1.本发明涉及机械爪领域,特别涉及一种用于车桥冲压生产线的机械爪。
背景技术:
2.汽车车桥(又称车轴)通过悬架与车架(或承载式车身)相连接,其两端安装车轮。车桥的作用是承受汽车的载荷,维持汽车在道路上的正常行驶。在车桥冲压生产线上,车桥的壳体部分由钢板冲压而成,在钢板冲压前,需要先将钢板进行加热,而后转移到冲床上进行冲压成型;现有技术中通过人工操作夹钳将烧红的钢板推送到冲床磨具中,在进行冲压锻造时,再通过人工在钢板表面撒上硼砂,操作人员所处的环境恶劣,容易发生烫伤。
技术实现要素:
3.本发明的目的是提供一种用于车桥冲压生产线的机械爪,取代人工对热处理后的钢板进行转运和撒砂操作。
4.本发明的上述技术目的是通过以下技术方案得以实现的:一种用于车桥冲压生产线的机械爪,包括架体、铰接在所述架体上的装夹转轴,两所述装夹转轴侧壁分别固定连接有抓取卡爪,两所述抓取卡爪相向一侧分别设置有抓取凹槽,所述架体上固定连接有硼砂槽,所述硼砂槽底部设置有多个出砂口,所述硼砂槽底部滑动连接有排砂板,所述排砂板上设置有多个排沙口,所述排沙口与所述出砂口交错设置,所述排砂板滑动与所述硼砂槽底部相贴合对所述出砂口完全遮挡。
5.通过采用上述技术方案,对钢板进行装夹时,将机械爪移动到钢板上方并使钢板设置在两抓取卡爪之间,同时转动两装夹转轴驱动两抓取卡爪同步相向转动,从而抓取卡爪将钢板卡接在两抓取凹槽之间;将硼砂设置在硼砂槽内,滑动排砂板使得排砂板滑动与硼砂槽底部相脱离,硼砂从出砂口流出落到排砂板上并再次从排砂板的排沙口落下并落到钢板表面,从而实现对钢板表面的撒砂操作,完成撒砂操作后,再次滑动排砂板使得排砂板滑动与硼砂槽底面相贴合,排砂板对出砂进行封堵,从而停止撒砂操作,机械爪将钢板转运到冲压模具上。
6.本发明的进一步设置为:所述排砂板两侧固定连接有导向杆,所述硼砂槽外壁固定连接有供所述导向杆穿过的导向套筒。
7.通过采用上述技术方案,导向杆伸入到导向套筒内并在导向套筒内滑动,提高了排砂板滑动的稳定性。
8.本发明的进一步设置为:所述硼砂槽外壁固定连接有连接板,所述连接板与所述排砂板之间设置有震动弹簧,所述震动弹簧两端分别固定连接于所述连接板与所述排砂板,所述震动弹簧拉动所述排砂板与所述硼砂槽底部相贴合。
9.通过采用上述技术方案,需要排砂板滑动脱离硼砂槽底部时,对排砂板施加推力使得排砂板滑动远离硼砂槽,震动弹簧被拉伸,当撤去对排沙板的推力时,震动弹簧拉动排砂板自动复位与硼砂槽底部相贴合。
10.本发明的进一步设置为:所述架体上转动连接有震动转轴,所述震动转轴一端固定连接有震动凸轮,所述震动凸轮外壁与所述排砂板相接触。
11.通过采用上述技术方案,转动的震动转轴驱动震动凸轮转动,震动弹簧拉动排砂板与震动凸轮侧壁保持接触,通过震动凸轮与排砂板端面的接触,转动的凸轮驱动撒砂盘周期性震动,从而提高了撒砂的均匀度。
12.本发明的进一步设置为:所述装夹转轴端部固定连接有驱动齿轮,所述震动转轴远离所述震动凸轮一端连接有传动齿轮,所述架体上滑动连接有传动齿条,所述驱动齿轮与所述传动齿轮分别与所述传动齿条相啮合。
13.通过采用上述技术方案,装夹转轴转动的同时驱动齿轮随着装夹转轴一通转动,驱动齿轮驱动传动齿条滑动,通过传动齿条的滑动,驱动传动齿轮转动从而带动震动凸轮转动,是实现在对钢板装夹的同时对钢板完成撒砂操作。
14.本发明的进一步设置为:所述传动齿轮包括固定连接在所述装夹转轴端部的棘轮和转动连接在所述装夹转轴端部的轮体,所述轮体端面上设置有供所述棘轮嵌入的轮腔,所述轮腔内转动连接有棘齿,所述棘齿内设置有推动所述棘齿转动与所述棘轮相啮合的锁紧弹簧,当两所述抓取卡爪相向转动时,锁紧弹簧推动所述棘齿与棘轮锁紧,所述轮体与所述棘轮同步转动;当两所述抓取卡爪向相离方向转动时,所述轮体与所述棘轮相对转动。
15.通过采用上述技术方案,由于抓取卡爪需要完成对钢板的抓取和放开动作,在冲压磨具上进行钢板的松开动作时,装夹转轴的转动会带动驱动齿轮与传送齿轮旋转,将传动齿轮设置为轮体和棘轮,抓取卡爪在对钢板进行抓取时,锁紧弹簧推动棘齿转动与棘轮保持啮合锁紧,震动转轴与轮体同步转动,从而驱动撒砂板震动进行撒砂操作;当抓取卡爪在对钢板进行放松时,传动齿轮的轮体部分转动,使得棘齿脱离于棘轮的啮合限位,使得轮体与震动转轴发生相对转动,震动凸轮停止转动,排砂盘依然与硼砂槽底部保持贴合,限制硼砂的流出,避免多余的硼砂落到冲压模具上,减少磨具表面的磨损。
16.本发明的进一步设置为:所述架体上设置有两夹紧气缸,两所述夹紧气缸分别驱动两所述装夹转轴转动,所述夹紧气缸两端分别铰接于所述装夹转轴和架体。
17.通过采用上述技术方案,两夹紧气缸分别驱动两装夹转轴转动,为装夹转轴的转动提供动力。
18.本发明的进一步设置为:相邻两所述排沙口之间设置有导向凸部,所述导向凸部两侧设置有导向斜面,所述导向斜面向下延申至所述排沙口。
19.通过采用上述技术方案,排砂板与硼砂槽底部相贴合时,导向凸部伸入到出砂口内。进行撒砂时,导向凸部脱离出砂口,从出砂口落下的硼砂落到导向凸部上,导向凸部上的导向斜面对硼砂进行导向,使得硼砂滑落至排沙口,减少排砂板与硼砂槽之间硼砂的残留,提高排砂板与硼砂槽贴合的紧密性。
20.本发明的有益效果是:
21.1.在架体上设置抓取卡爪和硼砂槽,抓取卡爪对钢板进行抓取,通过滑动排砂板,实现撒砂的进行和停止,取代人工对热处理后的钢板进行转运和撒砂操作;
22.2.通过在震动转轴端部设置震动凸轮,通过震动转轴与装夹转轴的联动,实现在对钢板进行装夹的同时完成撒砂操作;
23.3.通过将传动齿轮设置为轮体和棘轮,实现震动转轴的单向转动,在抓取钢板时
撒砂,在松开钢板时,停止撒砂,避免多余的硼砂落到冲压模具上,减少磨具表面的磨损。
附图说明
24.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
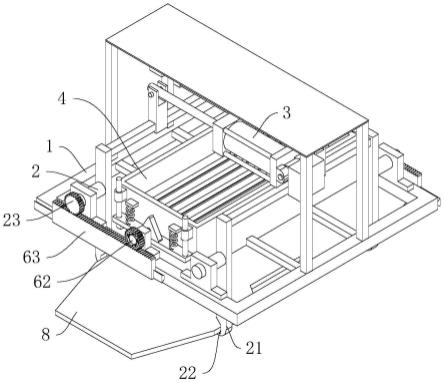
25.图1是本实施例结构示意图。
26.图2是本实施例装夹转轴驱动关系示意图。
27.图3是本实施例传动齿轮结构示意图.
28.图4是本实施例驱动齿轮与传动齿轮传动关系示意图。
29.图5是本实施例硼砂槽与排砂板结构关系示意图。
30.图中,1、架体;2、装夹转轴;21、抓取卡爪;22、抓取凹槽;23、驱动齿轮;3、夹紧气缸;4、硼砂槽;41、出砂口;42、导向套筒;43、连接板;44、震动弹簧;5、排砂板;51、排沙口;52、导向凸部;53、导向斜面;54、导向杆;6、震动转轴;61、震动凸轮;62、传动齿轮;621、轮体;622、棘轮;623、轮腔;63、传动齿条;7、棘齿;71、锁紧弹簧;8、钢板。
具体实施方式
31.下面将结合具体实施例对本发明的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.实施例,一种用于车桥冲压生产线的机械爪,如图1、图2所示,包括架体1、铰接在架体1上的装夹转轴2,两装夹转轴2侧壁分别固定连接有抓取卡爪21,两抓取卡爪21相向一侧分别设置有抓取凹槽22,架体1上设置有两夹紧气缸3,夹紧气缸3两端分别铰接于装夹转轴2和架体1,通过两夹紧气缸3同时驱动两装夹转轴2转动,两装夹转轴2的转动驱动两抓取卡爪21同步相向转动,从而抓取卡爪21将钢板8卡接在两抓取凹槽22之间,完成对钢板8的装夹。
33.如图4、图5架体1上固定连接有硼砂槽4,硼砂槽4底部设置有多个出砂口41,硼砂槽4底部滑动连接有排砂板5,排砂板5上设置有多个排沙口51,排沙口51与出砂口41交错设置,相邻两排沙口51之间设置有导向凸部52,导向凸部52两侧设置有导向斜面53,导向斜面53向下延申至排沙口51,排砂板5与硼砂槽4底部相贴合时,导向凸部52伸入到出砂口41内对出砂口41完全遮挡。
34.如图4所示,排砂板5两侧固定连接有导向杆54,硼砂槽4外壁固定连接有供导向杆54穿过的导向套筒42。硼砂槽4外壁固定连接有连接板43,连接板43与排砂板5之间设置有震动弹簧44,震动弹簧44两端分别固定连接于连接板43与排砂板5,震动弹簧44拉动排砂板5与硼砂槽4底部相贴合。架体1上转动连接有震动转轴6,震动转轴6一端固定连接有震动凸轮61,震动凸轮61外壁与排砂板5相接触。装夹转轴2端部固定连接有驱动齿轮23,震动转轴6远离震动凸轮61一端连接有传动齿轮62,架体1上滑动连接有传动齿条63,驱动齿轮23与
传动齿轮62分别与传动齿条63相啮合。
35.如图3所示,传动齿轮62包括固定连接在装夹转轴2端部的棘轮622和转动连接在装夹转轴2端部的轮体621,轮体621端面上设置有供棘轮622嵌入的轮腔623,轮腔623内转动连接有棘齿7,棘齿7内设置有推动棘齿7转动与棘轮622相啮合的锁紧弹簧71,当两抓取卡爪21相向转动时,锁紧弹簧71推动棘齿7与棘轮622锁紧,轮体621与棘轮622同步转动;当两抓取卡爪21向相离方向转动时,轮体621与棘轮622相对转动。
36.使用机械爪时,机器人将机械爪移动到钢板8上方并使钢板8设置在两抓取卡爪21之间。两夹紧气缸3同时驱动两装夹转轴2转动,两装夹转轴2的转动驱动两抓取卡爪21同步相向转动,从而抓取卡爪21将钢板8卡接在两抓取凹槽22之间。装夹转轴2转动的同时驱动齿轮23随着装夹转轴2一通转动,驱动齿轮23驱动传动齿条63滑动,通过传动齿条63的滑动驱动传动齿轮62转动,锁紧弹簧71推动棘齿7转动与棘轮622保持啮合锁紧,震动转轴6与轮体621同步转动,从而带动震动凸轮61转动,实现在对钢板8装夹的同时对钢板8完成撒砂操作,完成撒砂后,装夹转轴2停止转动,震动弹簧44拉动排砂板5自动复位与硼砂槽4底部相贴合。当钢板8被转运到冲压模具上方时,夹紧气缸3驱动两抓取卡爪21向相离方向转动,使得钢板8落到冲压模具上,此时传动齿轮62的轮体621部分转动,棘齿7脱离于棘轮622的啮合限位,使得轮体621与震动转轴6发生相对转动,震动凸轮61停止转动,排砂盘依然与硼砂槽4底部保持贴合,限制硼砂的流出,避免多余的硼砂落到冲压模具上,减少磨具表面的磨损。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。