3d打印材料、3d打印制品、耐火物及其制备方法
技术领域
1.本技术涉及耐火领域,尤其涉及3d打印材料、3d打印制品、耐火物及其制备方法。
背景技术:
2.结构复杂的耐火产品的制造是业内的难点。耐火材料属于脆性材料,产品成型后再加工难度大,因此,涉及到复杂结构时,以异形耐火产品为例,目前的制造工艺是,先将异形耐火产品的形状依几何特征分为多块,分别涉及制作模具,再将配好的耐火原料进行浇筑成型,经过养护、脱模、烘烤,最后在施工现场拼装、砌筑,工艺流程长,费时费力,生产成本高。
3.3d打印材料可用于一体制作结构复杂的模具,但3d打印材料冷却成型过程中体积容易发生改变,导致形成的模具的精度难以控制。同时,聚合物类3d打印材料制品在用作耐火产品的模具时,在高温下会碳化而发生体积收缩导致奶或产品的形状改变。
技术实现要素:
4.本技术实施例提供了3d打印材料、3d打印制品、耐火物及其制备方法,以解决3d打印形成的模具精度难以控制的技术问题。
5.第一方面,本技术实施例提供一种3d打印材料,所述3d打印材料包括如下质量份的原料:耐火材料50-70份、3d打印高分子20-40份、硅粉1-3份、增塑剂5-10份、体积稳定剂3-8份、分散剂0.1-0.2份、固化剂0.05-0.1份。
6.在本技术的一些实施例中,所述3d打印材料由如下质量份的原料组成:耐火材料50-70份、3d打印高分子20-40份、硅粉1-3份、增塑剂5-10份、体积稳定剂3-8份、分散剂0.1-0.2份、固化剂0.05-0.1份。
7.在本技术的一些实施例中,所述耐火材料的粒度为0.04-0.05mm,和/或,所述3d打印高分子的粒度为0.04-0.05mm。
8.在本技术的一些实施例中,所述耐火材料选自刚玉质耐火材料、莫来石质耐火材料、矾土质耐火材料、铝镁尖晶石质耐火材料、锆刚玉质耐火材料中的至少一种。
9.在本技术的一些实施例中,所述3d打印高分子为聚乳酸、丙烯腈-丁二烯-苯乙烯共聚物、丙烯腈-丙烯酸-苯乙烯共聚物、聚酰胺、聚碳酸酯、聚对苯二甲酸丁二醇酯、聚对苯二甲酸乙二醇酯、聚丙烯、聚乙烯醇缩丁醛、高抗冲聚苯乙烯、聚己内酯、聚苯乙烯、聚苯砜、聚醚醚酮中的至少一种。
10.在本技术的一些实施例中,所述硅粉为表面经过硅烷偶联剂改性的微米级二氧化硅。
11.在本技术的一些实施例中,所述增塑剂为塑性粘土、膨润土、大豆粉、糊精中的至少一种,和/或,
12.所述体积稳定剂为蓝晶石粉、红柱石粉、硅线石粉中的至少一种,和/或,
13.所述分散剂为木质素磺酸钠、三聚磷酸钠、六偏磷酸钠中的至少一种,和/或,
14.所述固化剂为乌洛托品。
15.第二方面,本技术实施例提供通过前述的3d打印材料经3d打印获得的3d打印制品。
16.第三方面,本技术实施例提供一种耐火物,所述耐火物包括定型耐火材料和权利要求8所述的3d打印制品,所述3d打印制品具有内腔,所述定型耐火材料填充于所述内腔中。
17.第四方面,本技术实施例提供一种耐火物的制备方法,包括如下步骤:
18.提供前述的3d打印材料,通过3d打印制成具有内腔的3d打印制品;
19.提供定型耐火材料的原料,将所述定型耐火材料的原料填充至所述内腔中;
20.对所述定型耐火材料的原料进行养护和烘烤使其形成定型耐火材料。
21.本技术实施例提供的上述技术方案与现有技术相比具有如下优点:
22.本技术实施例提供的3d打印材料,通过对耐火材料、3d打印高分子、硅粉、增塑剂、体积稳定剂、分散剂、固化剂进行复配,使得3d打印材料冷却成型过程中体积变化小,形成的模具精度易于控制,且高温下碳化时不会发生体积收缩,能保持模具内的耐火产品的形状不变。
附图说明
23.此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本技术的实施例,并与说明书一起用于解释本技术的原理。
24.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,对于本领域普通技术人员而言,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
25.图1为本技术实施例提供的3d打印材料的制备方法的流程示意图;
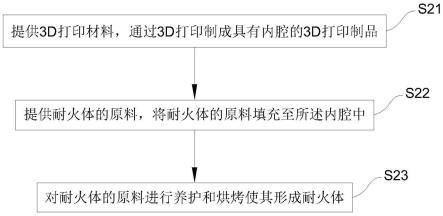
26.图2为本技术实施例提供的一种耐火物的制备方法的流程示意图。
具体实施方式
27.下面将结合具体实施方式和实施例,具体阐述本技术,本技术的优点和各种效果将由此更加清楚地呈现。本领域技术人员应理解,这些具体实施方式和实施例是用于说明本技术,而非限制本技术。
28.在整个说明书中,除非另有特别说明,本文使用的术语应理解为如本领域中通常所使用的含义。因此,除非另有定义,本文使用的所有技术和科学术语具有与本技术所属领域技术人员的一般理解相同的含义。若存在矛盾,本说明书优先。
29.除非另有特别说明,本技术中用到的各种原材料、试剂、仪器和设备等,均可通过市场购买得到或者可通过现有方法制备得到。
30.现有的3d打印材料存在冷却成型时体积变化大、形成的模具的精度难以控制的技术问题。
31.本技术实施例提供的技术方案为解决上述技术问题,总体思路如下:
32.第一方面,本技术实施例提供一种3d打印材料,所述3d打印材料包括如下质量份的原料:耐火材料50-70份、3d打印高分子20-40份、硅粉1-3份、增塑剂5-10份、体积稳定剂
3-8份、分散剂0.1-0.2份、固化剂0.05-0.1份。
33.本领域技术人员可以理解,所述耐火材料指的是耐火度不低于1580℃的无机非金属材料。耐火材料的体积随温度的变化率极低,耐火材料的加入可以降低所述3d打印材料冷却成型过程中的体积变化,且能提高3d打印材料的耐高温性能。
34.本领域技术人员可以理解,所述3d打印高分子为3d打印领域的高分子类耗材。3d打印高分子主要为所述3d打印材料提供可加工性,使得所述3d打印材料能够熔融并通过3d打印挤出头挤出进行3d打印。
35.本领域技术人员可以理解,硅粉的作用是提高3d打印材料的体积密度,增加强度,降低热膨胀系数,保持体积稳定性。
36.本领域技术人员可以理解,增塑剂的作用是增加所述3d打印材料的柔韧性。
37.本领域技术人员可以理解,体积稳定剂在高温下反应产生膨胀,抵消了材料在高温下的收缩,使得材料体积稳定。
38.本领域技术人员可以理解,分散剂的作用是降低表面能,避免原料之间的凝聚,提高分散性。
39.本领域技术人员可以理解,固化剂的作用是使打印出的材料快速固化,以保持构件形状。
40.在本技术的一些实施例中,所述3d打印材料由如下质量份的原料组成:耐火材料50-70份、3d打印高分子20-40份、硅粉1-3份、增塑剂5-10份、体积稳定剂3-8份、分散剂0.1-0.2份、固化剂0.05-0.1份。
41.在本技术的一些实施例中,所述耐火材料的粒度为0.04-0.05mm,和/或,所述3d打印高分子的粒度为0.04-0.05mm。
42.本领域技术人员可以理解,耐火材料或3d打印高分子的粒度过高一定程度上带来的不利影响是易堵塞和损坏3d打印喷头,影响打印效率,耐火材料或3d打印高分子的粒度过低一定程度上带来的不利影响是得到的成品强度低。
43.在本技术的一些实施例中,所述耐火材料选自刚玉质耐火材料、莫来石质耐火材料、矾土质耐火材料、铝镁尖晶石质耐火材料、锆刚玉质耐火材料中的至少一种。
44.本领域技术人员可以理解,刚玉质耐火材料是指含al2o390%以上,主晶相为α-al2o3的耐火材料。
45.本领域技术人员可以理解,莫来石质耐火材料是以人工合成莫来石为原料制成的以莫来石为主晶相的耐火材料。
46.本领域技术人员可以理解,矾土质耐火材料是以高铝矾土熟料为主要原料的定形耐火制品和不定形耐火材料。
47.本领域技术人员可以理解,铝镁尖晶石质耐火材料是以氧化镁和三氧化二铝为原料,经高温煅烧合成的尖晶石质耐火材料。
48.本领域技术人员可以理解,锆刚玉质耐火材料是以锆刚玉颗粒和少量的添加剂配制而成的耐火材料
49.在本技术的一些实施例中,所述3d打印高分子为聚乳酸、丙烯腈-丁二烯-苯乙烯共聚物、丙烯腈-丙烯酸-苯乙烯共聚物、聚酰胺、聚碳酸酯、聚对苯二甲酸丁二醇酯、聚对苯二甲酸乙二醇酯、聚丙烯、聚乙烯醇缩丁醛、高抗冲聚苯乙烯、聚己内酯、聚苯乙烯、聚苯砜、
聚醚醚酮中的至少一种。
50.在本技术的一些实施例中,所述硅粉为表面经过硅烷偶联剂改性的微米级二氧化硅。用硅烷偶联剂对微米级二氧化硅进行改性,可以改善硅粉在3d打印高分子中的分散性。
51.在本技术的一些实施例中,所述增塑剂为塑性粘土、膨润土、大豆粉、糊精中的至少一种,和/或,
52.所述体积稳定剂为蓝晶石粉、红柱石粉、硅线石粉中的至少一种,和/或,
53.所述分散剂为木质素磺酸钠、三聚磷酸钠、六偏磷酸钠中的至少一种,和/或,
54.所述固化剂为乌洛托品。
55.请参考图1,在本技术的一些实施例中,上述3d打印材料的制备方法包括如下步骤:
56.s11:提供前述的3d打印材料的各组分原料;
57.s12:将上述原料加入球磨机中球磨后过筛,得到所述3d打印材料。
58.第二方面,本技术实施例提供通过前述的3d打印材料经3d打印获得的3d打印制品。
59.第三方面,本技术实施例提供一种耐火物,所述耐火物包括定型耐火材料和前述的3d打印制品,所述3d打印制品具有内腔,所述定型耐火材料填充于所述内腔中。
60.本技术所述的定型耐火材料为成型的耐火产品。
61.在本技术的一些实施例中,所述3d打印制品的厚度为3-7mm。3d打印制品的厚度较薄,在可作为定型耐火材料的模具的同时,不影响定型耐火材料的耐火性能。
62.第四方面,请参考图2,本技术实施例提供一种耐火物的制备方法,包括如下步骤:
63.s21:提供前述的3d打印材料,通过3d打印制成具有内腔的3d打印制品;
64.s22:提供定型耐火材料的原料,将所述定型耐火材料的原料填充至所述内腔中;
65.s23:对所述定型耐火材料的原料进行养护和烘烤使其形成定型耐火材料。
66.本技术所述的定型耐火材料为成型的耐火产品。
67.本技术实施例提供的耐火物的制备方法可用于制备所述第三方面中的耐火物。
68.通过本技术实施例提供的耐火物的制备方法,可通过3d打印制备耐火物的外轮廓,且由于该外轮廓在冷却成型过程中体积变化很小,因此精度容易控制,可以作为定型耐火材料的模具使用。
69.在本技术的一些实施例中,所述3d打印制品的厚度为3-7mm。3d打印制品的厚度较薄,在可作为定型耐火材料的模具的同时,不影响定型耐火材料的耐火性能。
70.下面结合具体实施例,进一步阐述本技术。应理解,这些实施例仅用于说明本技术而不用于限制本技术的范围。下列实施例中未注明具体条件的实验方法,通常按照国家标准测定。若没有相应的国家标准,则按照通用的国际标准、常规条件、或按照制造厂商所建议的条件进行。
71.实施例1
72.首先,本实施例提供一种3d打印材料,所述3d打印材料各组成成分的质量百分比为:
73.粒度为0.045mm的耐火材料70%;
74.粒度为0.045mm的3d打印高分子20%;
75.硅粉3%;
76.增塑剂4%;
77.体积稳定剂3%;
78.分散剂0.1%;
79.固化剂0.05%。
80.其中,耐火材料为刚玉粉,3d打印高分子为聚乳酸与聚醚醚酮以1:2的质量比混合的混合物,增塑剂为塑性粘土与大豆粉以2:1的质量比混合的混合物,体积稳定剂为蓝晶石粉与红柱石粉以2:1的质量比相混合的混合物,分散剂为三聚磷酸钠与六偏磷酸钠以1:1的质量比相混合的混合物,固化剂为乌洛托品。
81.本实施例还提供上述3d打印材料的制备方法,包括如下步骤:
82.s1a:将上述各组分的原料加入球磨机,以直径为8mm的陶瓷球作为研磨介质,按质量计球料比为1:7;
83.s1b:在300r/min的搅拌速度下球磨100min,得到粉料;
84.s1c:粉料经325目筛网过筛,得到3d打印材料。
85.本实施例还提供一种耐火物,通过如下方式制备得到:
86.s2a:以上述3d打印材料为原料,打印耐火物的外轮廓,外轮廓厚度为5mm;
87.s2b:提供刚玉质耐火材料的原料,外轮廓的高度每增加25mm,即用喷枪向外轮廓内填充刚玉质耐火材料的原料;
88.s3b:外轮廓打印完毕且刚玉质耐火材料的原料完全填充后,对填充的刚玉质耐火材料的原料进行养护和烘烤,得到耐火物。
89.实施例2
90.本实施例与实施例1的区别在于:
91.耐火材料的质量百分比为60%;
92.3d打印高分子的质量百分比为28%;
93.硅粉的质量百分比为1%;
94.增塑剂的质量百分比为6%;
95.体积稳定剂的质量百分比为5%;
96.固化剂的质量百分比为0.07%。
97.耐火材料为莫来石粉,3d打印高分子为丙烯腈-丁二烯-苯乙烯共聚物,增塑剂为塑性粘土,体积稳定剂为蓝晶石粉与硅线石粉以2:1的质量比相混合的混合物,分散剂为六偏磷酸钠以1:1的质量比相混合的混合物。
98.实施例3
99.本实施例与实施例1的区别在于:
100.耐火材料的质量百分比为58%;
101.3d打印高分子的质量百分比为29%;
102.硅粉的质量百分比为2%;
103.增塑剂的质量百分比为6%;
104.体积稳定剂的质量百分比为5%;
105.固化剂的质量百分比为0.07%。
106.耐火材料为矾土粉,3d打印高分子为聚丙烯,增塑剂为塑性粘土与糊精以3:1的质量比相混合的混合物,体积稳定剂为蓝晶石粉,分散剂为木质素磺酸钠。
107.实施例4
108.本实施例与实施例1的区别在于:
109.耐火材料的质量百分比为55%;
110.3d打印高分子的质量百分比为25%;
111.硅粉的质量百分比为2%;
112.增塑剂的质量百分比为10%;
113.体积稳定剂的质量百分比为8%;
114.分散剂的质量百分比为0.2%;
115.固化剂的质量百分比为0.1%。
116.耐火材料为铝镁尖晶石粉,3d打印高分子为聚对苯二甲酸乙二醇酯,增塑剂为膨润土与糊精以4:1的质量比相混合的混合物,体积稳定剂为硅线石粉,分散剂为木质素磺酸钠。
117.实施例5
118.本实施例与实施例1的区别在于:
119.耐火材料的质量百分比为60%;
120.3d打印高分子的质量百分比为27%;
121.硅粉的质量百分比为2%;
122.增塑剂的质量百分比为6%;
123.体积稳定剂的质量百分比为5%;
124.分散剂的质量百分比为0.1%;
125.固化剂的质量百分比为0.07%。
126.耐火材料为铝镁锆刚玉粉,3d打印高分子为高抗冲聚苯乙烯,增塑剂为塑性粘土,体积稳定剂为蓝晶石粉,分散剂为木质素磺酸钠。
127.需要说明的是,在本文中,诸如“第一”和“第二”等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
128.以上所述仅是本技术的具体实施方式,使本领域技术人员能够理解或实现本技术。对这些实施例的多种修改对本领域的技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本技术的精神或范围的情况下,在其它实施例中实现。因此,本技术将不会被限制于本文所示的这些实施例,而是要符合与本文所申请的原理和新颖特点相一致的最宽的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。