、16个内开孔及定位耳片,钻制零件中间ph孔2-φ5.2及两侧端头定位定位耳片孔2-φ5.2;
31.第二步:进行零件表面16个内开孔的凸边工作;将模柄1安装到冲床上工作台夹紧;垫板2和上模3通过螺钉10与模柄1连接;将下模5和下模板6安装到冲床台面上,调整位置与上模位置对应,将零件放在上模3和下模5之间,零件表面工具孔与凸边模的凸模4位置对应,零件两边进行相应支撑,将凸边模上模3与下模5合上,启动冲床,带动螺塞7、弹簧8和a型导正销9,推动凸模4进行零件孔的凸边,完成零件的凸边后,冲床压力卸载,带动螺塞7上移,弹簧8压力消失,恢复自然状态,带动a型导正销9和凸模4上移至原来位置,打开凸边模的上模和下模,取出零件,调整至下一孔位,重复上述流程,完成零件表面的16个内开孔的凸边工作;
32.第三步:进行零件外侧无钩形弯边成形;将完成凸边后的零件用定位销15定位安装于胎体12之上,用专用定位销14将盖板13与胎体12连接合模,用吊车吊起吊环16,吊环16通过吊环螺钉17与胎体12连接,带动压型模具与零件一起运动,将压型模具与零件一起放置于液压机之上,固定好压型模具和零件后,启动液压机,在压力的作用下,零件贴合胎体12,成形后,取出专用定位销14,打开压型模盖板13,取出零件,零件的无钩形弯边成形完毕;
33.第四步:进行零件内侧有钩形弯边成形;将无钩形弯边成形完毕后的零件用定位销23定位安装于胎体左半20和胎体右半21之上,然后盖上胎盖19,接下来用专用工具销22将胎盖19与基体18夹紧,零件固定完成,用吊车吊起吊环24,重复操作第三步的液压成形工序,液压后,取出零件;
34.第五步,零件热处理;使用2
㎜
铝丝连接零件两端头定位耳片上的定位孔进行牵紧加固,使之形状类似于“弓形”,以抵御热处理过程中零件的扩张变形;热处理出炉后,放入冰箱冷藏,每次修整零件时分别从冰箱取出;
35.第六步,按照工艺文件要求使用外形样板钻制外形两端头内侧2-φ5.2,利用零件中间位置的2-φ5.2和两端头内侧的2-φ5.2,共计4-φ5.2定位按外形样板修整零件内、外侧弯边;
36.第七步:检验零件所有弯边外形高度及内孔孔径及孔位。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。