角铁塔骑座式挂线点的t型焊缝结构
技术领域
1.本实用新型涉及铁塔技术领域,特别是指一种角铁塔骑座式挂线点的t型焊缝结构。
背景技术:
2.骑座式挂线点俗称马鞍子,是一段角铁两端分别有两块相距100mm的带有挂线孔的不规则铁件,垂直组对与角铁背部,与角铁两个面t型焊缝连接,该t型焊缝质量为二级焊缝。在以往的零件制作中由于不规则铁件板厚均大于12mm,坡口制作成双边v型,钝边为1-2mm,预留间隙为2-3mm,但是,由于两块零部件距离较近,影响焊枪可达角度以及视线,焊接质量一直达不到要求,虽然在长期实践工作中不断调整焊接方法,但其返修率仍然居高不下,浪费工时,影响车间生产进度,增加了焊接人员的工作量和心理负担。
技术实现要素:
3.本实用新型提出一种角铁塔骑座式挂线点的t型焊缝结构,不但可以提高角钢塔骑座式挂线点二级焊缝一次交验合格率,还可以迅速提高其焊接效率,减轻焊接人员的劳动强度。
4.本实用新型的技术方案是这样实现的:一种角铁塔骑座式挂线点的t型焊缝结构,包括角铁和挂点板,挂点板的下端与角铁的背部间隔设置,挂点板一侧的下端设置有单v形坡口,挂点板沿角铁背部的垂直线向另一侧倾斜,单v形坡口内和挂点板另一侧的下端均设有多道焊层。
5.进一步地,单v形坡口的角度值为35
°±5°
。
6.进一步地,挂点板下端与角铁背部的间隙为2~3
㎜
。
7.进一步地,挂点板沿角铁背部垂直线向另一侧倾斜3
°±1°
。
8.进一步地,每道焊层的厚度不大于5mm。
9.进一步地,单v形坡口从内到外依次填充有第一焊层、第二焊层和第三焊层。
10.进一步地,挂点板另一侧的下端设有第四焊层,第四焊层远离单v形坡口的一侧设置有第五焊层。
11.本实用新型的有益效果:
12.本实用新型角铁塔骑座式挂线点的t型焊缝结构使得二级焊缝一次交验合格率低的问题得到彻底改善,并合格率提高至99%;采用单v形坡口,还可以迅速提高其焊接效率,减轻焊接人员的劳动强度。
附图说明
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提
下,还可以根据这些附图获得其他的附图。
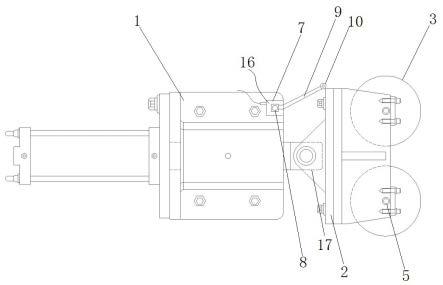
14.图1为角铁塔骑座式挂线点的结构示意图;
15.图2为本实用新型t型焊缝结构的结构示意图。
16.角铁1,挂点板2,单v形坡口3,第一焊层4,第二焊层5,第三焊层6,第四焊层7,第五焊层8。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有付出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.如图1和2所示,一种角铁塔骑座式挂线点的t型焊缝结构,包括角铁1和挂点板2,挂点板2的下端与角铁1的间隙为2~3
㎜
,挂点板2一侧的下端设置有单v形坡口3,单v形坡口3的角度值为35
°±5°
,挂点板2沿角铁1背部的垂直线向另一侧倾斜3
°±1°
,单v形坡口3内和挂点板2另一侧的下端均设有多道焊层,每道焊层的厚度不大于5mm,采用多层焊接,焊接完成后及时清理焊渣及表面飞溅。
19.多道焊层具体为:单v形坡口3从内到外依次填充有第一焊层4、第二焊层5和第三焊层6,第一~三焊层完成后采用碳弧气刨的方法在挂点板2与角铁1装配处坡口外侧清根加工,深度为1层焊缝无缺陷即可,刨槽表面应光洁、无夹碳、粘渣等。
20.挂点板2另一侧的下端设有第四焊层7,第四焊层7远离单v形坡口3的一侧设置有第五焊层8。
21.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种角铁塔骑座式挂线点的t型焊缝结构,包括角铁和挂点板,其特征在于:挂点板的下端与角铁的背部间隔设置,挂点板一侧的下端设置有单v形坡口,挂点板沿角铁背部的垂直线向另一侧倾斜,单v形坡口内和挂点板另一侧的下端均设有多道焊层。2.根据权利要求1所述的一种角铁塔骑座式挂线点的t型焊缝结构,其特征在于:单v形坡口的角度值为35
°±5°
。3.根据权利要求1所述的一种角铁塔骑座式挂线点的t型焊缝结构,其特征在于:挂点板下端与角铁背部的间隙为2~3
㎜
。4.根据权利要求1所述的一种角铁塔骑座式挂线点的t型焊缝结构,其特征在于:挂点板沿角铁背部垂直线向另一侧倾斜3
°±1°
。5.根据权利要求1所述的一种角铁塔骑座式挂线点的t型焊缝结构,其特征在于:每道焊层的厚度不大于5mm。6.根据权利要求1-5之一所述的一种角铁塔骑座式挂线点的t型焊缝结构,其特征在于:单v形坡口从内到外依次填充有第一焊层、第二焊层和第三焊层。7.根据权利要求1所述的一种角铁塔骑座式挂线点的t型焊缝结构,其特征在于:挂点板另一侧的下端设有第四焊层,第四焊层远离单v形坡口的一侧设置有第五焊层。
技术总结
本实用新型提出了一种角铁塔骑座式挂线点的T型焊缝结构,包括角铁和挂点板,挂点板的下端与角铁的背部间隔设置,挂点板一侧的下端设置有单V形坡口,挂点板沿角铁背部的垂直线向另一侧倾斜,单V形坡口内和挂点板另一侧的下端均设有多道焊层。本实用新型不但可以提高角钢塔骑座式挂线点二级焊缝一次交验合格率,还可以迅速提高其焊接效率,减轻焊接人员的劳动强度。动强度。动强度。
技术研发人员:李雪文 王会杰 栗耀强 耿胜辉 周洁
受保护的技术使用者:河南鼎力杆塔股份有限公司
技术研发日:2022.04.28
技术公布日:2022/9/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。