1.本发明属于轨道维修技术领域,更具体地,涉及一种铁路道岔的在线修复方法及轨道车。
背景技术:
2.道岔铣磨车是一种道岔在线修复设备,通过铣削、磨削相结合的方式,改善道岔区间钢轨质量,提升道岔的使用寿命,保证行车的安全性和舒适性。
3.道岔打磨采用成组的砂轮,通过给定砂轮不同的偏转角度及定点下降、提升叉心侧砂轮进行道岔打磨。砂轮占用空间大,叉心区打磨区间受限,部分区间钢轨无法全轨廓打磨,修复效果不好。砂轮数量少且道岔区间病害较严重,廓形需往复多次打磨,能耗大,作业效率低,工作环境差。
技术实现要素:
4.本发明的目的是针对现有技术中存在的不足,提供了一种铁路道岔的在线修复方法及轨道车,采用带有若干个打磨或者铣磨刀具组合的轨道车,在道岔的直基本轨、曲基本轨以及道岔的前后直线段等区域采用铣磨的作业方式,在辙叉和可动心轨、尖轨附近采用打磨的作业方式,提升了增大叉心区钢轨全轨廓作业区间,一次或几次作业修复道岔区间病害,修复效果好,能耗低,作业效率高,工作环境良好。
5.为了实现上述目的,本发明提供一种铁路道岔的在线修复方法,包括:
6.对非叉心侧的钢轨进行全轨轮廓铣削和顶面磨削;
7.对叉心侧的钢轨进行区间划分,并对各个所述区间进行不同方式的铣磨修复。
8.可选地,所述全轨轮廓铣削方式采用圆周铣削技术,所述全轨轮廓铣削包括对所述非叉心侧的轨头内侧87
°‑
外侧10
°
范围进行铣磨修复。
9.可选地,所述顶面磨削方式采用圆周磨削技术,所述顶面磨削方式包括对所述非叉心侧的顶部内侧25
°‑
外侧10
°
范围进行铣磨修复。
10.可选地,所述对叉心侧的钢轨进行区间划分包括:
11.将岔根后25m外至叉心两股重合处划分为第一区间;
12.将所述叉心两股重合处至叉心顶宽50mm处划分为第二区间;
13.将所述叉心顶宽50mm处至咽喉前100mm处划分为第三区间;
14.将所述咽喉前100mm处至尖轨与基本轨开始贴合处划分为第四区间;
15.将所述尖轨与基本轨开始贴合处至尖轨顶宽20mm处划分为第五区间;
16.将所述尖轨顶宽20mm处至尖轨尖端处划分为第六区间;
17.将所述尖轨尖端处至岔尖基本轨前25m处划分为第七区间。
18.可选地,所述第一区间、所述第四区间和所述第七区间的钢轨采用所述全轨轮廓铣削和顶面磨削的组合方式进行铣磨修复。
19.可选地,采用所述全轨轮廓铣削和所述顶面磨削的组合方式进行铣磨修复的次数
为1次。
20.可选地,所述第二区间和所述第五区间的钢轨采用侧面磨削方式进行铣磨修复,所述第三区间和所述第六区间的钢轨不进行铣磨修复。
21.可选地,所述侧面磨削方式采用圆周磨削技术,所述侧面磨削方式包括对所述叉心侧的侧部内侧70
°‑
内侧25
°
范围进行铣磨修复。
22.可选地,采用所述侧面磨削方式进行铣磨修复的次数不少于1次。
23.本发明还提供了一种铁路道岔的在线修复轨道车,所述铁路道岔的在线修复轨道车上设置有多个打磨刀具或多个铣磨刀具组合,所述铁路道岔的在线修复轨道车能够执行根据上述的铁路道岔的在线修复方法。
24.本发明提供了一种铁路道岔的在线修复方法及轨道车,其有益效果在于:
25.1、叉心区全轨廓作业区间超过tb/t 2658.22-2010规定的道岔打磨叉心区全轨廓作业区间,将叉心后直侧股相邻两轨净间距100mm处至叉心两股重合处的区间划入第一区间内,将尖轨与基本轨净间距100mm处至尖轨与基本轨开始贴合处的区间划入第四区间内,都采用全轨轮廓铣削和顶面磨削的组合方式进行铣磨修复;
26.2、采用多组合修复方法作业灵活,适应道岔形式的多样性;
27.3、采用所述全轨轮廓铣削和顶面磨削的组合方式进行铣磨修复,仅需要1遍修复即可,修复精度高,能耗低,作业效率提升;
28.4、铣削修复无粉尘,轨顶、轨侧打磨采用圆周磨削粉尘少且无飞溅,工作环境良好;
29.5、对叉心侧铁轨进行区间划分,采用外部操控方式落点控制精确。
30.本发明的其它特征和优点将在随后具体实施方式部分予以详细说明。
附图说明
31.通过结合附图对本发明示例性实施方式进行更详细的描述,本发明的上述以及其它目的、特征和优势将变得更加明显,其中,在本发明示例性实施方式中,相同的参考标号通常代表相同部件。
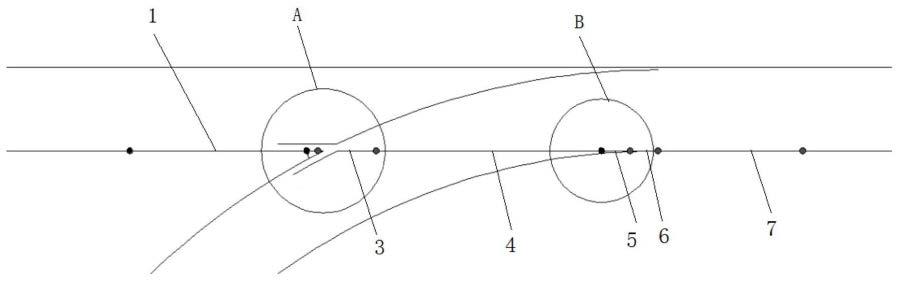
32.图1示出了根据本发明的一个实施例的叉心侧的钢轨各个区间的分布示意图。
33.图2示出了图1的a处放大图。
34.图3示出了图1的b处放大图。
35.附图标记说明:
36.1、第一区间;2、第二区间;3、第三区间;4、第四区间;5、第五区间;6、第六区间;7、第七区间。
具体实施方式
37.下面将更详细地描述本发明的优选实施方式。虽然以下描述了本发明的优选实施方式,然而应该理解,可以以各种形式实现本发明而不应被这里阐述的实施方式所限制。相反,提供这些实施方式是为了使本发明更加透彻和完整,并且能够将本发明的范围完整地传达给本领域的技术人员。
38.本发明提供一种铁路道岔的在线修复方法,包括:
39.对非叉心侧的钢轨进行全轨轮廓铣削和顶面磨削;
40.对叉心侧的钢轨进行区间划分,并对各个区间进行不同方式的铣磨修复。
41.具体的,在修复铁路道岔的过程中,针对非叉心侧和叉心侧的铁轨进行不同方式进行铣磨修复,对非叉心侧进行全轨轮廓铣削和顶面磨削的铣削方式,修复精度高,能耗低,提升了作业效率;在叉心侧,由于修复空间受限时,采取划区间分段修复,采用多种修复方法组合作业,适应道岔的多样性结构,提高修复质量。
42.可选地,全轨轮廓铣削方式采用圆周铣削技术,全轨轮廓铣削包括对非叉心侧的轨头内侧87
°‑
外侧10
°
范围进行铣磨修复。
43.具体的,全轨轮廓铣削方式采用圆周铣削技术,对轨头位置进行铣磨,修复的范围为内侧87
°‑
外侧10
°
,圆周铣削工艺具有加工效率高和可与其它加工工艺复合等优点。
44.可选地,顶面磨削方式采用圆周磨削技术,顶面磨削方式包括对非叉心侧的顶部内侧25
°‑
外侧10
°
范围进行铣磨修复。
45.具体的,顶面磨削方式同样采用圆周磨削技术,但铣磨的位置是顶部,修复的范围为内侧25
°‑
外侧10
°
之间,圆周磨削技术对工件表面的压力相对于端面磨削对于钢轨工件表面的压力大,修复效果更加明显;对于非叉心侧轨道的不同位置分别采用全轨轮廓铣削方式和顶面磨削方式,修复精度高,消耗能耗低,修复作业效率大大提高。
46.可选地,对叉心侧的钢轨进行区间划分包括:
47.将岔根后25m外至叉心两股重合处划分为第一区间;
48.将叉心两股重合处至叉心顶宽50mm处划分为第二区间;
49.将叉心顶宽50mm处至咽喉前100mm处划分为第三区间;
50.将咽喉前100mm处至尖轨与基本轨开始贴合处划分为第四区间;
51.将尖轨与基本轨开始贴合处至尖轨顶宽20mm处划分为第五区间;
52.将尖轨顶宽20mm处至尖轨尖端处划分为第六区间;
53.将尖轨尖端处至岔尖基本轨前25m处划分为第七区间。
54.具体的,对于叉心侧的钢轨的修复,首先进行区间划分,将岔根后25m外、叉心两股重合处、叉心顶宽50mm处、咽喉前100mm处、尖轨与基本轨开始贴合处、尖轨顶宽20mm处、尖轨尖端处、岔尖基本轨前25m处分别设置为a、b、c、d、e、f、g、h点,每两个相邻的点形成一个区间,由于不同区间的打磨空间不同,修复的位置和角度也不同,采用不同的修复方式和打磨次数,改善叉心侧的铁轨质量,修复效果好,能耗低,作业效率高,还能保证工作环境的良好。
55.可选地,第一区间、第四区间和第七区间的钢轨采用全轨轮廓铣削和顶面磨削的组合方式进行铣磨修复。
56.具体的,从进入距离岔根和岔尖25米的位置开始,分别到叉心重合处和尖轨尖端处之间的区域,即第一区间和第七区间,另外还有叉心重合处与尖轨尖端处之间的一端区域,即第四区间,根据实际打磨空间和需要达到的修复标准,都采用全轨轮廓铣削和顶面磨削的组合方式进行铣磨,降低了修磨的难度,提高了作业效率。
57.可选地,采用全轨轮廓铣削和顶面磨削的组合方式进行铣磨修复的次数为1次。
58.具体的,采用全轨轮廓铣削方式对轨头位置的内侧87
°‑
外侧10
°
进行一次修复,采用顶面磨削方式对轨顶位置的内侧25
°‑
外侧10
°
进行一次修复,即可满足铁路道岔的修复
质量要求,大大降低了能耗。
59.可选地,第二区间和第五区间的钢轨采用侧面磨削方式进行铣磨修复,第三区间和第六区间的钢轨不进行铣磨修复。
60.具体的,在叉心两股重合处到顶宽为50mm的叉心断面之间和尖轨基本轨开始贴合处到顶宽为20mm的尖轨断面之间,根据实际打磨空间和需要达到的修复标准采用侧面磨削方式;在顶宽为50mm的叉心断面到咽喉前100mm处之间和顶宽20mm的尖轨断面到尖轨尖端处之间无需进行铣磨修复,大大降低了修成成本和修复时间。可选地,侧面磨削方式采用圆周磨削技术,侧面磨削方式包括对叉心侧的侧部内侧70
°‑
内侧25
°
范围进行铣磨修复。
61.具体的,侧面磨削方式采用圆周磨削技术,对叉心侧的侧部位置进行铣磨,修复的范围为内侧70
°‑
内侧25
°
,圆周磨削工艺具有效率高、对工件表面的压力大的特点,提高作业效率。
62.可选地,采用侧面磨削方式进行铣磨修复的次数不少于1次。
63.具体的,采用侧面磨削方式对叉心侧的侧部内侧70
°‑
内侧25
°
进行多次修复,能够达到铁路道岔的修复要求。
64.本发明还提供了一种铁路道岔的在线修复轨道车,铁路道岔的在线修复轨道车上设置有多个打磨刀具或多个铣磨刀具组合,铁路道岔的在线修复轨道车能够执行根据上述的铁路道岔的在线修复方法。
65.具体的,在线修复轨道车采用若干个打磨刀具或铣磨刀具组合的形式,在道岔的直基本轨、曲基本轨以及道岔的前后直线段等区域采用铣磨的作业方式,在非叉心侧和叉心侧的铁轨采用打磨的作业方式,提升增大叉心侧铁轨全轨轮廓作业区间,修复道岔区间病毒,修复效果好,消耗能耗低,作业效率提高,良好的控制了工作环境。
66.实施例
67.如图1至图3所示,本发明提供一种铁路道岔的在线修复方法,包括:
68.对非叉心侧的钢轨进行全轨轮廓铣削和顶面磨削;
69.对叉心侧的钢轨进行区间划分,并对各个区间进行不同方式的铣磨修复。
70.在本实施例中,全轨轮廓铣削方式采用圆周铣削技术,全轨轮廓铣削包括对非叉心侧的轨头内侧87
°‑
外侧10
°
范围进行铣磨修复。
71.在本实施例中,顶面磨削方式采用圆周磨削技术,顶面磨削方式包括对非叉心侧的顶部内侧25
°‑
外侧10
°
范围进行铣磨修复。
72.在本实施例中,对叉心侧的钢轨进行区间划分包括:
73.将岔根后25m外至叉心两股重合处划分为第一区间1;
74.将叉心两股重合处至叉心顶宽50mm处划分为第二区间2;
75.将叉心顶宽50mm处至咽喉前100mm处划分为第三区间3;
76.将咽喉前100mm处至尖轨与基本轨开始贴合处划分为第四区间4;
77.将尖轨与基本轨开始贴合处至尖轨顶宽20mm处划分为第五区间5;
78.将尖轨顶宽20mm处至尖轨尖端处划分为第六区间6;
79.将尖轨尖端处至岔尖基本轨前25m处划分为第七区间7。
80.在本实施例中,第一区间1、第四区间4和第七区间7的钢轨采用全轨轮廓铣削和顶面磨削的组合方式进行铣磨修复。
81.在本实施例中,采用全轨轮廓铣削和顶面磨削的组合方式进行铣磨修复的次数为1次。
82.在本实施例中,第二区间2和第五区间5的钢轨采用侧面磨削方式进行铣磨修复,第三区间3和第六区间6的钢轨不进行铣磨修复。
83.在本实施例中,侧面磨削方式采用圆周磨削技术,侧面磨削方式包括对叉心侧的侧部内侧70
°‑
内侧25
°
范围进行铣磨修复。
84.在本实施例中,采用侧面磨削方式进行铣磨修复的次数不少于1次。
85.本发明还提供了一种铁路道岔的在线修复轨道车,铁路道岔的在线修复轨道车上设置有多个打磨刀具或多个铣磨刀具组合,铁路道岔的在线修复轨道车能够执行根据上述的铁路道岔的在线修复方法。
86.综上,在对铁路道岔进行修复时,采用带有多个打磨刀具或多个铣磨刀具的在线修复轨道车,对非叉心侧的轨道全程采用全轨轮廓铣削和顶面磨削的组合方式,并且进行一遍修复作业即可,对于叉心侧的轨道进行划区间进行修复,在第一区间1、第四区间4、第七区间7同样采用全轨轮廓铣削和顶面磨削的组合方式进行铣磨修复,在第二区间2和第五区间5采用侧面磨削方式进行铣磨修复,修复效果好,消耗能耗低,作业效率大大提高,还能保证工作环境的良好。
87.以上已经描述了本发明的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
