1.本实用新型属于模具技术领域,涉及一种具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具。
背景技术:
2.四轮电动车外覆盖塑件一般通过注塑成型,外覆盖塑件在注塑时需要在塑件内侧形成若干扣件,以便于外覆盖塑件进行安装,现有技术中的模具要形成扣件需要设置侧抽芯机构,在产品顶出时需要通过侧抽芯机构进行抽芯,但由于塑件内侧需要设置多个不同方向的扣件,因此设置侧抽芯机构会增加模具的制造难度。
3.为了克服现有技术的不足,人们经过不断探索,提出了各种各样的解决方案,如中国专利公开了一种模具侧抽芯机构[申请号:201520802499.8],包括本体,本体包括镶件、驱动部和导柱,镶件内设置有用于注塑零件成型的成型面,驱动部驱动镶件向模架外移动,镶件上设置有与导柱配合的导柱孔,镶件在型芯与型腔的分型面上设置有第一钩块,本体在型芯或者型腔上设置有与第一钩块配合的第二钩块,第一钩块与第二钩块滑移连接,第一钩块和第二钩块阻止型芯和型腔的分离,但也存在上述问题。
技术实现要素:
[0004]
本实用新型的目的是针对上述问题,提供一种具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具。
[0005]
为达到上述目的,本实用新型采用了下列技术方案:
[0006]
一种具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具,包括上模板和下模板,所述的上模板上设有两个向内凹陷的上成型面,所述的下模板上设有两个向外凸出的下成型面,所述的上成型面和下成型面组合形成成型腔,所述的下模板上设有插入至成型腔内的侧抽芯式顶出机构,所述的侧抽芯式顶出机构包括设置在下模板下侧的底板,所述的底板上设有顶针固定板,所述的顶针固定板上设有与成型腔相连的侧抽芯顶出组件和直顶顶出组件。
[0007]
在上述的具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具中,所述的下成型面上设有前扣件成型槽、外扣件成型槽和内扣件成型槽。
[0008]
在上述的具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具中,所述的侧抽芯顶出组件包括前抽芯杆、外抽芯杆和内抽芯杆,所述的下模板上设有分别与前扣件成型槽、外扣件成型槽和内扣件成型槽相连的前抽芯槽、外抽芯槽和内抽芯槽,所述的前抽芯杆、外抽芯杆和内抽芯杆分别插入至前抽芯槽、外抽芯槽和内抽芯槽内,所述的前抽芯杆和前扣件成型槽相连处设有一号扣件成型结构,所述的外抽芯杆和外扣件成型槽的连接处设有二号扣件成型结构,所述的内抽芯杆和内扣件成型槽的连接处也设有二号扣件成型结构。
[0009]
在上述的具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具中,所述的前抽芯槽、外抽芯槽和内抽芯槽倾斜设置。
[0010]
在上述的具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具中,所述的外抽芯杆和内抽芯杆反向设置。
[0011]
在上述的具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具中,所述的一号扣件成型结构包括设置在前抽芯杆前侧的一号卡槽成型块,所述的一号卡槽成型块上固连有二号卡槽成型块,所述的二号卡槽成型块上设有截面呈凸字型的三号卡槽成型块,所述的三号卡槽成型块外端和前扣件成型槽内壁抵靠。
[0012]
在上述的具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具中,所述的二号扣件成型结构包括上卡槽成型块和下卡槽成型块,所述的上卡槽成型块和下卡槽成型块之间具有加强筋成型槽,所述的下卡槽成型块上还固连有截面呈矩形的四号卡槽成型块,所述的上卡槽成型块和四号卡槽成型块外端与外抽芯槽或内抽芯槽内壁抵靠。
[0013]
在上述的具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具中,所述的前抽芯杆、外抽芯杆和内抽芯杆顶部和下成型面上端面齐平。
[0014]
在上述的具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具中,所述的前抽芯杆、外抽芯杆和内抽芯杆和顶针固定板铰接。
[0015]
在上述的具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具中,所述的直顶顶出组件包括若干竖直设置在顶针固定板上的直顶杆,所述的直顶杆顶部贯穿下模板并和下成型面顶部齐平。
[0016]
与现有的技术相比,本实用新型的优点在于:
[0017]
1、上成型面和下成型面组合形成的两个成型腔能一次注塑成型两个带有扣件的外覆盖塑件,侧抽芯式顶出机构内的顶针固定板向上运动时,顶针固定板上的侧抽芯顶出组件配合直顶顶出组件能够将产品顶出并在顶出的同时使扣件和下模板分离,无需额外设置侧抽芯机构,且结构简单,使用方便。
[0018]
2、一号扣件成型结构配合前扣件成型槽能够在塑件内侧成型出前扣件,二号扣件成型结构配合外抽芯槽或内抽芯槽能够在塑件内侧成型出外扣件和内扣件,前扣件、外扣件和内扣件配合能够将塑件稳定安装到电动车上。
[0019]
3、顶针固定板向上运动时能推动前抽芯杆、外抽芯杆和内抽芯杆分别沿倾斜设置的前抽芯槽、外抽芯槽和内抽芯槽斜向上运动,从而能够在顶出产品的同时在水平方向上逐渐远离塑件内侧的扣件,直至完全和扣件脱离。
[0020]
4、一号卡槽成型块、二号卡槽成型块和三号卡槽成型块能在扣件上形成阶梯状的三个卡槽,三号卡槽成型块能在扣件上成型出贯穿的槽口,以便于扣件和电动车上的连接件卡接。
[0021]
本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
[0022]
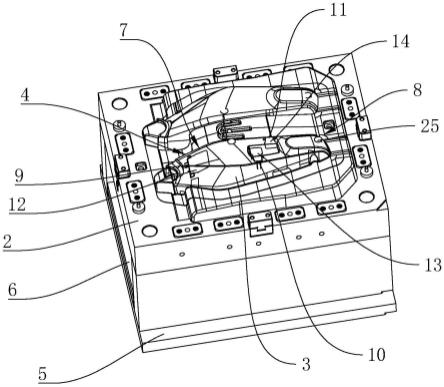
图1是本实用新型的外部结构示意图;
[0023]
图2是下模板的结构示意图;
[0024]
图3是下模板的剖面示意图;
[0025]
图4是侧抽芯式顶出机构的结构示意图;
[0026]
图5是外抽芯杆的结构示意图;
[0027]
图6是前抽芯杆的结构示意图。
[0028]
图中,上模板1、下模板2、下成型面3、侧抽芯式顶出机构4、底板5、顶针固定板6、侧抽芯顶出组件7、直顶顶出组件8、前扣件成型槽9、外扣件成型槽10、内扣件成型槽11、前抽芯杆12、外抽芯杆13、内抽芯杆14、外抽芯槽15、一号扣件成型结构16、二号扣件成型结构17、一号卡槽成型块18、二号卡槽成型块19、三号卡槽成型块20、上卡槽成型块21、下卡槽成型块22、加强筋成型槽23、四号卡槽成型块24、直顶杆25。
具体实施方式
[0029]
如图1-图4所示,一种具有侧抽芯机构的四轮电动车高强度外覆盖塑件模具,包括上模板1和下模板2,所述的上模板1上设有两个向内凹陷的上成型面,所述的下模板2上设有两个向外凸出的下成型面3,所述的上成型面和下成型面3组合形成成型腔,所述的下模板2上设有插入至成型腔内的侧抽芯式顶出机构4,所述的侧抽芯式顶出机构4包括设置在下模板2下侧的底板5,所述的底板5上设有顶针固定板6,所述的顶针固定板6上设有与成型腔相连的侧抽芯顶出组件7和直顶顶出组件8。
[0030]
本实施例中,上成型面和下成型面组合形成的两个成型腔能一次注塑成型两个带有扣件的外覆盖塑件,侧抽芯式顶出机构内的顶针固定板6向上运动时,顶针固定板上的侧抽芯顶出组件配合直顶顶出组件能够将产品顶出并在顶出的同时使扣件和下模板分离,无需额外设置侧抽芯机构,且结构简单,使用方便。
[0031]
具体地说,结合图1-图4所示,下成型面3上设有前扣件成型槽9、外扣件成型槽10和内扣件成型槽11。前扣件成型槽9、外扣件成型槽10和内扣件成型槽11内能用于成型塑件内侧的三个方向不一的扣件。
[0032]
具体地说,结合图2-图6所示,侧抽芯顶出组件7包括前抽芯杆12、外抽芯杆13和内抽芯杆14,所述的下模板2上设有分别与前扣件成型槽9、外扣件成型槽10和内扣件成型槽11相连的前抽芯槽、外抽芯槽15和内抽芯槽,所述的前抽芯杆12、外抽芯杆13和内抽芯杆14分别插入至前抽芯槽、外抽芯槽15和内抽芯槽内,所述的前抽芯杆12和前扣件成型槽9相连处设有一号扣件成型结构16,所述的外抽芯杆13和外扣件成型槽10的连接处设有二号扣件成型结构17,所述的内抽芯杆14和内扣件成型槽11的连接处也设有二号扣件成型结构17。一号扣件成型结构16配合前扣件成型槽能够在塑件内侧成型出前扣件,二号扣件成型结构17配合外抽芯槽15或内抽芯槽能够在塑件内侧成型出外扣件和内扣件,前扣件、外扣件和内扣件配合能够将塑件稳定安装到电动车上;前抽芯槽、外抽芯槽15和内抽芯槽倾斜设置,外抽芯杆13和内抽芯杆14反向设置。顶针固定板向上运动时能推动前抽芯杆12、外抽芯杆13和内抽芯杆14分别沿倾斜设置的前抽芯槽、外抽芯槽15和内抽芯槽斜向上运动,从而能够在顶出产品的同时在水平方向上逐渐远离塑件内侧的扣件,直至完全和扣件脱离。
[0033]
具体地说,结合图6所示,一号扣件成型结构16包括设置在前抽芯杆12前侧的一号卡槽成型块18,所述的一号卡槽成型块18上固连有二号卡槽成型块19,所述的二号卡槽成型块19上设有截面呈凸字型的三号卡槽成型块20,所述的三号卡槽成型块20外端和前扣件成型槽9内壁抵靠。一号卡槽成型块18、二号卡槽成型块19和三号卡槽成型块20能在扣件上形成阶梯状的三个卡槽,三号卡槽成型块20能在扣件上成型出贯穿的槽口,以便于扣件和
电动车上的连接件卡接。
[0034]
具体地说,结合图5所示,二号扣件成型结构17包括上卡槽成型块21和下卡槽成型块22,所述的上卡槽成型块21和下卡槽成型块22之间具有加强筋成型槽23,所述的下卡槽成型块22上还固连有截面呈矩形的四号卡槽成型块24,所述的上卡槽成型块21和四号卡槽成型块24外端与外抽芯槽15或内抽芯槽内壁抵靠。上卡槽成型块21和下卡槽成型块22配合能够在扣件上形成两个深度不同的凹槽,上卡槽成型块21和下卡槽成型块22之间的加强筋成型槽23能够在扣件上形成加强筋以增加扣件的强度,四号卡槽成型块24能在扣件上形成贯穿的槽体,以便于扣件和电动车上的连接件卡接。
[0035]
具体地说,结合图2-图4所示,前抽芯杆12、外抽芯杆13和内抽芯杆14顶部和下成型面3上端面齐平。前抽芯杆12、外抽芯杆13和内抽芯杆14和顶针固定板6铰接以便于前抽芯杆12、外抽芯杆13和内抽芯杆14在运动时进行角度的调整。
[0036]
具体地说,结合图2-图4所示,直顶顶出组件8包括若干竖直设置在顶针固定板6上的直顶杆25,所述的直顶杆25顶部贯穿下模板2并和下成型面3顶部齐平。顶针固定板向上运动时能带动直顶杆竖直向上运动,以配合前抽芯杆12、外抽芯杆13和内抽芯杆14将产品从上模板上顶出。
[0037]
本实用新型的工作原理是:上成型面和下成型面组合形成的两个成型腔能一次注塑成型两个带有扣件的外覆盖塑件,侧抽芯式顶出机构内的顶针固定板6向上运动时,顶针固定板上的侧抽芯顶出组件配合直顶顶出组件能够将产品顶出并在顶出的同时使扣件和下模板分离,无需额外设置侧抽芯机构,且结构简单,使用方便;
[0038]
前扣件成型槽9、外扣件成型槽10和内扣件成型槽11内能用于成型塑件内侧的三个方向不一的扣件,一号扣件成型结构16配合前扣件成型槽能够在塑件内侧成型出前扣件,二号扣件成型结构17配合外抽芯槽15或内抽芯槽能够在塑件内侧成型出外扣件和内扣件,前扣件、外扣件和内扣件配合能够将塑件稳定安装到电动车上,顶针固定板向上运动时能推动前抽芯杆12、外抽芯杆13和内抽芯杆14分别沿倾斜设置的前抽芯槽、外抽芯槽15和内抽芯槽斜向上运动,从而能够在顶出产品的同时在水平方向上逐渐远离塑件内侧的扣件,直至完全和扣件脱离;
[0039]
一号卡槽成型块18、二号卡槽成型块19和三号卡槽成型块20能在扣件上形成阶梯状的三个卡槽,三号卡槽成型块20能在扣件上成型出贯穿的槽口,以便于扣件和电动车上的连接件卡接,上卡槽成型块21和下卡槽成型块22配合能够在扣件上形成两个深度不同的凹槽,上卡槽成型块21和下卡槽成型块22之间的加强筋成型槽23能够在扣件上形成加强筋以增加扣件的强度,四号卡槽成型块24能在扣件上形成贯穿的槽体,以便于扣件和电动车上的连接件卡接,前抽芯杆12、外抽芯杆13和内抽芯杆14和顶针固定板6铰接以便于前抽芯杆12、外抽芯杆13和内抽芯杆14在运动时进行角度的调整,顶针固定板向上运动时能带动直顶杆竖直向上运动,以配合前抽芯杆12、外抽芯杆13和内抽芯杆14将产品从上模板上顶出。
[0040]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
[0041]
尽管本文较多地使用了上模板1、下模板2、下成型面3、侧抽芯式顶出机构4、底板
5、顶针固定板6、侧抽芯顶出组件7、直顶顶出组件8、前扣件成型槽9、外扣件成型槽10、内扣件成型槽11、前抽芯杆12、外抽芯杆13、内抽芯杆14、外抽芯槽15、一号扣件成型结构16、二号扣件成型结构17、一号卡槽成型块18、二号卡槽成型块19、三号卡槽成型块20、上卡槽成型块21、下卡槽成型块22、加强筋成型槽23、四号卡槽成型块24、直顶杆25等,使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。