1.本发明涉及焊接和应力处理技术领域,具体涉及一种可移动式焊接及应力处理一体化装置。
背景技术:
2.目前,结构件的焊接质量是制约制造业水平的关键,且结构件焊接结束后会有影响结构件质量的应力残留,应使用合理手段对结构件的残余应力进行处理。
3.氩弧焊技术是在电弧焊技术的基础上,利用氩气对金属焊材的保护作用,通过大电流使得焊材和工件之间处于局部短路状态实现焊接的一种技术。与手工电弧焊相比,自动化氩弧焊有着焊接质量高、熔池可见性强及可灵活焊接复杂结构件的优势,并已在实际工业生产中广泛使用。
4.喷丸处理法是处理焊接应力的重要方法,在实际工业生产中已经广泛应用,其基本原理为:将高速弹丸流喷射到零件表面,使得零件表面发生塑性形变,形成一个残余应力层,当零件承受载荷时,该层可抵消部分应力,从而提高零件的疲劳强度。
5.虽然氩弧焊技术及喷丸应力处理法在工业生产中已有应用,但可移动式、小型并同时具备两项功能的焊接及应力处理一体化自动设备尚未应用,本发明针对可移动的焊接及应力处理设备开展相关研究,提出了一种可移动的焊接及应力处理一体化装置。
技术实现要素:
6.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种可移动式焊接及应力处理一体化装置,可实现非流水线生产环境中,对不同形状的工件实现焊接及应力处理两个作业流程的一体化与自动化,并可实现针对小型结构件的自动化喷丸应力处理功能,能够对作业时喷出的喷丸依据完好程度过滤,滤除残缺喷丸,对完好喷丸自动吸收,重复利用。
7.为了实现上述目的,本发明采用了如下技术方案:
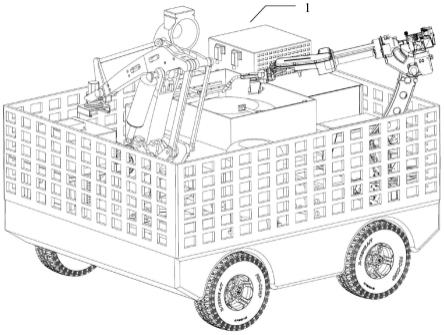
8.一种可移动式焊接及应力处理一体化装置,包括装置本体,所述装置本体包括底盘、以及安装在底盘上的焊接装置、变电箱、控制器、焊接烟尘吸附装置、搬运机械臂、喷丸控制器、收纳装置、喷丸设备、工作台和围栏;
9.所述焊接装置用于实现焊接功能;所述变电箱用于向装置供电;所述控制器内共有三个子控制器,其一为焊接机械臂控制器,其二为搬运机械臂控制器,其三为一体化装置的总控制器,一体化装置的总控制器和焊接机械臂控制器、搬运机械臂控制器、喷丸控制器等控制器通讯,在整个控制器网络中,起中央主机作用,统筹各控制器工作;
10.所述焊接烟尘吸附装置由一可伸缩管路和一主机构成,可伸缩管路的末端为一喇叭式抽气口,喇叭式抽气口的外壳上存在凹槽,凹槽与搬运机械臂末端的电磁夹具相匹配,焊接作业时,可伸缩管路位于搬运机械臂的末端,用于吸收焊接烟尘;
11.所述搬运机械臂用于搬运工件夹具;所述喷丸控制器与喷丸设备连接;
12.所述围栏为一中空的四方体结构,所述围栏的四周边长与底盘的四周边长相同;
13.所述底盘包括底盘外壳、设于底盘外壳前侧面上的第一摄像头和第二摄像头,所述第一摄像头和第二摄像头以底盘中轴线对称设置,所述底盘外壳的下方设有轮胎;所述轮胎由同步电机驱动,带动一体化装置运动;
14.所述焊接装置包括焊接机械臂控制器、焊接机械臂、设于焊接机械臂一侧的焊机和氩气瓶,所述焊接机械臂为六自由度,其第三自由度和第四自由度间设有送丝机构,所述焊接机械臂的末端分别设有焊枪、线性激光、第三摄像头和麦克风;所述线性激光的延长线与焊枪的末端位于同一水平线上,所述焊接机械臂控制器安装在控制器中。
15.优选的,所述搬运机械臂包括机械臂本体、设于机械臂本体上的电磁夹具和摄像头安装支架,所述机械臂本体为四自由度机械臂,所述电磁夹具设于机械臂本体的第四自由度上,所述摄像头安装支架通过螺栓固定安装在机械臂本体的第三自由度末端,所述摄像头安装支架上安装有第四摄像头。
16.优选的,所述收纳装置包括收纳装置支撑台、以及设于收纳装置支撑台上的喷丸仓和工件夹具装置;
17.所述收纳装置支撑台上设有分别与喷丸仓、工件夹具装置形状相仿的凹槽,所述搬运机械臂未搬运喷丸仓、工件夹具装置时,喷丸仓和工件夹具装置可通过凹槽安装在收纳装置支撑台上。
18.优选的,所述工件夹具装置包括工件夹具装置外壳、以及设于工件夹具装置外壳上的第一电磁吸附机构、第一紧固装置和第二紧固装置;
19.所述第一电磁吸附机构固定于工件夹具装置外壳上表面的中心,第一电磁吸附机构的上表面为磁性材料,磁性材料的整体外形与搬运机械臂中的电磁夹具相匹配;
20.所述第一紧固装置和第二紧固装置结构相同,所述第一紧固装置和第二紧固装置均为液压直线模组,用于实现不同尺寸工件的夹取需求;第一紧固装置和第二紧固装置以工件夹具装置中轴面对称设置,第一紧固装置和第二紧固装置均固定在工件夹具装置外壳的下表面。
21.优选的,所述喷丸仓包括喷丸仓外壳、第一直线模组、第一导轨、t型滑块、第二直线模组安装座、第二直线模组、喷丸枪安装座、喷丸枪和喷丸仓支撑座和第二电磁吸附机构;
22.所述喷丸仓外壳为一方形结构,所述第一直线模组、第一导轨通过螺丝固定在喷丸仓外壳内;所述t型滑块嵌套在第一导轨上,t型滑块和第一直线模组的滑块位于同一平面;所述第二直线模组安装底座上设有若干螺孔,第二直线模组安装底座通过螺丝紧固的方式一端安装在t型滑块上,另一端安装在第一直线模组的滑块上;所述第二直线模组通过螺丝安装在第二直线模组安装底座上;所述第一直线模组和第二直线模组均由伺服电机驱动;
23.所述喷丸枪安装座通过螺丝固定于第二直线模组的滑块上;所述喷丸枪安装在喷丸枪安装座上,喷丸枪通过软管与喷丸控制器相连接,喷丸枪、喷丸设备与喷丸控制器三者组成一完整的小型喷丸机;所述喷丸仓支撑座安装固定在喷丸仓外壳内壁上,在喷丸仓放置于收纳装置支撑台上时起支撑作用;
24.所述第二电磁吸附机构的结构与工件夹具装置中的第一电磁吸附机构的结构完
全相同,其上表面为磁性材料,整体外形与搬运机械臂中的电磁夹具相匹配,第二电磁吸附机构固定于喷丸仓外壳上壁的上表面正中心;
25.优选的,所述工作台包括工作台基座、圆形工作台、喷丸收集仓、第一工件紧固装置、第二工件紧固装置、环形加速器、工作台支撑座和喷丸收集槽;
26.所述圆形工作台为一圆台,其下表面设有支撑柱,圆形工作台通过该支撑柱固定在工作台基座内,所述圆形工作台的边缘高度低于中间高度,便于喷丸滚入工作台基座内;
27.所述工作台基座的两侧壁呈梯形状,其下壁具有坡度,从圆形工作台四周遗漏的喷丸在工作台基座下壁的上表面上滚动,工作台基座的下壁上设有尺寸比完整喷丸小的孔洞,能够过滤无法再利用的喷丸,工作台基座下壁斜坡的尽头设有尺寸比完整喷丸大的孔洞,能够使没被过滤掉的可再利用喷丸落入喷丸收集槽内;
28.所述喷丸收集仓设于工作台基座的下方,两侧壁呈三角形状,与工作台基座相契合,喷丸收集仓下壁的上表面也具有坡度,但斜坡方向与工作台基座的下壁斜坡方向相反,用于收集无法再利用的喷丸;
29.所述喷丸收集槽固定在喷丸收集仓一侧,具体位于喷丸收集仓下壁斜坡坡顶的一侧,喷丸收集槽为一宽度略大于完整喷丸的凹槽,喷丸收集槽下壁的上表面具有坡度,斜坡的尽头设有一直径略大于完整喷丸直径的喷丸孔,该孔洞通过软管与环形加速器相连接,在重力作用下,可再利用的喷丸从孔洞流入环形加速器内;
30.所述第一工件紧固装置与第二工件紧固装置结构相同,第一工件紧固装置和第二工件紧固装置以圆形工作台上表面的圆心为中心呈对称设置,分别固定在工作台基座呈梯形的两个侧壁上;
31.所述工作台支撑座设于喷丸收集仓的下方,用于支撑喷丸收集仓;所述环形加速器设于喷丸收集仓的一侧,且环形加速器分别与喷丸收集槽和喷丸设备连接。
32.优选的,所述第一工件紧固装置包括第一紧固臂、第二紧固臂、第二导轨、紧固装置安装基座、第三导轨和滑台;
33.所述第二导轨和第三导轨结构相同,所述第二导轨和第三导轨对称设于紧固装置安装基座的左右两侧,所述滑台设于第二导轨和第三导轨上并能够沿第二导轨和第三导轨滑动;所述第一紧固臂的末端安装在紧固装置安装基座的端部,且第一紧固臂与紧固装置安装基座平行设置,所述第二紧固臂安装在滑台上,且第二紧固臂与第一紧固臂的首端连接,所述第二紧固臂与紧固装置安装基座在同一平面内垂直设置;所述第一紧固臂和第二紧固臂均由液压驱动,能够在xy平面内的滑动,用于实现不同位置、不同尺寸工件的紧固作业。
34.优选的,所述可移动式焊接及应力处理一体化装置的具体作业流程包括:工件识别与搬运作业流程、工件焊接与烟尘吸附作业流程和喷丸应力处理流程;其中,装置底盘上的第一摄像头及第二摄像头构成双目视觉,识别待作业工件的大致位置。
35.所述工件识别与搬运作业流程为:搬运机械臂依据位置信息,其末端电磁夹具通过硬件上的凹槽配合及电磁吸附机理抓取工件夹具装置,随后搬运机械臂上的第四摄像头识别待作业工件,搬运机械臂末端运动至工件附近;随后工件夹具装置上的第一紧固装置与第二紧固装置在液压驱动下挤压工件,实现工件抓取;接着搬运机械臂末端运动至工作台内的圆形工作台上,夹具装置上的第一紧固装置与第二紧固装置释放工件,结束工件夹
取作业。
36.优选的,所述工件焊接与烟尘吸附作业流程为:工作台内的第一工件紧固装置及第二工件紧固装置在液压驱动下紧固工件,焊接机械臂在第三摄像头的引导下,带动焊枪运动至工件附近,随后线性激光识别焊缝中心点坐标,提取焊接路径;搬运机械臂末端的电磁夹具夹取焊接烟尘吸附装置中可伸缩管路末端的喇叭形抽气口,并运动至圆形工作台附近;接着焊接机械臂依据已得焊接路径进行焊接作业,在此期间麦克风提取焊接电弧声,焊接烟尘吸附装置吸取焊接烟尘;焊接结束后,搬运机械臂将可伸缩管路末端的喇叭形抽气口运输至初始位置。
37.优选的,所述喷丸应力处理流程为:待工件冷却后,搬运机械臂末端的电磁夹具将喷丸仓搬运至圆形工作台上并完全罩住工件,随后喷丸控制器开始工作,喷丸枪喷出喷丸进行应力处理作业,此时第一直线模组及第二直线模组在伺服电机驱动下在xy平面内运动,实现对工件表面喷丸应力处理的全覆盖;喷丸作业结束后,搬运机械臂将喷丸仓搬运至原位。
38.与现有技术相比,本发明具有以下有益效果:
39.1、本发明以协助在实际生产中,实现非流水线环境下对相关工件的氩弧焊焊接及喷丸应力处理功能。同时,本发明能够实现焊接及焊后应力处理功能,并且在焊接时候,焊接路径可自主生成,焊接烟尘可自主过滤。
40.2、本发明在焊接作业前,可以自动化实现识别待作业工件,并自动将相关工件搬运至本发明所述装置上。
41.3、本发明可实现针对小型结构件的自动化喷丸应力处理功能,并且对作业时喷出的喷丸依据完好程度过滤,滤除残缺喷丸,对完好喷丸自动吸收,重复利用。
附图说明
42.图1为本发明的整体结构示意图;
43.图2为本发明的整体结构爆炸视图;
44.图3为本发明中底盘的结构示意图;
45.图4为本发明中焊接装置的结构示意图;
46.图5为本发明中搬运机械臂的结构示意图;
47.图6为本发明中收纳装置的爆炸视图;
48.图7为本发明中工件夹具装置的爆炸视图;
49.图8为本发明中喷丸仓的爆炸视图;
50.图9为本发明中工作台的爆炸视图;
51.图10为本发明中工件紧固装置的爆炸视图;
52.图11为本发明夹取工件作业示意图;
53.图12为本发明焊接作业示意图;
54.图13为本发明去除应力作业示意图;
55.图14为本发明中工作台的整体结构示意图;
56.图15为本发明中喷丸仓的整体结构示意图。
57.附图标记:1、装置本体;21、焊接装置;22、变电箱;23、控制器;24、焊接烟尘吸附装
置;25、搬运机械臂;26、喷丸控制器;27、收纳装置;28、喷丸设备;29、底盘;210、围栏;211、工作台;31、底盘外壳;32、第一摄像头;33、第二摄像头;34、轮胎;41、焊接机械臂;42、焊机;43、氩气瓶;44、焊接机械臂控制器;45、送丝机构;46、焊枪;47、线性激光;48、第三摄像头;49、麦克风;51、机械臂本体;52、电磁夹具;53、摄像头安装支架;54、第四摄像头;61、喷丸仓;62、工件夹具装置;63、收纳装置支撑台;71、工件夹具装置外壳;72、第一电磁吸附机构;73、第一紧固装置;74、第二紧固装置;81、喷丸仓外壳;82、第一直线模组;83、第一导轨;84、t型滑块;85、第二直线模组安装座;86、第二直线模组;87、喷丸枪安装座;88、喷丸枪;89、喷丸仓支撑座;810、第二电磁吸附机构;91、工作台基座;92、圆形工作台;93、喷丸收集仓;94、第一工件紧固装置;95、第二工件紧固装置;96、环形加速器;97、工作台支撑座;98、喷丸收集槽;1001、第一紧固臂;1002、第二紧固臂;1003、第二导轨;1004、紧固装置安装基座;1005、第三导轨;1006、滑台。
具体实施方式
58.下面结合附图将对本发明实施例中的技术方案进行清楚、完整地描述,以使本领域的技术人员能够更好的理解本发明的优点和特征,从而对本发明的保护范围做出更为清楚的界定。本发明所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
59.以下说明中,本发明的一种可移动式焊接及应力处理一体化装置中,如无特别说明,所有电机、舵机在一开始均保持上电锁死状态。
60.参照图1至图2,一种可移动式焊接及应力处理一体化装置,包括装置本体1,装置本体1包括焊接装置21、变电箱22、控制器23、焊接烟尘吸附装置24、搬运机械臂25、喷丸控制器26、收纳装置27、喷丸设备28、底盘29、围栏210和工作台211。
61.其中,所述焊接装置21用于实现焊接功能,具体构成将在下文详细阐述;所述变电箱22上设有一个电源输入口和若干个电源输出口,其输入电压为三相380v电压,输出电压依据负载类型可分为220v及380v两种电压制式;所述控制器23内共有三个子控制器,其一为焊接机械臂控制器44,其二为搬运机械臂控制器,搬运机械臂控制器与搬运机械臂25相连接,其三为一体化装置的总控制器,一体化装置的总控制器基于以太网协议和焊接机械臂控制器44、搬运机械臂控制器、喷丸控制器26等控制器通讯,在整个控制器网络中,起中央主机作用,统筹各控制器工作。
62.所述焊接烟尘吸附装置24由一可伸缩管路和一主机构成,可伸缩管路的末端为一喇叭式抽气口,喇叭式抽气口的外壳上存在凹槽,凹槽与搬运机械臂25末端的电磁夹具52相匹配,焊接作业时,可伸缩管路位于搬运机械臂25的末端,用于吸收焊接烟尘;
63.所述搬运机械臂25用于搬运工件夹具等装置,具体结构将在下文详细阐述;所述喷丸控制器26上设有两条管路,一条连接在下述的喷丸枪88上,另一条连接在喷丸设备28下方圆柱形接口处;所述收纳装置27上装有不同作业设备,具体结构将在下文详细阐述;所述喷丸设备28为一圆柱体,其两侧设有两个圆柱形接口,一个位于喷丸设备28底部,并与喷丸控制器26相连接,另一个位于喷丸设备28上部,并与环形加速器96相连接;所述底盘29用于支撑整个装置,具体结构将在下文详细阐述;所述围栏210为一中空的四方体结构,其四
周边长与底盘29四周边长相同,并设有若干孔洞,避免机械臂等意外宕机对工作人员造成损害。
64.具体的,参照图3,为本发明中底盘29的结构示意图。所述底盘29包括底盘外壳31、第一摄像头32、第二摄像头33和轮胎34。
65.其中,所述底盘外壳31上设有一凹槽,用于布放不同装置电缆线及通讯线;所述第一摄像头32和第二摄像头33相同,所述第一摄像头32和第二摄像头33设于底盘29的前侧面上,且第一摄像头32和第二摄像头33以底盘29中轴线为对称轴对称设立;所述轮胎34数量为四,其中后方两个轮胎为主动轮,由同步电机驱动,带动整个装置运动,前方两个轮胎起转向作用,需要说明的是,本发明中底盘29驱动方法和电动汽车相同,由于不属于本发明所想要保护的范围,因此在图中并未详尽阐述。
66.具体的,参照图4,为本发明中焊接装置21的结构示意图。所述焊接装置21包括焊接机械臂41、焊机42、氩气瓶43、焊接机械臂控制器44、送丝机构45、焊枪46、线性激光47、第三摄像头48和麦克风49;
67.其中,所述焊接机械臂41为六自由度,其第三自由度和第四自由度间设有送丝机构45,所述焊接机械臂41的末端分别设有焊枪46、线性激光47、第三摄像头48和麦克风49;
68.所述焊机42为氩弧焊专用焊机;所述氩气瓶43内部充满氩弧焊保护气体;所述焊接机械臂控制器44与焊接机械臂41相连接,焊接机械臂控制器44安装在上述的控制器23中;所述线性激光47中心波段为532nm,线性激光47的延长线与焊枪46末端位于同一水平线上;所述第三摄像头48用于采集焊缝图像;所述麦克风49用于采集焊接电弧声信号。
69.具体的,参照图5,为本发明中搬运机械臂25的结构示意图。所述搬运机械臂25包括机械臂本体51、设置在机械臂本体51上的电磁夹具52和摄像头安装支架53,所述摄像头安装支架53上安装有第四摄像头54。
70.其中,所述机械臂本体51为四自由度;所述电磁夹具52安装在机械臂本体51的第四自由度上,电磁夹具52的下表面设有电磁铁,可基于电磁吸附机理增大对下述喷丸仓61等设备的抓力,电磁夹具52的下方设有两个向内突出部分,该部分可与下述喷丸仓61等设备上的电磁吸附机构相结合,进一步提高搬运时稳定性;所述第四摄像头54安装在摄像头安装支架53内,用于定位工件位置;所述摄像头安装支架53通过螺栓固定在机械臂本体51的第三自由度末端。
71.具体的,参照图6,为本发明中收纳装置27的爆炸视图。所述收纳装置27包括收纳装置支撑台63、以及设置在收纳装置支撑台63上的喷丸仓61和工件夹具装置62。
72.所述收纳装置支撑台63上设有与喷丸仓61、工件夹具装置62形状相仿的凹槽,搬运机械臂25未搬运喷丸仓61、工件夹具装置62时,喷丸仓61和工件夹具装置62可通过凹槽安设在收纳装置27上。
73.具体的,参照图7,为本发明中工件夹具装置62的爆炸视图。所述工件夹具装置62包括工件夹具装置外壳71、第一电磁吸附机构72、第一紧固装置73和第二紧固装置74。
74.其中,所述第一电磁吸附机构72固定于工件夹具装置外壳71上表面的中心,第一电磁吸附机构72的上表面为磁性材料,两侧设有凹槽,整体外形与搬运机械臂25中的电磁夹具52相匹配,可与电磁夹具52上突出部分结合;所述第一电磁吸附机构72可通过电磁吸附机理进一步稳固工件夹具装置62与电磁夹具52的连接;所述第一紧固装置73和第二紧固
装置74结构上完全形同,二者均为液压直线模组,用于实现不同尺寸工件的夹取需求;第一紧固装置73和第二紧固装置74以工件夹具装置62中轴面对称设置,二者均固定在工件夹具装置外壳71的下表面。
75.具体的,参照图8,为本发明中喷丸仓61的爆炸视图。所述喷丸仓61包括喷丸仓外壳81、第一直线模组82、第一导轨83、t型滑块84、第二直线模组安装座85、第二直线模组86、喷丸枪安装座87、喷丸枪88、喷丸仓支撑座89和第二电磁吸附机构810。
76.其中,所述喷丸仓61为一方形结构,所述第一直线模组82、第一导轨83通过螺丝固定在喷丸仓外壳81内;所述t型滑块84嵌套在第一导轨83上,t型滑块84和第一直线模组82的滑块位于同一平面;所述第二直线模组安装底座85上设有若干螺孔,第二直线模组安装底座85通过螺丝紧固的方式一端安装在t型滑块84上,另一端安装在第一直线模组82的滑块上;所述第二直线模组86通过螺丝安装在第二直线模组安装底座85上;所述第一直线模组82与第二直线模组86的行程、丝杠导程均相同,且第一直线模组82和第二直线模组86均由伺服电机驱动。
77.所述喷丸枪安装座87通过螺丝固定于第二直线模组86的滑块上;所述喷丸枪88安装在喷丸枪安装座87另一侧的圆孔中,喷丸枪88上设有两个孔,一个与喷丸控制器26相连,另一喷出喷丸,喷丸枪88、喷丸设备28与喷丸控制器26三者组成一完整的小型喷丸机;所述喷丸仓支撑座89安装固定在喷丸仓外壳81内壁上,在喷丸仓放置于收纳装置支撑台63上时起支撑作用;
78.所述第二电磁吸附机构810固定于喷丸仓外壳81上壁的上表面正中心,其结构与工件夹具装置62中的第一电磁吸附机构72的结构完全相同,其上表面为磁性材料,两侧设有凹槽,整体外形与搬运机械臂25中的电磁夹具52相匹配,可与电磁夹具52上突出部分结合;第二电磁吸附机构810可通过电磁吸附机理进一步稳固喷丸仓61与电磁夹具52的连接。
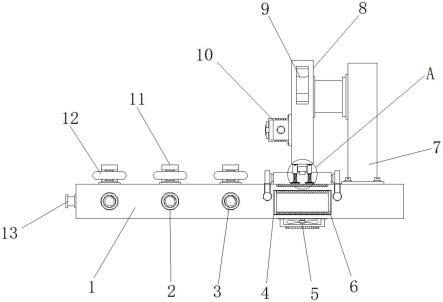
79.具体的,参照图9,为本发明中工作台211的爆炸视图。所述工作台211包括工作台基座91、圆形工作台92、喷丸收集仓93、第一工件紧固装置94、第二工件紧固装置95、环形加速器96、工作台支撑座97和喷丸收集槽98。
80.其中,所述圆形工作台92为一圆台,其下表面设有支撑柱,圆形工作台92通过该支撑柱固定在工作台基座91内,所述圆形工作台92的边缘高度低于中间高度,便于喷丸滚入工作台基座91内。
81.所述工作台基座91的两侧壁呈梯形状,其下壁具有坡度,从圆形工作台92四周遗漏的喷丸在工作台基座91下壁的上表面上滚动,工作台基座91的下壁设有尺寸比完整喷丸小的孔洞,能够过滤无法再利用的喷丸,工作台基座91下壁斜坡的尽头设有尺寸比完整喷丸大的孔洞,能够使没被过滤掉的可再利用喷丸落入喷丸收集槽98内。
82.所述喷丸收集仓93设于工作台基座91的下方,两侧壁呈三角形状,与工作台基座91相契合,喷丸收集仓93下壁的上表面也具有坡度,但斜坡方向与工作台基座91的下壁斜坡方向相反,用于收集从工作台基座91中落下的无法再利用的喷丸。
83.所述喷丸收集槽98固定在喷丸收集仓93一侧,具体位于喷丸收集仓93下壁斜坡坡顶的一侧,喷丸收集槽98为一宽度略大于完整喷丸的凹槽,喷丸收集槽98下壁的上表面具有坡度,斜坡的尽头设有一直径略大于完整喷丸直径的喷丸孔,该孔洞通过软管与环形加速器96相连接,在重力作用下,可再利用的喷丸从孔洞流入环形加速器96内。
84.所述第一工件紧固装置94与第二工件紧固装置95结构相同,具体结构将在下文阐述;第一工件紧固装置94和第二工件紧固装置95以圆形工作台92上表面的圆心为中心呈对称设置,分别固定在工作台基座91呈梯形的两个侧壁上。
85.所述工作台支撑座97数量为四,均设于喷丸收集仓93的下方,用于支撑喷丸收集仓93;所述环形加速器96设有两个孔,下方孔位与喷丸收集槽98相连,上方孔位与喷丸设备28相连,实际作业时,喷丸从下方孔进入,在电磁力作用下,依照圆形轨道依次爬升高度并加速,最终以一定初速度从上方孔喷出,此时喷丸具备的动能使其能够克服重力等影响,滚入喷丸设备28内的储料仓。
86.具体的,参照图10,为本发明中第一工件紧固装置95的爆炸示意图。所述第一工件紧固装置95包括第一紧固臂1001、第二紧固臂1002、第二导轨1003、紧固装置安装基座1004、第三导轨1005和滑台1006。
87.其中,第二导轨1003和第三导轨1005结构上完全相同;所述第二导轨1003和第三导轨1005对称设于紧固装置安装基座1004的左右两侧,所述滑台1006设于第二导轨1003和第三导轨1005上并能够沿第二导轨1003和第三导轨1005滑动;所述第一紧固臂1001的末端安装在紧固装置安装基座1004的端部,且第一紧固臂1001与紧固装置安装基座1004平行设置,所述第二紧固臂1002安装在滑台1006上,且第二紧固臂1002与第一紧固臂1001的首端连接,所述第二紧固臂1002与紧固装置安装基座1004在同一平面内垂直设置;所述第一紧固臂1001和第二紧固臂1002均由液压驱动,能够在xy平面内的滑动,用于实现不同位置、不同尺寸工件的紧固作业。
88.该可移动式焊接及应力处理一体化装置的作业流程参照图11至图13所示:
89.s1:装置底盘29上的第一摄像头32及第二摄像头33构成双目视觉,识别待作业工件的大致位置。
90.s2:参照图11,搬运机械臂25依据位置信息,其末端电磁夹具52通过硬件上的凹槽配合及电磁吸附机理抓取工件夹具装置62,随后搬运机械臂25上的第四摄像头54识别待作业工件,搬运机械臂25末端运动至工件附近;随后工件夹具装置62上的第一紧固装置73与第二紧固装置74在液压驱动下挤压工件,实现工件抓取;接着搬运机械臂25末端运动至工作台211内的圆形工作台92上,夹具装置62上的第一紧固装置73与第二紧固装置74释放工件,结束工件夹取作业。
91.s3:参照图12,工作台211内的第一工件紧固装置94及第二工件紧固装置95在液压驱动下紧固工件,焊接机械臂41在第三摄像头48的引导下,带动焊枪46运动至工件附近,随后线性激光47识别焊缝中心点坐标,提取焊接路径;搬运机械臂25末端的电磁夹具52夹取焊接烟尘吸附装置24中可伸缩管路末端的喇叭形抽气口,并运动至圆形工作台92附近;接着焊接机械臂41依据已得焊接路径进行焊接作业,在此期间麦克风49提取焊接电弧声,焊接烟尘吸附装置24吸取焊接烟尘;焊接结束后,搬运机械臂25将可伸缩管路末端的喇叭形抽气口运输至初始位置。
92.s4:参照图13,待工件冷却后,搬运机械臂25末端的电磁夹具52将喷丸仓61搬运至圆形工作台92上并完全罩住工件,随后喷丸控制器26开始工作,喷丸枪88喷出喷丸进行应力处理作业,此时第一直线模组82及第二直线模组86在伺服电机驱动下在xy平面内运动,实现对工件表面喷丸应力处理的全覆盖;喷丸作业结束后,搬运机械臂25将喷丸仓61搬运
至原位。
93.本发明中披露的说明和实践,对于本技术领域的普通技术人员来说,都是易于思考和理解的,且在不脱离本发明原理的前提下,还可以做出若干改进和润饰。因此,在不偏离本发明精神的基础上所做的修改或改进,也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。