1.本实用新型涉及焊接加工技术领域,具体涉及帐篷钉焊接工装。
背景技术:
2.在针对帐篷钉的焊接工艺中,需要将铁片焊接于钉体的头部,目前的焊接工装大多只能进行单个焊接,效率较为低下,并且待焊部件的固定装配较为不便,因此需要设计一种能够提高焊接效率且便于装配的焊接工装。
技术实现要素:
3.本实用新型的目的在于提供帐篷钉焊接工装,旨在解决上述背景技术提出的现有技术中的问题。
4.本实用新型的上述技术问题主要是通过下述技术方案得以解决的:帐篷钉焊接工装,所述帐篷钉包括钉体和待焊铁片,待焊铁片将焊接于钉体的头部;所述焊接工装包括架体,所述架体上并列设有多个用于容纳钉体的放置槽,架体对应钉体的尾部设有与钉体尾部抵接的限位结构,架体对应钉体的头部设有能够沿钉体长度方向移动的顶板,所述顶板的内侧设有与放置槽对应的铁片插槽,所述铁片插槽的上方对应设有用于固定待焊铁片的弹性压扣。
5.作为优选,所述顶板的上方固定设有一块固定板,所述铁片插槽间隔分布于固定板的内侧,所述铁片插槽的槽底与顶板的水平间距相当于待焊铁片在钉体上的焊接位置。
6.作为优选,所述固定板的上方设有用于安装弹性压扣的安装部,所述弹性压扣的相对中部可转动地安装于安装部,弹性压扣的相对尾端连接有压扣弹簧,压扣弹簧提供使弹性压扣的前端具有向下移动趋势的弹力。
7.作为优选,所述安装部内设有一根销轴,所有弹性压扣均安装于销轴上。
8.作为优选,所述弹性压扣的前端底部设有圆弧过渡面。
9.作为优选,所述顶板的两端分别通过同步气缸驱动。
10.作为优选,所述限位机构包括限位板,所述限位板上对应钉体的尾部设有顶头。
11.本实用新型与现有技术相对比,其有益效果在于:本实用新型可以在一次装配中同时进行多个待焊件的焊接,并且通过一次动作同时实现多个待焊件的固定装配,有助于提升装配和焊接效率。
附图说明
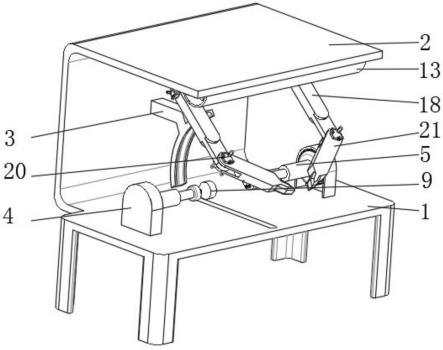
12.图1是本实用新型的整体结构示意图。
13.图2是本实用新型的局部分解示意图。
14.图3是图2中a的放大示意图。
15.图4是本实用新型中钉体与待焊铁片的焊接关系示意图。
16.图中:1、架体;2、横板;3、放置槽;4、钉体;5、限位板;6、顶板;7、固定板;8、铁片插
槽;9、待焊铁片;10、安装部;11、弹性压扣;12、销轴;13、顶头。
具体实施方式
17.为了使本实用新型的目的、技术方案及优点更加清楚明白,下面通过实施例并结合附图,对本实用新型作进一步具体的说明。
18.实施例:帐篷钉焊接工装,如图1-4所示,包括架体1,架体1呈框架式结构,其相对中部沿横向设有两块横板2,横板2上对应设有间隔分布的多个半圆形放置槽3,放置槽3的径向尺寸与钉体4相当,用于容纳钉体4。
19.架体1对应钉体4的尾部设有限位板5,限位板5上对应钉体1的尾端设有顶头13,用于抵住钉体1的尾端。
20.架体1对应钉体4的头部设有能够沿钉体长度方向移动的顶板6,顶板6可以是与架体1通过导轨实现的滑动配合,且顶板6的两端分别对称连接有同步气缸(图中未示出),同步气缸通过同步推动,实现顶板6的移动。同步气缸可以设置于用于放置本焊接工装的焊接操作台上。
21.顶板6的上方固定设有一块固定板7,固定板7的内侧间隔设有多个分别与放置槽对应的铁片插槽8,用于插入待焊铁片9,且铁片插槽8的槽底与顶板6和针体4的抵接面的水平间距相当于待焊铁片9需要焊接在钉体1上的位置,使得装配后无需调整即可使铁片焊接于正确位置,然后采用分别对应设置于铁片插槽8上方的弹性压扣11予以固定。固定板7的上方设有用于安装弹性压扣11的安装部10,安装部10内设有一根沿其长度方向贯穿的销轴12,该销轴12穿过每一根弹性压扣11的相对中部,通过同一根销轴12实现所有弹性压扣11的独立旋转。弹性压扣11的相对尾端连接有压扣弹簧(图中未示出),压扣弹簧被容纳于安装部10内的一圆柱孔内,压扣弹簧的底端与固定板7抵接,通过压扣弹簧提供的弹力能够使弹性压扣11将待焊铁片9压紧于钉体4上。
22.本实施例中,弹性压扣11的前端底部设有圆弧倒角,形成圆弧过渡面,以便于待焊铁片9的滑入。
23.本实施例在具体实施时,首先将多个钉体4同时放置于对应放置槽3内,并使其尾端与顶头13相接触,然后通过同步气缸推动顶板6,使顶板6与钉体4的头部抵接,将钉体4固定;然后将待焊铁片9依次插入铁片插槽8内,在插入过程中,待焊铁片9的底面与钉体4表面接触,顶面配合圆弧过渡面推动弹性压扣11使其向上转动一定角度,然后进入铁片插槽8,弹性压扣11在压扣弹簧的弹力作用下压紧待焊铁片9,将待焊铁片9固定,至此完成钉体4与待焊铁片9的装配。后续可通过人工或机械手的方式进行焊接工艺,以机械手激光焊接为例,机械手控制激光束依次从左右两侧进行焊接,焊接时激光束倾斜角度为45
°
。
24.最后,应当指出,以上实施例仅是本实用新型较有代表性的例子。显然,本实用新型不限于上述实施例,还可以有许多变形。凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改等同变化与修饰,均应认为属于本实用新型的保护范围。
技术特征:
1.帐篷钉焊接工装,所述帐篷钉包括钉体和待焊铁片,待焊铁片将焊接于钉体的头部;其特征在于,所述焊接工装包括架体,所述架体上并列设有多个用于容纳钉体的放置槽,架体对应钉体的尾部设有与钉体尾部抵接的限位结构,架体对应钉体的头部设有能够沿钉体长度方向移动的顶板,所述顶板的内侧设有与放置槽对应的铁片插槽,所述铁片插槽的上方对应设有用于固定待焊铁片的弹性压扣。2.根据权利要求1所述的帐篷钉焊接工装,其特征在于,所述顶板的上方固定设有一块固定板,所述铁片插槽间隔分布于固定板的内侧,所述铁片插槽的槽底与顶板的水平间距相当于待焊铁片在钉体上的焊接位置。3.根据权利要求2所述的帐篷钉焊接工装,其特征在于,所述固定板的上方设有用于安装弹性压扣的安装部,所述弹性压扣的相对中部可转动地安装于安装部,弹性压扣的相对尾端连接有压扣弹簧,压扣弹簧提供使弹性压扣的前端具有向下移动趋势的弹力。4.根据权利要求3所述的帐篷钉焊接工装,其特征在于,所述安装部内设有一根销轴,所有弹性压扣均安装于销轴上。5.根据权利要求1或3所述的帐篷钉焊接工装,其特征在于,所述弹性压扣的前端底部设有圆弧过渡面。6.根据权利要求1所述的帐篷钉焊接工装,其特征在于,所述顶板的两端分别通过同步气缸驱动。7.根据权利要求1所述的帐篷钉焊接工装,其特征在于,所述限位结构包括限位板,所述限位板上对应钉体的尾部设有顶头。
技术总结
本实用新型公开了帐篷钉焊接工装,包括架体,架体上并列设有多个用于容纳钉体的放置槽,架体对应钉体的尾部设有与钉体尾部抵接的限位结构,架体对应钉体的头部设有能够沿钉体长度方向移动的顶板,顶板的内侧设有与放置槽对应的铁片插槽,铁片插槽的上方对应设有用于固定待焊铁片的弹性压扣。本实用新型可以在一次装配中同时进行多个待焊件的焊接,并且通过一次动作同时实现多个待焊件的固定装配,有助于提升装配和焊接效率。于提升装配和焊接效率。于提升装配和焊接效率。
技术研发人员:梁樑 杨云皓 徐浙权
受保护的技术使用者:浙江创宏激光科技有限公司
技术研发日:2022.05.11
技术公布日:2022/9/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。