1.本实用新型涉及精密砂型铣削加工技术领域,具体为一种精密砂型铣削加工用多工位限位工装。
背景技术:
2.在对精密砂型进行生成的过程中,需要使用车床对其进行铣削加工,而在整个加工的过程中需要通过限位工装对砂型进行固定。
3.但是现有的限位工装可以对待加工件进行稳定固定,但是无法对待加工件的位置进行准确校准,使其与车刀位置相对齐,这就使得现有的限位工装在对待加工件进行固定时确实可以很好地将其进行稳定固定,但是在对待加工件位置调整时,不能很好的对其进行调整,这样就会使得整个加工所消耗的时间大大增加,对应的加工效率也会大大减低,从而无法满足对应的加工需求。
技术实现要素:
4.本实用新型的目的在于提供一种精密砂型铣削加工用多工位限位工装,能够对待加工件进行稳定固定的同时对待加工件的位置进行准确校准,使其与车刀位置相对齐。
5.为达到上述目的,本实用新型的技术方案提供一种精密砂型铣削加工用多工位限位工装,包括:
6.基座,所述基座通过螺栓安装在车床工作台上,所述基座的上端开设有滑槽,且滑槽内端设置有滑块,所述滑槽内设置有第一移动机构,所述第一移动机构包括第一电机和第一丝杆,所述第一电机固定在所述滑槽内端,所述第一电机的电机轴与第一丝杆的一端固定连接,所述第一丝杆与滑块螺纹连接;
7.基体,所述基体固定安装于所述滑块的上端;所述基体上端的左右两侧上均设置有外限位块,所述基体上端面的中间设置有第二移动机构,所述第二移动机构包括两个左右设置的第二气缸,两个所述的第二气缸的活塞杆上均可拆卸连接有内限位块。
8.本方案的原理和效果是:通过螺栓将基座固定在车床工作台,然后通过控制第一电机来带动第一丝杆的转动,从而使得与第一丝杆螺纹连接的滑块能够来回移动,进而实现对基体的来回移动;另外通过左右设置的第二气缸来带动内限位块朝向各自方向上的外限位块移动,从而使得内限位块与外限位块之间的待加工件被夹持住。
9.本技术通过第一电机和第一丝杆的配合使得基体能够来回移动,同时通过第二气缸带动内限位块向外限位块移动,从而对待加工件进行固定,实现了对待加工件的限位固定,避免出现加工待加工件时出现没有固定稳定的问题,大大增加了加工效率,同时也可以很好的对待加工件的位置进行准确的校准,使得待加工件能够与对应的车刀位置相对齐。
10.同时也能够对待加工件进行加工位置的调节,满足不同加工需求。
11.进一步的,还包括控制器、压力传感器、报警器;所述控制器分别与压力传感器、报警器、第一电机和第二气缸电连接;所述控制器用于控制第一电机和第二气缸启动;所述压
力传感器设置在外限位块朝向内限位块的一侧上,所述控制器用于通过压力传感器对外限位块与内限位块之间的压力值进行检测;所述控制器用于在第一电机和第二气缸停止后,对当前检测到的压力值与预设阈值进行比较,若压力值小于预设阈值,则启动报警器。
12.将压力传感器设置在外限位块朝向内限位块的一侧上,然后通过压力传感器来检测内限位块与外限位块之间夹持有待加工件时对应的压力,通过对压力值的判断,来判定当前的压力值是否满足预设阈值,在满足时,说明此时待加工件在内限位块和外限位块之间是被加紧的,不会出现在加工时待加工件脱离固定,在不满足时进行及时的报警,来告知操作人员此时的夹持情况,避免在待加工件没有夹持牢固的情况下就进行加工,从而造成事故的发生。
13.进一步的,所述报警器包括喇叭和警示灯。
14.通过声音和灯管进行双重的提示,确保用户能够获取到报警提醒。
15.进一步的,所述压力传感器与外限位块可拆卸连接。
16.压力传感器与外限位块是可拆卸连接的可以在面对不同大小的待加工件时可以及时的对压力传感器进行调整,匹配到适合对应待加工件量程的压力传感器,这样可以使得整个压力检测的结果所对应的精度也更加准确。
17.进一步的,所述第二气缸的活塞杆上固定连接有固定块;所述内限位块上开设有通孔,所述内限位块与固定块通过通孔利用螺钉和螺母进行固定。
18.通过螺钉和螺母的固定实现了对内限位块和固定块的可拆卸连接,这样就可以对损坏的内限位块进行及时的更换,避免对应的夹持效果不佳的问题出现。
19.进一步的,所述通孔包括第一通孔和第二通孔,所述第一通孔设置在靠近外限位块的一侧,所述第一通孔和第二通孔的孔径依次减小。
20.第一通孔和第二通孔的孔径依次减小可以很好的对固定内限位块和固定块的螺钉进行隐藏,使得内限位块靠近外限位块的一端的端面是平整的,这样可以使得待加工件更好的被固定。
21.进一步的,所述内限位块远离固定块的一端的端面为齿状面。
22.齿状面的设置可以对表面不平整的待加工件进行更加稳定的固定。
23.进一步的,所述内限位块远离固定块的一端的端面为平面。
24.平面的设置可以对表面平整的待加工件进行固定,对应的固定效果会更好。
25.进一步的,还包括与控制器电连接的显示器,所述控制器用于控制显示器对压力传感器检测到的压力值和预设阈值进行显示。
26.通过显示器可以操作人员可以很直观对当前的压力值和预设阈值进行查看,这样有利于操作人员对第二气缸进行控制,避免对应的压力过大导致对应的待加工件出现形变的问题。
附图说明
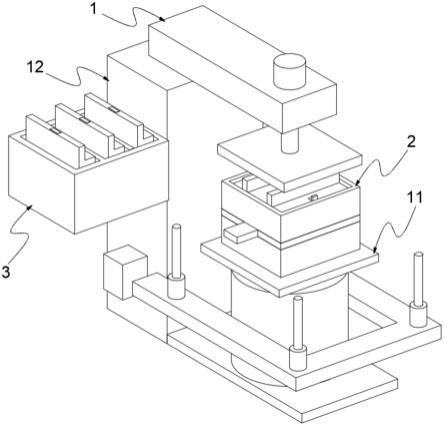
27.图1为本实用新型实施例一中精密砂型铣削加工用多工位限位工装的正视图。
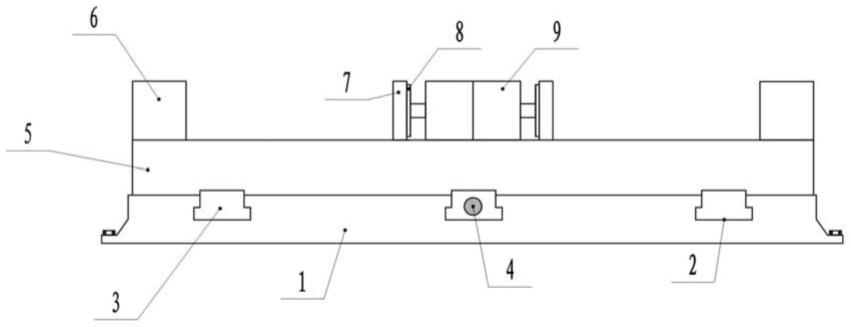
28.图2为本实用新型实施例一中精密砂型铣削加工用多工位限位工装的俯视图。
29.图3为本实用新型实施例一中精密砂型铣削加工用多工位限位工装的逻辑框图。
具体实施方式
30.下面通过具体实施方式进一步详细说明:
31.说明书附图中的标记包括:基座1、滑槽2、滑块3、第一丝杆4、基体5、外限位块6、内限位块7、固定块8、第二气缸9、第一电机10。
32.实施例一:
33.实施例一基本如附图1和图2所示:一种精密砂型铣削加工用多工位限位工装,包括:
34.基座1,基座1通过螺栓安装在车床工作台上,基座1的上端开设有滑槽2,且滑槽2内端设置有滑块3,在本实施例中滑块3和滑槽2的界面均为
“⊥”
型,这样滑块3在滑槽2中滑动时不会轻易的脱离。
35.滑槽2内设置有第一移动机构,第一移动机构包括第一电机10和第一丝杆4,第一电机10固定在所述滑槽2内端,第一电机10的电机轴与第一丝杆4的一端固定连接,第一丝杆4与滑块3螺纹连接。在本实施例中第一电机10是焊接固定在滑槽2的底部的,第一电机10的电机轴和第一丝杆4的一端也是焊接固定的。
36.基体5,基体5固定安装于所述滑块3的上端,在本实施例中基体5与滑块3是焊接固定的。基体5上端的左右两侧上均焊接固定有外限位块6,基体5上端面的中间设置有第二移动机构,第二移动机构包括两个左右设置的第二气缸9,两个所述的第二气缸9的活塞杆上均可拆卸连接有内限位块7。在本实施例中两个左右设置的第二气缸9焊接固定在基体5上端面的中间,同时两个第二气缸9的活塞杆均可拆卸连接了内限位块7,具体的可拆卸连接为:第二气缸9的活塞杆上固定连接有固定块8;内限位块7上开设有通孔,内限位块7与固定块8通过通孔利用螺钉和螺母进行固定,从而实现对应的可拆卸连接。而对应的通孔包括第一通孔和第二通孔,第一通孔设置在靠近外限位块6的一侧,第一通孔和第二通孔的孔径依次减小。这样可以很好地将螺钉给隐藏到内限位块7里面。
37.同时为了更好地适应待加工件的多变性以及不确定性,对应的内限位块7远离固定块8的一端的端面可以为齿状面,也可以为平整面,在本实施例中,对应的内限位块7远离固定块8的一端的端面为平整面。
38.如图3所示,还包括控制器、压力传感器、报警器;控制器分别与压力传感器、报警器、第一电机10和第二气缸9电连接;控制器用于控制第一电机10和第二气缸9启动;压力传感器设置在外限位块6朝向内限位块7的一侧上,在本实施例中,压力传感器与外限位块6可拆卸连接。控制器用于通过压力传感器对外限位块6与内限位块7之间的压力值进行检测;控制器用于在第一电机10和第二气缸9停止后,对当前检测到的压力值与预设阈值进行比较,若压力值小于预设阈值,则启动报警器。
39.由于压力传感器是设置在外限位块6朝向内限位块7的一侧上的,这样压力传感器就可以对内限位块7和外限位块6之间的待加工件所承受的压力值进行采集,然后控制器通过采集到的压力值与预设阈值进行比较判断,在压力值小于预设阈值时对报警器进行启动。
40.控制器可以为单片机或plc,本实施例中,采用stm32系列单片机,具体为stm32h7高性能系列单片机,由于压力传感器与外限位块6是可拆卸连接的,所以压力传感器的型号根据实际情况进行调整,在本实施例中压力传感器采用型号为bdsensors/博德dmp 334的
压力传感器,能够把自身承受的压力转换为电信号,在本实施例中,由于stm32系列单片机自带ad转换电路,因此,直接将压力传感器的输出端连接到控制器的输入端,由单片机进行ad转换,实现将模拟信号转换为数字信号,并根据对应的数值与预设阈值判断是否需要报警。在压力值小于预设阈值时,启动报警器进行报警,报警器包括喇叭和警示灯,本实施例中,警示灯为红色led灯。
41.还包括与控制器电连接的显示器,控制器用于控制显示器对压力传感器检测到的压力值和预设阈值进行显示。在本实施例中显示器为oled显示器,控制器控制oled显示器显示传感器检测到的数据以及预设阈值。在本实施例中预设阈值是可以进行调节的。
42.具体实施过程如下:当需要对待加工件加工位置进行调整时,通过控制器对第一电机10进行控制,使得与第一电机10的电机轴固定连接的第一丝杆4转动,从而使得与第一丝杆4螺纹连接的滑块3在滑槽2内滑动,从而带动基体5在基座1上进行位置的调节,便于对基座1上固定的待加工件进行加工位置的调整,适应不同的加工需求。
43.而在对待加工件进行固定和位置校准时,通过控制器对第一气缸进行控制,使得第一气缸的活塞杆向对应的方向移动,从而实现对待加工件进行固定,同时根据对应的车刀的位置对需要加工的部分进行位置的校准,避免固定的待加工件不能第一时间被车刀加工。
44.以上的仅是本实用新型的实施例,该实用新型不限于此实施案例涉及的领域,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前实用新型所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本实用新型结构的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。本技术要求的保护范围应当以其权利要求的内容为准,说明书中的具体实施方式等记载可以用于解释权利要求的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。