1.本发明涉及建筑材料领域,具体涉及一种耐水腻子及其制备方法。
背景技术:
2.腻子是建筑装饰材料的一种,通常指在漆类施工前,对施工面进行预处理的一种表面填充材料,批刮腻子的目的在于填充施工面的孔隙及矫正施工面的曲线偏差,因此,腻子应具备良好的粘结强度以及耐水性,以保证在空气中水蒸汽的长期侵蚀下不会出现空鼓、起皮、开裂等现象,且能够与基体材料紧密结合,起到良好的装饰与保护作用。
3.其中,耐水腻子是一种粘接强度高、耐水性好,且具有一定的韧性和透气性的腻子。现有耐水腻子中,一方面通过其基料中的灰钙粉等组分与水反应生成防水层来实现防水,另一方面通过添加防水助剂,如环氧树脂、硅丙树脂、羧甲基纤维素、羟乙基纤维素、羟丙基甲基纤维素、羟乙基甲基纤维素和醋酸纤维素等来提高耐水腻子的防水性,如此,可实现耐水腻子优异的粘结强度和防水性,使得水蒸汽不易透过耐水腻子层,但在实际使用过程中发现:耐水腻子层仍会出现渗水现象,究其原因,主要有以下两方面:
4.第一,批刮腻子的基底材料,如石膏板、墙体等因为应力集中或地基塌陷等原因产生变形,变形导致涂覆在其上的腻子层出现裂纹,水蒸气等通过裂纹透过耐水腻子层,导致耐水腻子层耐水性下降或丧失;
5.第二,批刮的腻子层由于自身材料热胀冷缩等原因产生裂纹,尤其是当腻子层厚度过厚时,这一现象更为明显,水蒸气等通过裂纹透过耐水腻子层,导致耐水腻子层耐水性下降、甚至丧失。
技术实现要素:
6.本发明设计出一种耐水腻子及其制备方法,以克服现有耐水腻子容易产生裂纹、导致耐水性下降的技术问题。
7.为解决上述问题,本发明公开了一种耐水腻子,按重量份计,其包括如下组分的原料:
[0008][0009]
进一步的,所述复合相变材料为填充有相变颗粒的木纤维。
[0010]
进一步的,所述封闭剂为松香树脂、丙烯酸树脂、木质素改性酚醛树脂、松香季戊四醇酯、聚酰胺树脂、聚己内酯、羟基丙烯酸树脂中的一种或多种。
[0011]
进一步的,按重量份计,所述助剂包括:
[0012][0013]
一种耐水腻子的制备方法,所述方法用于制备上述的耐水腻子,所述方法包括步骤:
[0014]
s1,复合相变材料的制备:将木材切碎并在高温下蒸煮后,对其进行高压微爆破处理,之后将相变组分充入经微爆破处理后的木材中,得复合相变材料;
[0015]
s2,复合相变材料中的微孔封闭处理:在一定压力下将封闭剂充入所述步骤s1中得到的复合相变材料中,对复合相变材料中的微孔进行封闭处理;
[0016]
s3,复合相变材料外表面处理:在常压下将淀粉包覆在经微孔封闭处理后的复合相变材料上;
[0017]
s4:耐水腻子制备:将基料、浆料、助剂和水与上述步骤s3处理后的复合相变材料混合、搅拌均匀后,得本技术所述耐水腻子。
[0018]
进一步的,所述步骤s1包括:
[0019]
s11,备料:选用1~3年生阔叶木材为原料,将其去皮后备用;
[0020]
s12,切料:将所述步骤s11处理后的木材切成厚度介于1~3cm的木片;
[0021]
s13,蒸煮:将木片在温度140~160℃、气压0.5~0.7mpa的条件下蒸煮2~5h;
[0022]
s14,磨浆:将蒸煮后的木片捞出、置于磨浆机中进行磨浆,磨浆机的工作浓度为15~45%,磨浆后得到叩解度达10-30
°
sr的木纤维;
[0023]
s15,沥干:将磨浆机排出的物料置于筛网上、沥干水分后备用;
[0024]
s16,高压微爆破:将沥干水分的木纤维置于高压釜内,使木纤维在2~3mpa的气压下保持3~5h后,快速泄压,得高压微爆破后的木纤维;
[0025]
s17,填充相变组分:将相变组分置于高压釜内,将其与经高压微爆破后的木纤维混合均匀后,使其在0.5~1mpa的气压下保持0.2~1h,相变组分在压力作用下充入经微爆破处理后的木材中、形成相变颗粒后,在3~5min内匀速将高压釜内的气压降至0.2~0.3mpa后,得复合相变材料。
[0026]
进一步的,所述步骤s2包括:将封闭剂置于高压釜内,将其与所述步骤s1处理得到的复合相变材料混合均匀后,使其在0.2~0.3mpa的气压下保持0.3~0.5h后,匀速将高压釜内的气压降至常压,得微孔封闭处理后的复合相变材料。
[0027]
进一步的,所述高压釜包括:
[0028]
旋转段,在所述旋转段内设置内腔室;
[0029]
固定段,所述旋转段与所述固定段可旋转连接;
[0030]
在所述旋转段内设置分隔阀,所述分隔阀将所述内腔室分隔形成第一内腔室和第二内腔室,所述第一内腔室和第二内腔室通过所述分隔阀的状态切换实现连通或断开。
[0031]
进一步的,所述分隔阀包括:
[0032]
阀座,其固定安装在所述内腔室内,所述阀座为镂空结构;
[0033]
阀片,其卡接在所述内腔室内,在所述阀片上设置连接孔,所述连接孔为贯穿孔;
[0034]
连接件,其一端与所述阀座固定连接,另一端卡接在所述连接孔内,并将所述连接孔密封起来;
[0035]
当所述阀座和阀片通过所述连接件卡接在一起时,所述分隔阀将其两侧的第一内腔室和第二内腔室分隔开来,使得所述第一内腔室和第二内腔室处于断开状态;
[0036]
当所述连接件从所述连接孔从拔出时,所述第一内腔室和第二内腔室处于连通状态。
[0037]
进一步的,所述固定段包括:相对设置在所述旋转段两端的第一固定段和第二固定段,所述第一固定段和第二固定段分别与所述旋转段可旋转连接;
[0038]
在所述第一固定段上设置:驱动电机和传动齿轮,所述驱动电机的输出轴和所述传动齿轮连接;对应的,在所述旋转段的外壁上设置齿环,所述齿环与所述传动齿轮啮合连接;
[0039]
所述第二固定段内设置依次连接的液压伸缩驱动元件、液压伸缩杆和活塞,所述液压伸缩驱动元件驱动所述液压伸缩杆进行伸缩运动,所述液压伸缩杆通过伸缩带动所述
活塞往复运动,所述活塞能够推动所述阀片运动。
[0040]
本技术所述的耐水腻子及其制备方法能够提高耐水腻子的抗变形能力和粘结强度,改善耐水腻子的耐水性。
附图说明
[0041]
图1为本发明所述木纤维的原始结构示意图;
[0042]
图2为本发明所述木纤维经高压爆破后的结构示意图;
[0043]
图3为本发明所述木纤维与相变颗粒复合后的结构示意图;
[0044]
图4为本发明所述复合相变材料经封闭剂处理后的结构示意图;
[0045]
图5为本发明所述耐水腻子的内部结构示意图;
[0046]
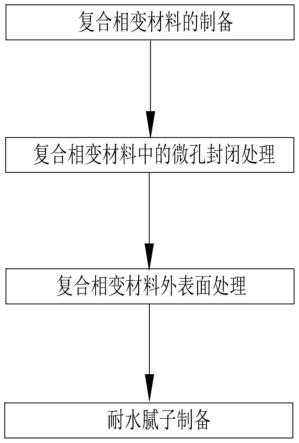
图6为本发明所述耐水腻子的制备过程示意图;
[0047]
图7为本发明所述高压釜的立体结构示意图;
[0048]
图8为本发明所述高压釜的侧视结构示意图;
[0049]
图9为图8中a-a剖面的剖面结构示意图(阀片和阀座分离前);
[0050]
图10为图8中a-a剖面的剖面结构示意图(阀片和阀座分离后);
[0051]
图11为图8中a-a剖面的剖面结构示意图(阀座回复初始位置后);
[0052]
图12为本发明所述高压釜中阀座的正视结构示意图;
[0053]
图13为本发明所述高压釜中阀座的后视结构示意图;
[0054]
图14为本发明所述高压釜中阀片的正视结构示意图。
[0055]
附图标记说明:
[0056]
a、木纤维;b、第一纤维微孔;b’、第二纤维微孔;c、相变颗粒;d、封闭膜;k、复合相变颗粒;1、旋转段;101、桶壁;1011、环形侧壁;1012、第一卡接凹槽;1013、第二卡接凹槽;1014、端盖;102、内腔室;1021、第一内腔室;1022、第二内腔室;103、分隔阀;1031、阀座;1032、阀片;1033、连接件;1034、搅拌叶片;1035、连接孔;104、气口;105、料口;106、压力传感器;107、齿环;2、第一固定段;201、驱动电机;202、传动齿轮;203、第一插接槽;204、第一钢珠;3、第二固定段;301、液压伸缩驱动元件;302、液压伸缩杆;303、活塞;304、推进环;305、第二插接槽;306、第二钢珠。
具体实施方式
[0057]
为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
[0058]
如图1~5所示,一种耐水腻子,按重量份计,其包括如下组分的原料:
[0059][0060]
优选的,所述耐水腻子为内墙腻子膏。
[0061]
进一步的,所述灰钙粉、重质碳酸钙和滑石粉组成所述耐水腻子的基料,所述灰钙粉、重质碳酸钙和滑石粉的粒度均为200~400目。在所述耐水腻子中,所述灰钙粉、重质碳酸钙和滑石粉能够与水反应形成防水层,使得所述耐水腻子的膏体具备优异的防水性能。
[0062]
进一步的,所述弹性丙烯酸乳液和非弹性丙烯酸乳液构成所述耐水腻子的主要浆料,所述弹性丙烯酸乳液和非弹性丙烯酸乳液均为苯乙烯和丙烯酸酯的共聚乳液。
[0063]
更进一步的,所述弹性丙烯酸乳液的玻璃化温度为30~40℃、粘度为300~600cp25、固含量为40~50%,酸值为50~60;所述非弹性丙烯酸乳液的玻璃化温度为-20~-10℃、粘度为500~800cp25、固含量为40~50%,酸值为50~60。
[0064]
通过弹性丙烯酸乳液和非弹性丙烯酸乳液的混合使用,可使得所述耐水腻子具备较好的弹性和柔韧性,使其抗裂能力佳,不易产生裂缝。
[0065]
进一步的,所述复合相变材料为填充有相变颗粒的木纤维。其中,所述相变颗粒和木纤维的重量比为(3~5):1。
[0066]
更进一步的,所述相变颗粒为有机相变材料和/或无机相变材料组成的相变颗粒。
[0067]
优选的,所述相变颗粒为液固相变材料。
[0068]
作为本技术的一些实施例,所述相变颗粒为石蜡类直链烷烃相变材料和酯类相变材料的混合物;所述石蜡类直链烷烃相变材料可以为石蜡、正十六烷、、正十八烷等,所述酯类相变材料可以为硬脂酸丁酯、硬脂酸辛酯等。
[0069]
进一步的,所述封闭剂为松香树脂、丙烯酸树脂、木质素改性酚醛树脂、松香季戊四醇酯、聚酰胺树脂、聚己内酯、羟基丙烯酸树脂中的一种或多种。
[0070]
优选的,所述封闭剂为木质素改性酚醛树脂,采用木质素改性酚醛树脂能够封闭所述木纤维中的微孔,同时,能够与木纤维和淀粉紧密结合。
[0071]
进一步的,所述淀粉为羧甲基淀粉、丁二酸酯淀粉、醋酸酯淀粉中的一种或多种。
[0072]
进一步的,按重量份计,所述助剂包括:
[0073][0074]
其中,所述防水剂为高级脂肪酸类防水剂;所述导热剂为氧化铝、氧化硅、氧化锌、氧化镁、氧化钙、碳化硅中的一种或多种;所述防霉杀菌剂为过硫酸铵、磷酸钙、四氯间苯二腈、对氯间甲苯酚、对氯间二甲基苯酚、异噻唑啉酮类杀菌剂中的一种或多种;所述阻燃剂为氢氧化镁、氢氧化铝、硅系阻燃剂、磷氮系阻燃剂中的一种或多种;所述消泡剂为矿物油类消泡剂;所述分散剂为纤维素衍生物、十二烷基硫酸钠、聚丙烯酰胺中的一种或多种;所述成膜助剂为苯乙烯树脂、聚氨树脂、乙二醇、甲基纤维素按照(10~20):(5~15):(3~5):(0.2~0.5)的重量比混合混匀后得到。
[0075]
此外,如图6~14所示,本技术还提供一种耐水腻子的制备方法,所述方法用于制备上述的耐水腻子,所述方法包括步骤:
[0076]
s1,复合相变材料的制备:将木材切碎并在高温下蒸煮后,对其进行高压微爆破处理,之后将相变组分充入经微爆破处理后的木材中,得复合相变材料;
[0077]
s2,复合相变材料中的微孔封闭处理:在一定压力下将封闭剂充入所述步骤s1中得到的复合相变材料中,对复合相变材料中的微孔进行封闭处理;
[0078]
s3,复合相变材料外表面处理:在常压下将淀粉包覆在经微孔封闭处理后的复合相变材料上;
[0079]
s4:耐水腻子制备:将基料、浆料、助剂和水与上述步骤s3处理后的复合相变材料混合、搅拌均匀后,得本技术所述耐水腻子。
[0080]
进一步的,所述步骤s1包括:
[0081]
s11,备料:选用1-3年生阔叶木材为原料,将其去皮后备用;
[0082]
s12,切料:将所述步骤s11处理后的木材切成厚度介于1~3cm的木片;
[0083]
s13,蒸煮:将木片在温度140~160℃、气压0.5~0.7mpa的条件下蒸煮2~5h,蒸煮时水和木片的重量添加比为(3~5):1;
[0084]
s14,磨浆:将蒸煮后的木片捞出、置于磨浆机中进行磨浆,磨浆机的工作浓度为15~45%,磨浆后得到叩解度达10-30
°
sr的木纤维;
[0085]
s15,沥干:将磨浆机排出的物料置于筛网上、沥干水分后备用;
[0086]
s16,高压微爆破:将沥干水分的木纤维置于高压釜内,使木纤维在2~3mpa的气压下保持3~5h后,快速泄压,得高压微爆破后的木纤维;
[0087]
s17,填充相变组分:将相变组分置于高压釜内,将其与经高压微爆破后的木纤维混合均匀后,使其在0.5~1mpa的气压下保持0.2~1h,相变组分在压力作用下充入经微爆破处理后的木材中、形成相变颗粒后,在3~5min内匀速将高压釜内的气压降至0.2~0.3mpa后,得复合相变材料。
[0088]
优选的,在所述步骤s17,高压微爆破过程中,可在1min内快速将高压釜内的气压降至0.5~1mpa。
[0089]
进一步的,所述步骤s2包括:将封闭剂置于高压釜内,将其与所述步骤s1处理得到的复合相变材料混合均匀后,使其在0.2~0.3mpa的气压下保持0.3~0.5h后,封闭剂在高压作用下充入经微爆破处理后的木材中后,匀速将高压釜内的气压降至常压,得微孔封闭处理后的复合相变材料。
[0090]
进一步的,所述步骤s3包括:将淀粉置于高压釜内,常压下将其与所述步骤s2处理得到的复合相变材料混合均匀,使得淀粉包覆在经微孔封闭处理后的复合相变材料上。
[0091]
进一步的,所述步骤s4包括:将基料、浆料、助剂和水置于高压釜内,常压下将其与所述步骤s3处理得到的复合相变材料混合均匀后,得本技术所述耐水腻子。
[0092]
进一步的,在所述耐水腻子制备过程中,可将所述高压釜加热至一定温度,加热温度以能够使其中的固态相变材料、树脂等熔融为液态为宜,如为20~60℃。
[0093]
进一步的,如图7~14所示,所述高压釜包括:
[0094]
旋转段1,其为内部中空的圆桶状结构,在所述旋转段1内设置内腔室102;
[0095]
固定段,其通过支架、底座等固定安装在地面上,所述旋转段1与所述固定段可旋转连接;
[0096]
在所述旋转段1内设置分隔阀103,所述分隔阀103将所述内腔室102分隔形成第一内腔室1021和第二内腔室1022,所述第一内腔室1021和第二内腔室1022通过所述分隔阀103的状态切换实现连通或断开。
[0097]
具体的,所述分隔阀103包括:
[0098]
阀座1031,其固定安装在所述内腔室102内,所述阀座1031为镂空结构;
[0099]
阀片1032,其卡接在所述内腔室102内,在所述阀片1032上设置连接孔1035,所述连接孔1035为贯穿孔;
[0100]
连接件1033,其一端与所述阀座1031固定连接,另一端卡接在所述连接孔1035内,并将所述连接孔1035密封起来;
[0101]
如此,当所述阀座1031和阀片1032通过所述连接件1033卡接在一起时,由于所述阀片1032中的连接孔1035被所述连接件1033密封起来,所述分隔阀103可将其两侧的第一内腔室1021和第二内腔室1022分隔开来,使得所述第一内腔室1021和第二内腔室1022处于断开状态;
[0102]
而当所述连接件1033从所述连接孔1035从拔出时,所述分隔阀103可通过镂空的阀座1031和连接孔1035将其两侧的第一内腔室1021和第二内腔室1022连通,使得所述第一内腔室1021和第二内腔室1022处于连通状态。
[0103]
优选的,通过镂空在所述阀座1031上形成搅拌叶片1034,所述搅拌叶片1034自所述阀座1031的中心向四周延伸,呈扇形螺旋状叶片。
[0104]
进一步的,所述阀座1031和阀片1032匀垂直所述内腔室102的中心轴线设置,所述
阀片1032的边缘与所述旋转段1的内壁密封连接;所述连接件1033的一端与所述阀座1031固定连接,另一端为悬臂端,且所述悬臂端的端壁呈球形结构,所述悬臂端的直径大于所述连接孔1035的直径,当所述悬臂端的球形结构在外力下插入所述连接孔1035内后,所述连接件1033能够与所述阀片1032密封、卡接在一起。
[0105]
进一步的,所述阀座1031位于靠近所述第一内腔室1021的一侧,所述阀片1032位于靠近所述第二内腔室1022的一侧。
[0106]
更进一步的,所述旋转段1包括桶壁101和由桶壁101围成的内腔室102,所述桶壁101包括:
[0107]
环形侧壁1011,在所述环形侧壁1011的一端设置端盖1014,所述端盖1014将所述环形侧壁1011的端部封闭;所述环形侧壁1011的另一端敞口,并通过活塞303进行封闭;
[0108]
在所述环形侧壁1011的内表面上设置第一卡接凹槽1012和第二卡接凹槽1013,所述阀座1031通过所述第一卡接凹槽1012安装在所述内腔室102中,所述阀片1032通过所述第二卡接凹槽1013安装在所述内腔室102中。
[0109]
优选的,所述桶壁101和阀座1031为刚性材质,如不锈钢、铸铁、硬质高分子材料等;所述阀片1032为弹性材质,如橡胶等;所述连接件1033可以为刚性材质、也可以为弹性材质。如此,由于所述桶壁101和阀座1031均为刚性材质,因此,所述桶壁101和阀座1031可以稳定地卡接在一起,不易因受到压强差等外力作用而分开;相反地,所述阀片1032和连接件1033之间的连接稳定性较低,能够在压强差等外力作用下产生明显的弹性形变,最终由于弹性形变导致所述连接件1033的悬臂端从所述阀片1032中的连接孔1035中脱出而分开。
[0110]
更加优选的,所述连接件1033也为刚性材质,所述连接件1033与所述阀座1031通过一体成型工艺制备。如此,所述阀片1032和阀座1031的卡接和分离将由所述阀片1032的形变程度决定,使得所述分隔阀103的状态控制更加容易和精准。
[0111]
在本技术中,可通过调整所述连接件1033中悬臂端的球形结构和所述连接孔1035的尺寸,使得在所述第一内腔室1021和第二内腔室1022之间的压差≤3mp时,所述连接件1033能够密封卡接在所述连接孔1035内;当所述第一内腔室1021和第二内腔室1022之间的压差≥5mp时,所述连接件1033从所述连接孔1035内脱出,所述阀座1031和阀片1032分离。
[0112]
进一步的,所述第一内腔室1021位于所述分隔阀103靠近所述端盖1014的一侧,即所述分隔阀103和端盖1014之间的区域为第一内腔室1021;所述第二内腔室1022位于所述分隔阀103的另一侧,即所述分隔阀103和活塞303之间的区域为第二内腔室1022。
[0113]
进一步的,所述桶壁101上还设置至少一个气口104,所述气口104用于向所述内腔室102内充入气体或者将所述内腔室102中的气体排出。
[0114]
优选的,在所述第一内腔室1021内至少设置一个所述气口104。
[0115]
进一步的,所述桶壁101上还设置至少一个料口105,所述料口105用于向所述内腔室102内注入原料或者将制备好的耐水腻子导出。
[0116]
优选的,在所述第一内腔室1021内至少设置一个所述料口105。
[0117]
进一步的,在所述内腔室102中设置至少一个压力传感器106,所述压力传感器106用监测所述内腔室102内的压力值。
[0118]
优选的,在所述第一内腔室1021内至少设置一个所述压力传感器106。
[0119]
进一步的,所述固定段包括:相对设置在所述旋转段1两端的第一固定段2和第二
固定段3,所述第一固定段2和第二固定段3分别与所述旋转段1可旋转连接。
[0120]
具体的,所述第一固定段2位于靠近所述第一内腔室1021的一端,对应的,所述第二固定段3靠近所述第二内腔室1022的一端。
[0121]
更进一步的,所述第一固定段2上设置环形的第一插接槽203,所述环形侧壁1011的其中一端部凸出于所述端盖1014之后、插接在所述第一插接槽203内,且所述环形侧壁1011的端部能够在所述第一插接槽203内旋转,如此,实现所述旋转段1和第一固定段2之间的可旋转连接。
[0122]
优选的,在所述第一插接槽203内设置多个第一钢珠204,所述第一钢珠204可旋转地夹持在所述第一插接槽203和环形侧壁1011之间,通过所述第一钢珠204的滚动使得所述环形侧壁1011能够更容易地在所述第一插接槽203内旋转。
[0123]
类似地,所述第二固定段3上设置环形的第二插接槽305,所述环形侧壁1011的另一端部插接在所述第二插接槽305内,且所述环形侧壁1011的端部能够在所述第二插接槽305内旋转,如此,实现所述旋转段1和第二固定段3之间的可旋转连接。
[0124]
同样地,可在所述第二插接槽305内设置多个第二钢珠306,所述第二钢珠306可旋转地夹持在所述第二插接槽305和环形侧壁1011之间,通过所述第二钢珠306的滚动使得所述环形侧壁1011能够更容易地在所述第二插接槽305内旋转。
[0125]
此外,所述第二钢珠306的设置,还可以在所述第二插接槽305和环形侧壁1011之间形成可供气体流通的间隙,所述第二固定段3中的活塞303往复运动时可通过该间隙吸入或排出气体。
[0126]
进一步的,在所述第一固定段2上设置:驱动电机201和传动齿轮202,所述驱动电机201的输出轴和所述传动齿轮202连接;
[0127]
对应的,在所述旋转段1的外壁上设置齿环107,所述齿环107与所述传动齿轮202啮合连接
[0128]
如此,所述驱动电机201将能够通过所述传动齿轮202和齿环107驱动所述旋转段1旋转。
[0129]
进一步的,所述第二固定段3内设置依次连接的液压伸缩驱动元件301、液压伸缩杆302和活塞303,所述活塞303与所述环形侧壁1011密封连接;所述液压伸缩驱动元件301能够驱动所述液压伸缩杆302进行伸缩运动,所述液压伸缩杆302通过伸缩推动所述活塞303运动。
[0130]
更进一步的,在所述活塞303上设置推进环304,所述推进环304为环形凸起结构,所述推进环304位于所述活塞303靠近所述分隔阀103的一侧,当所述活塞303推动所述阀片1032向阀座1031靠近时,所述推进环304将与所述阀片1032接触并推动所述阀片1032运动,同时在所述推进环304的内部具有容纳所述连接件1033悬臂端的空间,以使得所述阀片1032和连接件1033的悬臂端能够再次卡接在一起。
[0131]
所述高压釜的使用方法如下:
[0132]
在所述步骤s16,高压微爆破过程中:将沥干水分的木纤维置于高压釜中的第一内腔室1021内,通过所述气口104向所述第一内腔室1021中充气,使得第一内腔室1021中的气压达到2~3mpa,此时,所述阀座1031和阀片1032通过所述连接件1033卡接在一起,所述第一内腔室1021和第二内腔室1022不连通,木纤维在2~3mpa的气压下保持3~5h后,再次通
过所述气口104向所述第一内腔室1021中充气,使得第一内腔室1021中的气压迅速升高,在所述第一内腔室1021中的高压作用下,所述阀片1032向靠近所述第二内腔室1022的一侧变形和运动,当所述第一内腔室1021和第二内腔室1022之间的压强差达到5mpa以上时,所述连接件1033从所述阀片1032中脱出,所述阀片1032在气压的冲击作用下,运动至所述第二内腔室1022中的活塞303附近;此时,由于所述阀片1032和连接件1033的分离,所述第一内腔室1021和第二内腔室1022连通,所述第一内腔室1021中的气体将向所述第二内腔室1022中释放,使得所述第一内腔室1021中的气压能够快速降至0.5~1mpa,实现木纤维的高压微爆破;
[0133]
在实际使用中,可通过调整所述第一内腔室1021和第二内腔室1022的容积比,调整所述第一内腔室1021和第二内腔室1022连通后,所述内腔室102中的整体压强。
[0134]
之后,在所述步骤s17,填充相变组分过程中,通过料口105将相变组分注入内腔室102中,并启动所述驱动电机201带动所述旋转段1旋转,在旋转下使相变组分和高压微爆破后的木纤维在0.5~1mpa的气压下保持0.2~1h,使得相变组分在高压作用下充入经微爆破处理后的木材中的微孔内、形成相变颗粒后,打开所述气口104、匀速将高压釜内的气压降至0.2~0.3mpa,得复合相变材料。
[0135]
然后,在所述步骤s2中,通过料口105将封闭剂注入内腔室102内,并启动所述驱动电机201带动所述旋转段1旋转,在旋转下使封闭剂和复合相变材料混合均匀后,使其在0.2~0.3mpa的气压下保持0.3~0.5h,封闭剂在高压作用下充入经微爆破处理后的木纤维表面的微孔后,打开所述气口104、匀速将高压釜内的气压降至常压,得微孔封闭处理后的复合相变材料。
[0136]
在之后的步骤s3中,将淀粉注入内腔室102内,并启动所述驱动电机201带动所述旋转段1旋转,在常压、旋转搅拌下将其与所述步骤s2处理得到的复合相变材料混合均匀,使得淀粉包覆在经微孔封闭处理后的复合相变材料上。
[0137]
最后,在所述步骤s4中,将基料、浆料、助剂和水置于内腔室102内,并启动所述驱动电机201带动所述旋转段1旋转,在常压、旋转搅拌下将其与所述步骤s3处理得到的复合相变材料混合均匀后,得本技术所述耐水腻子。
[0138]
在所述旋转段1旋转过程中,所述高压釜内的物料通过两种作用实现混合均匀,一是所述旋转段1旋转带动物料上升和跌落的过程产生的混合作用;另一种是所述阀座1031中搅拌叶片1034的旋转产生的旋转搅拌作用。
[0139]
此外,每次排出所述耐水腻子后,可启动所述液压伸缩驱动元件301,带动所述液压伸缩杆302伸长,所述液压伸缩杆302通过所述活塞303和其上的推进环304推动所述阀片1032向靠近所述阀座1031的方向运动,直至将所述阀片1032推至初始位置,所述阀片1032再次与所述连接件1033密封卡接在一起后,再令所述液压伸缩驱动元件301反向运动、带动所述液压伸缩杆302缩短,所述液压伸缩杆302带动所述活塞303和其上的推进环304回复至初始位置。
[0140]
同时,在所述高压釜的使用过程中,利用所述压力传感器106对所述内腔室102中的压强进行检测。
[0141]
通过上述过程可以发现:利用所述高压釜,在本技术所述耐水腻子的制备过程中,只需要一次注入气体,即可在所述高压釜内实现三种不同的压强、完成三个阶段的反应,减
少了充、放气的次数,同时,避免了物料的转移,使得本技术所述耐水腻子的制备过程操作简单、快速,且易于实现。
[0142]
本技术所述耐水腻子的制备原理可结合附图1~5进行说明:首先经切片、蒸煮和磨浆处理后的木纤维结构如图1所示,其主要由相互交织、连接的木纤维构a成,在木纤维构a之间形成有第一纤维微孔b,这时候的第一纤维微孔b多为相互独立、不连通的微孔,所述木纤维a经高压爆破后,在高压下浸入木纤维a内的气体快速释放,在气体的冲击下,可将多个所述第一纤维微孔b连通,在木纤维构a之间形成第二纤维微孔b’,此时,在通过高压将相变材料注入第二纤维微孔b’中、形成相变颗粒c的过程中,可使得相变颗粒c的填充深度更深、填充难度降低,使得木纤维a对于相变颗粒c的负载量更大,且相变颗粒c在受热产生相变后不易流出第二纤维微孔b’;此外,本技术进一步的在负载有相变颗粒c的木纤维a表面设置封闭剂,封闭剂可在压力下填充至木纤维a外表面的微孔内,在木纤维a的外表面形成一层封闭膜d,使其成为复合相变颗粒k,如此,可进一步防止木纤维a中的相变颗粒c受热后流出。
[0143]
再者,本技术还在所述复合相变颗粒k表面包覆淀粉,以增加复合相变颗粒k和其余组分之间的粘合力,使得所述复合相变颗粒k能够与其余组分紧密粘结在一起,确保所述耐水腻子的粘结力、抗变形能力更佳。
[0144]
此外,本技术中木纤维的使用,还可以增加耐水腻子的抗拉强度和抗变形能力。
[0145]
以下通过具体的实施例对本技术所述的耐水腻子及其制备方法进行举例说明:
[0146]
实施例1
[0147]
一种耐水腻子的制备过程:
[0148]
选用1-3年生杨木为原料,将其去皮后切成厚度约1cm的木片,然后将木片在温度140℃、气压0.5mpa的条件下蒸煮2h,蒸煮时水和木片的重量添加比为3:1,之后将蒸煮完成的木片捞出、置于磨浆机中进行磨浆,磨浆机的工作浓度为15%,磨浆后得到叩解度达18
°
sr的木纤维;之后将磨浆机排出的物料置于筛网上、沥干,将沥干水分的木纤维置于上述高压釜的第一腔室内,使木纤维在2mpa的气压下保持3h后,加压使阀片和连接件分离,将第一腔室内和第二腔室连通,使得第一腔室内的气压在1min内快速降至0.5mpa,得高压微爆破后的木纤维;将相变组分注入高压釜内,搅拌使其与经高压微爆破后的木纤维混合均匀,并使其在0.5mpa的气压下保持0.2h后,打开高压釜的气口,在3min内匀速将高压釜内的气压降至0.2mpa,得复合相变材料;
[0149]
之后,将封闭剂注入高压釜内,搅拌使其与所述复合相变材料混合均匀,并使其在0.2mpa的气压下保持0.3h后,打开高压釜的气口,匀速将高压釜内的气压降至常压,得微孔封闭处理后的复合相变材料;
[0150]
然后,将淀粉置于高压釜内,常压下搅拌使得淀粉包覆在经微孔封闭处理后的复合相变材料上;
[0151]
最后,将基料、浆料、助剂和水置于高压釜内,常压下搅拌使基料、浆料、助剂、水和淀粉包覆的复合相变材料混合均匀后,得耐水腻子。
[0152]
其中,所述复合相变材料包括15重量份的石蜡和5重量份磨浆沥干后的木纤维;所述封闭剂为3重量份的松香树脂,所述淀粉为2重量份的羧甲基淀粉;所述基料包括:8重量份的灰钙粉、5重量份的重质碳酸钙和3重量份的滑石粉;所述浆料包括:8重量份的弹性丙
烯酸乳液和10重量份的非弹性丙烯酸乳液;此外,所述耐水腻子中助剂的添加量为1重量份、水的添加量为5重量份。
[0153]
实施例2
[0154]
一种耐水腻子的制备过程:
[0155]
选用1-3年生桐木为原料,将其去皮后切成厚度约2cm的木片,然后将木片在温度155℃、气压0.6mpa的条件下蒸煮4h,蒸煮时水和木片的重量添加比为4:1,之后将蒸煮完成的木片捞出、置于磨浆机中进行磨浆,磨浆机的工作浓度为25%,磨浆后得到叩解度达25
°
sr的木纤维;之后将磨浆机排出的物料置于筛网上、沥干,将沥干水分的木纤维置于上述高压釜的第一腔室内,使木纤维在2.4mpa的气压下保持4h后,加压使阀片和连接件分离,将第一腔室内和第二腔室连通,使得第一腔室内的气压在1min内快速降至0.6mpa,得高压微爆破后的木纤维;将相变组分注入高压釜内,搅拌使其与经高压微爆破后的木纤维混合均匀,并使其在0.6mpa的气压下保持0.5h后,打开高压釜的气口,在4min内匀速将高压釜内的气压降至0.2mpa,得复合相变材料;
[0156]
之后,将封闭剂注入高压釜内,搅拌使其与所述复合相变材料混合均匀,并使其在0.2mpa的气压下保持0.4h后,打开高压釜的气口,匀速将高压釜内的气压降至常压,得微孔封闭处理后的复合相变材料;
[0157]
然后,将淀粉置于高压釜内,常压下搅拌使得淀粉包覆在经微孔封闭处理后的复合相变材料上;
[0158]
最后,将基料、浆料、助剂和水置于高压釜内,常压下搅拌使基料、浆料、助剂、水和淀粉包覆的复合相变材料混合均匀后,得耐水腻子。
[0159]
其中,所述复合相变材料包括15重量份的石蜡、5重量份的硬脂酸丁酯和5重量份磨浆沥干后的木纤维;所述封闭剂为6重量份的木质素改性酚醛树脂,所述淀粉为3重量份的羧甲基淀粉;所述基料包括:10重量份的灰钙粉、7重量份的重质碳酸钙和5重量份的滑石粉;所述浆料包括:10重量份的弹性丙烯酸乳液和12重量份的非弹性丙烯酸乳液;此外,所述耐水腻子中助剂的添加量为2重量份、水的添加量为15重量份。
[0160]
实施例3
[0161]
一种耐水腻子的制备过程:
[0162]
选用1-3年生桐木为原料,将其去皮后切成厚度约3cm的木片,然后将木片在温度160℃、气压0.7mpa的条件下蒸煮5h,蒸煮时水和木片的重量添加比为5:1,之后将蒸煮完成的木片捞出、置于磨浆机中进行磨浆,磨浆机的工作浓度为45%,磨浆后得到叩解度达12
°
sr的木纤维;之后将磨浆机排出的物料置于筛网上、沥干,将沥干水分的木纤维置于上述高压釜的第一腔室内,使木纤维在2.8mpa的气压下保持5h后,加压使阀片和连接件分离,将第一腔室内和第二腔室连通,使得第一腔室内的气压在1min内快速降至0.7mpa,得高压微爆破后的木纤维;将相变组分注入高压釜内,搅拌使其与经高压微爆破后的木纤维混合均匀,并使其在0.7mpa的气压下保持1h后,打开高压釜的气口,在5min内匀速将高压釜内的气压降至0.3mpa,得复合相变材料;
[0163]
之后,将封闭剂注入高压釜内,搅拌使其与所述复合相变材料混合均匀,并使其在0.3mpa的气压下保持0.5h后,打开高压釜的气口,匀速将高压釜内的气压降至常压,得微孔封闭处理后的复合相变材料;
[0164]
然后,将淀粉置于高压釜内,常压下搅拌使得淀粉包覆在经微孔封闭处理后的复合相变材料上;
[0165]
最后,将基料、浆料、助剂和水置于高压釜内,常压下搅拌使基料、浆料、助剂、水和淀粉包覆的复合相变材料混合均匀后,得耐水腻子。
[0166]
其中,所述复合相变材料包括15重量份的石蜡、14重量份的硬脂酸丁酯和6重量份磨浆沥干后的木纤维;所述封闭剂为8重量份的木质素改性酚醛树脂,所述淀粉为5重量份的羧甲基淀粉;所述基料包括:15重量份的灰钙粉、10重量份的重质碳酸钙和7重量份的滑石粉;所述浆料包括:15重量份的弹性丙烯酸乳液和15重量份的非弹性丙烯酸乳液;此外,所述耐水腻子中助剂的添加量为3重量份、水的添加量为20重量份。
[0167]
对比例1
[0168]
一种耐水腻子的制备方法:
[0169]
选用1-3年生桐木为原料,将其去皮后切成厚度约2cm的木片,然后将木片在温度155℃、气压0.6mpa的条件下蒸煮4h,蒸煮时水和木片的重量添加比为4:1,之后将蒸煮完成的木片捞出、置于磨浆机中进行磨浆,磨浆机的工作浓度为25%,磨浆后得到叩解度达25
°
sr的木纤维;之后将磨浆机排出的物料置于筛网上、沥干,将沥干水分的木纤维和相变组分置于上述高压釜的内腔室中,并保持第一腔室内和第二腔室连通,搅拌使两者混合均匀,并使其在0.6mpa的气压下保持0.5h后,打开高压釜的气口,在4min内匀速将高压釜内的气压降至0.2mpa,得复合相变材料;
[0170]
之后,将封闭剂注入高压釜内,搅拌使其与所述复合相变材料混合均匀,并使其在0.2mpa的气压下保持0.4h后,打开高压釜的气口,匀速将高压釜内的气压降至常压,得微孔封闭处理后的复合相变材料;
[0171]
然后,将淀粉置于高压釜内,常压下搅拌使得淀粉包覆在经微孔封闭处理后的复合相变材料上;
[0172]
最后,将基料、浆料、助剂和水置于高压釜内,常压下搅拌使基料、浆料、助剂、水和淀粉包覆的复合相变材料混合均匀后,得耐水腻子。
[0173]
其中,所述复合相变材料包括15重量份的石蜡、5重量份的硬脂酸丁酯和5重量份磨浆沥干后的木纤维;所述封闭剂为6重量份的木质素改性酚醛树脂,所述淀粉为3重量份的羧甲基淀粉;所述基料包括:10重量份的灰钙粉、7重量份的重质碳酸钙和5重量份的滑石粉;所述浆料包括:10重量份的弹性丙烯酸乳液和12重量份的非弹性丙烯酸乳液;此外,所述耐水腻子中助剂的添加量为2重量份、水的添加量为15重量份。
[0174]
对比例2
[0175]
一种耐水腻子的制备方法:
[0176]
选用1-3年生桐木为原料,将其去皮后切成厚度约2cm的木片,然后将木片在温度155℃、气压0.6mpa的条件下蒸煮4h,蒸煮时水和木片的重量添加比为4:1,之后将蒸煮完成的木片捞出、置于磨浆机中进行磨浆,磨浆机的工作浓度为25%,磨浆后得到叩解度达25
°
sr的木纤维;之后将磨浆机排出的物料置于筛网上、沥干,将沥干水分的木纤维置于上述高压釜的第一腔室内,使木纤维在2.4mpa的气压下保持4h后,加压使阀片和连接件分离,将第一腔室内和第二腔室连通,使得第一腔室内的气压在1min内快速降至0.6mpa,得高压微爆破后的木纤维;将相变组分注入高压釜内,搅拌使其与经高压微爆破后的木纤维混合均匀,
并使其在0.6mpa的气压下保持0.5h后,打开高压釜的气口,在4min内匀速将高压釜内的气压降至常压,得复合相变材料;
[0177]
之后,将淀粉置于高压釜内,常压下搅拌使得淀粉包覆在复合相变材料上;
[0178]
最后,将基料、浆料、助剂和水置于高压釜内,常压下搅拌使基料、浆料、助剂、水和淀粉包覆的复合相变材料混合均匀后,得耐水腻子。
[0179]
其中,所述复合相变材料包括15重量份的石蜡、5重量份的硬脂酸丁酯和5重量份磨浆沥干后的木纤维;所述淀粉为3重量份的羧甲基淀粉;所述基料包括:10重量份的灰钙粉、7重量份的重质碳酸钙和5重量份的滑石粉;所述浆料包括:10重量份的弹性丙烯酸乳液和12重量份的非弹性丙烯酸乳液;此外,所述耐水腻子中助剂的添加量为2重量份、水的添加量为15重量份。
[0180]
对比例3
[0181]
一种耐水腻子的制备过程:
[0182]
选用1-3年生桐木为原料,将其去皮后切成厚度约2cm的木片,然后将木片在温度155℃、气压0.6mpa的条件下蒸煮4h,蒸煮时水和木片的重量添加比为4:1,之后将蒸煮完成的木片捞出、置于磨浆机中进行磨浆,磨浆机的工作浓度为25%,磨浆后得到叩解度达25
°
sr的木纤维;之后将磨浆机排出的物料置于筛网上、沥干,将沥干水分的木纤维置于上述高压釜的第一腔室内,使木纤维在2.4mpa的气压下保持4h后,加压使阀片和连接件分离,将第一腔室内和第二腔室连通,使得第一腔室内的气压在1min内快速降至0.6mpa,得高压微爆破后的木纤维;将相变组分注入高压釜内,搅拌使其与经高压微爆破后的木纤维混合均匀,并使其在0.6mpa的气压下保持0.5h后,打开高压釜的气口,在4min内匀速将高压釜内的气压降至0.2mpa,得复合相变材料;
[0183]
之后,将封闭剂注入高压釜内,搅拌使其与所述复合相变材料混合均匀,并使其在0.2mpa的气压下保持0.4h后,打开高压釜的气口,匀速将高压釜内的气压降至常压,得微孔封闭处理后的复合相变材料;
[0184]
然后,将基料、浆料、助剂和水置于高压釜内,常压下搅拌使基料、浆料、助剂、水和复合相变材料混合均匀后,得耐水腻子。
[0185]
其中,所述复合相变材料包括15重量份的石蜡、5重量份的硬脂酸丁酯和5重量份磨浆沥干后的木纤维;所述封闭剂为6重量份的木质素改性酚醛树脂,所述基料包括:10重量份的灰钙粉、7重量份的重质碳酸钙和5重量份的滑石粉;所述浆料包括:10重量份的弹性丙烯酸乳液和12重量份的非弹性丙烯酸乳液;此外,所述耐水腻子中助剂的添加量为2重量份、水的添加量为15重量份。
[0186]
对比例4
[0187]
直接将基料、浆料、助剂、淀粉和水置于高压釜内,常压下搅拌至混合均匀后,得耐水腻子。
[0188]
其中,所述基料包括:10重量份的灰钙粉、7重量份的重质碳酸钙和5重量份的滑石粉;所述浆料包括:10重量份的弹性丙烯酸乳液和12重量份的非弹性丙烯酸乳液;所述淀粉为3重量份的羧甲基淀粉;此外,所述耐水腻子中助剂的添加量为2重量份、水的添加量为15重量份。
[0189]
试验例1
[0190]
取上述实施例1~3和对比例1~2中制备的淀粉包覆后的复合相变材料各10g,以及对比例3中经微孔封闭处理后的复合相变材料10g,将其分别均匀地平铺于10*10cm滤纸上后,在65℃下保温1h后,随路冷却至室温,测量试验前后滤纸的重量变化,同时,取同等大小的滤纸作为空白对照组,随炉进行加热试验,测量结果见下表1:
[0191]
表1相变材料渗出量检测结果
[0192][0193]
根据上表1可得:65℃下保温1h后,空白对照组中的滤纸重量损失率为13.46%,对比发现,实施例1~3和对比例3中滤纸的重量损失率也处于同等水平,证明相变材料基本无渗出至滤纸上;对比例1和2中滤纸的重量明显增加,说明相变材料明显渗出至滤纸上。
[0194]
试验例2
[0195]
取上述实施例1~3和对比例1~4中制备得到的耐水腻子100g,将其分别均匀涂覆在一厚度为18mm、面积为0.1m2的矩形模板上,其中,所述模板由两块沿矩形的对角线紧密插接在一起的直角三角形模板组成,涂覆完成后,将其置于阴凉处自然风干后,在两块直角三角形模板的连接线中点插入楔块,轻敲楔块、逐渐增加楔块的插入深度,以改变两块直角三角形模板连接处的缝隙宽度,同时观察耐水腻子,记录耐水腻子产生裂纹时两块直角三角形模板连接处的缝隙宽度w和裂纹两端点之间的直线长度l,重复3次,取其平均值作为最终试验结果,试验结果见下表2:
[0196]
表2耐水腻子抗基底材料变形能力试验结果
[0197][0198]
对比上表2中数据可得:对比例3和4中耐水腻子的抗基底材料变形能力相对较差,在缝隙宽度w达到3~4mm时耐水腻子层上就出现了明显裂缝。
[0199]
试验例3
[0200]
对上述实施例1~3所得到的耐水腻子的性能检测,检测结果如下表3所示:
[0201]
表3耐水腻子性能检测结果
[0202][0203]
其中,耐水性按照gb/t1733中的规定进行,粘结强度按照jg/t24-2001中的规定进行,导热系数在25℃下、采用激光法导热分析仪进行测定。
[0204]
虽然本发明披露如上,但本发明并非限定于此。在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。任何本领域技术人员,在不脱离本发明的精神和范围内,均可作各种更动与修改,因此本发明的保护范围应当以权利要求所限定的范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。