1.本实用新型属于烟草技术领域,具体涉及一种凝胶丝束复合结构滤棒成型装置。
背景技术:
2.卷烟滤嘴尤其是特种滤嘴在卷烟减害降焦中起着重要作用。特种滤棒按结构可分为普通滤棒(单元滤棒)、二元、三元或多元复合结构滤棒。目前加香类型多种多样,如凝胶、三乙酸甘油酯、香线、香片、颗粒、爆珠等。为了避免加香物质直接与口腔接触,加香段一般置于复合结构滤棒的中段、或复合结构滤棒前段如二元复合结构滤棒的远唇端。
3.由于加香滤棒与普通单元滤棒的结构不同,其加工工艺与普通滤棒的加工工艺也明显不同。现有技术加香复合结构滤棒的生产步骤,一般先加工出香线、香片等滤棒,再在成型机上与醋纤滤棒进行多元复合,即能加工出中段或前段带有香料段的复合结构滤棒。
4.现有技术的凝胶丝束二元复合结构滤棒的生产需要两步或两步以上的步骤才能得到,一般复合单元越多,需要的成型纸的层数也越多;二元复合结构滤棒一般需要两次成型纸进行滤棒复合;由于成型纸层数较多,为了达到滤棒通风稀释的功能,滤棒成型纸透气度一般在10000cu以上,提高了滤棒的加工成本。另外由于滤棒复合比例固定,调整滤棒复合比例需要对成型机进行改造,成型机所有设定的参数需要全部更改;这样不仅浪费了成型纸,而且工艺流程复杂,复合结构滤棒加工时间变长,复合结构滤棒成型工作效率变低。
5.为解决上述问题提出本实用新型。
技术实现要素:
6.本实用新型公开了一种凝胶丝束二元复合结构滤棒成型装置,使用所述成型装置可以直接实现凝胶丝束二元复合结构滤棒的一次成型。减少了工艺流程,节约了成形纸,减少滤棒加工成本,缩短了复合结构滤棒的加工时间,提高了滤棒的成型工作效率。
7.本实用新型的技术方案如下:
8.本实用新型第一方面公开了一种凝胶丝束复合结构滤棒成型装置,包括如下部件:丝束传输带1、导丝喇叭嘴5、丝束成型纸集合槽10、凝胶添加装置2和搭口胶施加装置6;
9.所述导丝喇叭嘴5布置在所述丝束成型纸集合槽10的上游;所述凝胶添加装置2布置在所述导丝喇叭嘴5小口处;所述搭口胶施加装置6布置在所述丝束成型纸集合槽10的上部;所述丝束传输带1从所述导丝喇叭嘴5的大口进入到所述导丝喇叭嘴5中然后从其小口出来后贴近到所述丝束成型纸集合槽10的进口。
10.优选地,在所述丝束成型纸集合槽10的下游设置有定位识别装置7和定位分切装置8;所述定位识别装置7上设置有定位识别探头11。定位识别装置7是为了识别成型纸上的标记,保证复合结构滤棒被分切的合格、且保证凝胶状香料在复合结构滤棒的内部。
11.优选地,所述凝胶添加装置2为圆筒状,其下部设置有凝胶施加针管3,且凝胶施加针管3的管口深入到所述导丝喇叭嘴5内;所述凝胶施加针管3上设有凝胶加热装置4。
12.优选地,所述凝胶丝束复合结构滤棒成型装置还包括控制装置12;所述控制装置
12与丝束传输带1、导丝喇叭嘴5、丝束成型纸集合槽10、凝胶添加装置2和搭口胶施加装置6、定位识别装置7和定位分切装置8电连接。
13.本实用新型第二方面公开了使用所述凝胶丝束复合结构滤棒成型装置对凝胶丝束复合结构滤棒进行成型方法,包括如下步骤:
14.开启控制装置12,成型纸9开始进入到所述丝束成型纸集合槽10中;丝束传输带1就带动其上的丝束从所述导丝喇叭嘴5的大口进入到导丝喇叭嘴5中,此时凝胶添加装置2中的凝胶香料被凝胶加热装置4加热后,凝胶施加针管3 在导丝喇叭嘴5的小口处对丝束进行凝胶香料的添加;添加香料后的丝束在导丝喇叭嘴5中被捋齐收紧后送到所述丝束成型纸集合槽10进口的成型纸9上,成型纸9带动其上的加香后的丝束进入丝束成型纸集合槽10中被卷成圆柱状;搭口胶施加装置6向被卷成圆柱状的成型纸的边缘施加搭口胶,成型纸的边缘被粘结在一起,就成为了圆柱状的滤棒;被粘结后的滤棒继续前进被干燥后,被定位识别装置7上的定位识别探头11识别后,再被定位分切装置8分切后,即得到所述的凝胶丝束复合结构滤棒;
15.上述过程被控制装置12所控制,整个过程为自动进行。
16.卷烟滤嘴中凝胶香料段与丝束白棒段(即未加香的丝束段)的长度可以根据需要进行程序设定。复合结构滤棒在该成型装置自行分切,控制装置12会根据定位识别装置7识别的信号以及复合结构滤棒的比例等设定的参数自动控制香料添加时间和时长,并将相关信号传输至滤棒定位分切装置8。当成型装置稳定运行后,根据加香的位置到分切的位置距离、加香时间、成型装置的运行速度、加香时长等,控制装置12计算出分切位置及分切时间信号,并输入到定位分切装置8,同时控制装置12接收定位标识识别装置7输出的分切位置信息,输出滤棒的分切位置及分切时间信号至分切装置,定位分切装置8对滤棒的分切位置及分切时间信号进行核对,信号吻合后即可在标记位置进行分切,从而可以在同一批次中生产出相同长度的滤棒,不同批次时生产出长度不同的滤棒、或复合比例不同的滤棒;若信号不吻合的话,剔除不合格滤棒,并对香料添加装置、定位分切装置进行自动校正。
17.本实用新型的有益效果:
18.1、本实用新型的一次成型装置设计新颖,可以用于凝胶丝束二元复合结构滤棒的一次成型。本实用新型的成型装置精简了复合结构滤棒的工艺流程,工作效率明显提高;得到的复合结构滤棒成型纸的使用量比现有技术的工艺减少了一半,成本降低。而现有技术的复合结构滤棒需要先加工出加香滤棒,再与丝束白棒段复合才能加工出复合结构滤棒。
19.2、本实用新型的一次成型装置,复合结构滤棒成型过程被控制装置12所控制,整个过程为自动进行。设置的定位识别装置7能够识别成型纸上的标记,保证复合结构滤棒被定位分切装置8分切的整齐均匀,且保证凝胶香料在复合结构滤棒的内部而不被分切到。
20.3、本实用新型的凝胶丝束二元复合结构滤棒一次成型装置的凝胶香料能够在线添加,滤棒的凝胶段与普通丝束的白棒段的复合比例及滤棒总长度在线可控可调;凝胶香料段可以根据设定添加,也可以设置多段分段添加。而现有技术滤棒长度、复合比例固定、凝胶段仅有一段且长度单一固定;改变滤棒的复合比例需要对成型机部件更换并进行改造,所有设定参数需要全部更改;加工时间变长,工作效率变低。
21.4、本实用新型得到的复合结构滤棒仅有一层成型纸,接装纸预打孔通风稀释时,不存在成型纸之间堵孔现象,因此可以采用透气度较低的成型纸,降低了成本;接装纸在线
激光打孔时可采用普通成型纸,打孔功率更小,穿透性更高,通风稳定性更好,效率更高、成本更低。
22.5、本实用新型的一次成型装置的控制装置12根据设定能够计算出分切位置及分切时间信号,通过定位标识确定复合结构滤棒的分切位置及分切时间信号,识别凝胶状香料中标识物并计算出分切位置及分切时间信号,控制装置12实现输入信号的判断,保证滤棒长度、复合比例、分切位置的精准性,提高滤棒成型的稳定性。
附图说明
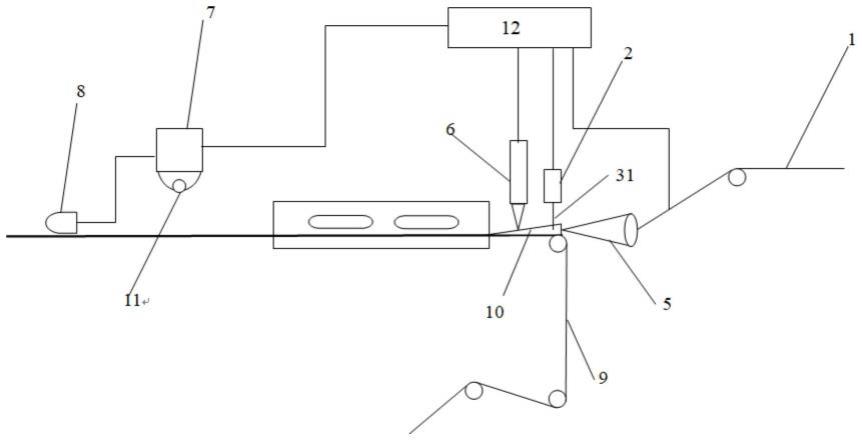
23.图1为本实用新型的凝胶丝束复合结构滤棒成型装置示意图。
24.附图标记为:1、丝束传输带;2、凝胶添加装置;3、凝胶施加针管;4、凝胶加热装置;5、导丝喇叭嘴;6、搭口胶施加装置;7、定位识别装置;8、定位分切装置;9、成型纸;10、丝束成型纸集合槽;11、定位识别探头;12、控制装置。
具体实施方式
25.以下通过实施例和附图来详细说明本实用新型的技术方案,以下的实施例仅是示例性的,仅能用来解释和说明本实用新型的技术方案,而不能解释为是对本实用新型技术方案的限制。
26.如图1所示,本实用新型的一种凝胶丝束复合结构滤棒成型装置,包括如下部件:丝束传输带1、导丝喇叭嘴5、丝束成型纸集合槽10、凝胶添加装置2和搭口胶施加装置6;所述导丝喇叭嘴5布置在所述丝束成型纸集合槽10的上游;所述凝胶添加装置2布置在所述导丝喇叭嘴5小口处;所述搭口胶施加装置6 布置在所述丝束成型纸集合槽10的上部;所述丝束传输带1从所述导丝喇叭嘴 5的大口进入所述导丝喇叭嘴5然后从其小口出来后贴近到所述丝束成型纸集合槽10的进口。
27.在所述丝束成型纸集合槽10的下游设置有定位识别装置7和定位分切装置 8;所述定位识别装置7上设置有定位识别探头11。定位识别装置7是为了识别成型纸上的标记,保证复合结构滤棒被分切的合格、且保证凝胶状香料在复合结构滤棒的内部。
28.本实用新型的凝胶添加装置2为圆筒状,其下部设置有凝胶施加针管3,且凝胶施加针管3的管口深入到所述导丝喇叭嘴5内;凝胶施加针管3上设有凝胶加热装置4用于加热凝胶。
29.所述系统还包括控制装置12;所述控制装置12与所述丝束传输带1、丝束成型纸集合槽10、凝胶添加装置2、搭口胶施加装置6、定位识别装置7和定位分切装置8电连接。
30.使用所述凝胶丝束复合结构滤棒成型装置对凝胶丝束复合结构滤棒进行成型方法,包括如下步骤:
31.开启控制装置12,成型纸9开始进入到所述丝束成型纸集合槽10中;丝束传输带1就带动其上的丝束从所述导丝喇叭嘴5的大口进入到导丝喇叭嘴5中,此时凝胶添加装置2中的凝胶香料被凝胶加热装置4加热后,通过凝胶加热装置 4在导丝喇叭嘴5的小口中对丝束进行凝胶香料的添加;添加香料后的丝束在导丝喇叭嘴5中被捋齐收紧后送到所述丝束成型纸集合槽10进口的成型纸9上,成型纸9带动其上的被捋齐收紧且加香后的丝束进入丝束成型纸集合槽10中;搭口胶施加装置6向被卷成圆柱状的成型纸的边缘施加搭口胶,成型
纸的边缘被粘结在一起,就成为了圆柱状的滤棒;被粘结后的滤棒继续前进被干燥后,被定位识别装置7上的定位识别探头11识别后,再被定位分切装置8分切后,即得到所述的凝胶丝束复合结构滤棒;
32.上述过程被控制装置12所控制,整个过程为自动进行。
33.卷烟滤嘴中凝胶香料段与丝束白棒段的长度可以根据需要在该成型装置自行分切,控制装置12会根据定位识别装置7识别的信号以及复合结构滤棒的比例等设定的参数自动控制香料添加时间和时长,并将相关信号传输至滤棒定位分切装置8。当成型装置稳定运行后,根据加香的位置到分切的位置距离、加香时间、成型装置的运行速度、加香时长等,控制装置12计算出分切位置及分切时间信号,并输入到定位分切装置8,同时控制装置12接收定位标识识别装置7 输出的分切位置信息,输出滤棒的分切位置及分切时间信号至分切装置,定位分切装置8对滤棒的分切位置及分切时间信号进行核对,信号吻合后即可在标记位置进行分切,从而可以在同一批次中生产出相同长度的滤棒,不同批次时生产出长度不同的滤棒、或复合比例不同的滤棒;若信号不吻合的话,剔除不合格滤棒,并对香料添加装置、定位分切装置进行自动校正。
34.以上仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本实用新型的保护范围之内,因此,本实用新型的保护范围应该以权利要求书所限定的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。