1.本发明涉及对金属材料的镀覆技术领域,具体涉及一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法。
背景技术:
2.在化工生产过程中,有些装置需要特殊的耐高压、耐高温、抗腐蚀管道,其直径在20—40mm,而长度却有1000—3000mm,长径比在20—150之间。由于其直径较小、长度却很长,在其管壁内要喷涂上耐高温、耐高压、抗腐蚀的合金涂层并达到冶金熔融结合的强度(涂层的抗拉伸强度》600mpa),以抵抗高速流体在管道内的冲刷。
3.而且有些特殊管道采用热处理性能强化,在采用激光熔覆合金镀膜或电弧喷射合金镀膜过程中,激光或电弧会将管道基体加热,使得管道基体材料产生相变,降低管道基体材料的性能。激光熔覆技术在直径40mm,长约2000mm的管道内,难以将高能量激光脉冲聚焦在管道内1000mm的内壁上;合金粉末电弧喷射也难以将熔融合金粉末喷射到1000mm长的管道内壁并形成冶金熔融结合的镀层。
4.现有技术采用“旋转电极磁化等离子体电弧喷射”的方法和装置,可以实现在细长金属管道内合金材料与金属管道内壁的冶金熔融结合的合金镀层,镀层的抗拉伸强度能够达到600mpa,在10—1000pa低气压的环境条件下,电弧对金属管道基体的加热功率较低,高速液滴颗粒的撞击金属内壁,其动能转化的热能只能熔融深度几十um的基材,对内层基材的温升不大,低于管道材料的热形变和热相变的临界温度。但这种方法,需要旋转电极,在小直径(《20mm)条件下,要求转速要达到30000rpm。这对机械旋转部件的制造带来较大的技术挑战。
5.现有技术采用磁控溅射离子镀的方法,其镀膜的效率非常低,采用将溅射靶材电离形成离子的方法,其镀膜效率低,造成镀膜成本非常高。
6.现有技术采用物理蒸汽镀膜的方法,是将靶材在电弧加热状态形成金属蒸汽,这样的镀膜所形成的膜性质与靶材的合金性质可能产生加大的差异,并且需要消耗大量的电能,形成靶材的蒸汽化,
技术实现要素:
7.本发明是为了解决长细金属管内电镀的问题,提供一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,采用“磁化电弧阴极中心送粉”,将合金粉末在阳极通道内熔融喷射到相同材料制备的管道内溅射体棒材上,合金液滴经过电弧羽流的加速,其速度达到1000
‑‑‑
1500m/s的纵向速度,撞击溅射靶材(与合金粉末是相同材质),靶材表面因电弧羽流的加热处于熔融流体状态,高速液滴颗粒撞击靶材液态表面,形成合金液滴颗粒溅射,溅射出去的合金液态颗粒在磁化高电子密度(10
18
m-3
)等离子体羽流中带负电,带负电的液态颗粒在金属管道壁与溅射靶材锥体间的电场加速下,以2000m/s的径向速度飞向管道内壁,液态合金颗粒撞击金属内壁基材,颗粒的动能转化成熔融基材表面s
σ
面积,深度dq表层的热
能,其中dq是溅射颗粒的直径。液态溅射颗粒与基材碰撞熔融的相互作用时间间隔约为100ns。在这100ns时间内基体向内传递的热量引起的温升较低,内层基体温度低于其热形变和热相变的临界温度。采用本方法可以在细长金属管内壁通过电弧喷射,溅射棒溅射,在金属管内壁形成冶金熔融结合的钛合金镀层,镀层的厚度约为200um,镀层的抗拉强度优于600mpa。
8.本发明提供一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,合金粉末由送粉装置通过阴极的轴向通孔送入阳极外套的阳极放电通道内,合金粉末在阳极放电通道内的电弧羽流中加热熔融成合金液滴并喷射到靶材表面后得到溅射合金液滴,溅射合金液滴在磁化电弧的作用下喷射到待镀膜长细金属管的内壁,得到融合在待镀膜长细金属管内表面的合金镀层。
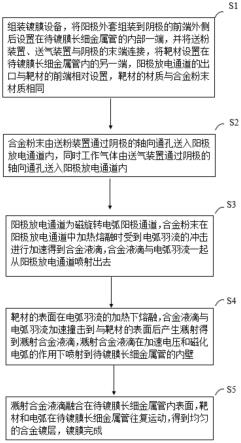
9.本发明所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,作为优选方式,包括以下步骤:
10.s1、镀膜设备组装:组装镀膜设备,将阳极外套组装到阴极的前端外侧后设置在待镀膜长细金属管的内部一端,并将送粉装置、送气装置与阴极的末端连接,将靶材设置在待镀膜长细金属管内的另一端,阳极放电通道的出口与靶材的前端相对设置,靶材的材质与合金粉末材质相同;
11.s2、阴极送粉:合金粉末由送粉装置通过阴极的轴向通孔送入阳极放电通道内,同时工作气体由送气装置通过阴极的轴向通孔送入阳极放电通道内;
12.s3、得到合金液滴:阳极放电通道为磁旋转电弧阳极通道,合金粉末在阳极放电通道中加热熔融时受到电弧羽流的冲击进行加速得到合金液滴,合金液滴与电弧羽流一起从阳极放电通道喷射出去;
13.s4、靶材溅射:靶材的表面在电弧羽流的加热下熔融,合金液滴与电弧羽流加速撞击到与靶材的表面后产生溅射得到溅射合金液滴,溅射合金液滴在加速电压和磁化电弧的作用下喷射到待镀膜长细金属管的内壁;
14.s5、得到合金镀层:溅射合金液滴融合在待镀膜长细金属管内表面,靶材和电弧在待镀膜长细金属管往复运动,得到均匀的合金镀层,镀膜完成。
15.本发明所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,作为优选方式,步骤s3中,电弧羽流加热合金粉末时,阳极外套的温度高于合金粉末的熔点以保持阳极放电通道气流通畅,阳极外套外侧设置冷却水管路以防止阳极外套温度过高,阳极通道内电弧电流受纵向磁场的驱动围绕阳极对称轴旋转将放电气体均匀加热。
16.本发明所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,作为优选方式,步骤s3中,阳极放电通道内的磁化等离子体电子、工作气体分子、电弧等离子体均向合金粉末传递热量使合金粉末达到熔融状态,从阳极放电通道喷射出去的合金液滴处于磁化电弧高电子密度等离子体中。
17.本发明所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,作为优选方式,步骤s1中,镀膜设备组装完成后,施加一级加速电压;
18.步骤s3中,一级加速电压使靶材的电位高于阳极外套的电位产生转移弧,合金液滴带负电荷,转移弧将合金液滴与电弧羽流进行加速;
19.步骤s4中,在靶材与待镀膜长细金属管之间施加二级加速电压使待镀膜长细金属
管的电位高于靶材,将溅射合金液滴加速。
20.本发明所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,作为优选方式,步骤s4中,溅射合金液滴包括合金液滴的破碎、溅射和靶材的溅射,溅射合金液滴的溅射角度为0-360
°
。
21.本发明所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,作为优选方式,步骤s4、s5中,待镀膜长细金属管的温度低于待镀膜长细金属管的相变温度和热形变温度。
22.本发明所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,作为优选方式,阴极、阳极外套材质均钨铜,工作气体为氩气,合金粉末和靶材的材质均为钛合金,靶材前端形状为旋转抛物面或锥面,待镀膜长细金属管的材料为铁基材料,待镀膜长细金属管的外部气压为10—100pa。
23.本发明所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,作为优选方式,镀膜方法使用的镀膜设备包括设置在待镀膜长细金属管一端内部的阴极,设置在阴极前端外部的阳极外套,与阴极末端连接的送粉装置、送气装置,设置在待镀膜长细金属管另一端内部的靶材,与靶材末端连接的步进机构,与待镀膜长细金属管、靶材连接的第一稳压电源和与阳极外套、靶材连接的第二稳压电源;
24.靶材在步进机构的推动下在待镀膜长细金属管内部移动,阳极外套的前端朝向靶材的前端;
25.阴极的轴向上设置与送粉装置、送气装置均连通的第一通孔,阳极外套的轴向上设置与第一通孔连通的阳极放电通道,阳极放电通道的出口与靶材的前端相对设置,阳极外套的外部连接直流电磁线圈。
26.本发明所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,作为优选方式,第一稳压电源的正极与待镀膜长细金属管外部连接,第一稳压电源的负极与靶材的末端连接;第二稳压电源的负极与阳极外套连接,第二稳压电源的正极与靶材的末端连接;
27.阴极与阳极外套之间设置绝缘垫片,绝缘垫片的材质为氮化硼;
28.靶材面向阳极外套一侧的形状为旋转抛物面或锥面;
29.电磁线圈与阳极外套之间、待镀膜长细金属管外部均设置冷却水管路;
30.阴极和阳极外套可在待镀膜长细金属管内部移动。
31.本方法不采用旋转电极的技术路线,而是采用“磁化电弧阴极中心送粉”,将合金粉末在阳极通道内熔融喷射到相同材料制备的管道内溅射体棒材上,合金液滴经过电弧羽流的加速,其速度达到1000
‑‑‑
1500m/s的纵向速度,撞击溅射靶材(与合金粉末是相同材质),靶材表面因电弧羽流的加热处于熔融流体状态,高速液滴颗粒撞击靶材液态表面,形成合金液滴颗粒溅射,溅射出去的合金液态颗粒在磁化高电子密度(10
18
m-3
)等离子体羽流中带负电,带负电的液态颗粒在金属管道壁与溅射靶材锥体间的电场加速下,以2000m/s的径向速度飞向管道内壁,液态合金颗粒撞击金属内壁基材,颗粒的动能转化成熔融基材表面s
σ
面积,深度dq表层的热能,其中dq是溅射颗粒的直径。液态溅射颗粒与基材碰撞熔融的相互作用时间间隔约为100ns。在这100ns时间内基体向内传递的热量引起的温升较低,内层基体温度低于其热形变和热相变的临界温度。
32.本方法采用管内溅射靶,替代旋转电极;用阴极中心送粉产生高速喷射合金熔融
颗粒,撞击相同材质的靶材。溅射合金液滴由两个部分构成,1)是喷射熔融颗粒在靶材表面的破碎和溅射;2)喷射颗粒在熔融靶材表面产生的靶材溅射。本方法在实际操作中更具可行性,免除旋转电极机械部件的制造难度。磁化电弧和溅射靶材都可以做到直径小于金属管道的内径,利用支撑伸杆能够达到20mm直径管道内1000mm的部位,细长管道内冶金熔融结合镀膜的世界性技术难题得到迎刃而解。
33.磁化电弧阴极中心送粉等离子体喷涂设备原理如图1所示:电弧在阳极通道内加热钛合金粉末达到熔融的状态,并随羽流喷射到被镀金属表面。在被镀金属与电弧阳极间施加正向电压,也就是被镀金属做正极,形成转移弧,钛合金熔滴在高电子密度羽流中带负电,被转移弧电压加速达到2000m/s,撞击被镀金属表面造成金属表面瞬态熔融与钛合金粉末液滴形成冶金熔融结合,镀层的抗拉伸强度优于600mpa。
34.在本发明中采用阴极中心送粉的单阴极模式,在阴极结构中心开孔,金属粉末和工作气体通过阴极中心通道进入阳极放电通道内,由于阴极开孔形成管状阴极,放电的阴极弧点,只是圆环管壁的一小部分,造成金属粉末在阳极通道内的角向非均匀加热及径向受力不均匀,金属粉末会在阳极通道内壁上沾粘而堆积冷凝,造成阳极通道的气流不畅,破坏层流等离子体束流的良好形态。影响束流加速金属粉末的定向速度,难以喷涂形成冶金熔融结合的钛合金涂层。磁旋转阴极中心送粉电弧的阳极外套采用陶瓷封装,小流量净水冷循环冷却,确保在电弧喷涂过程中阳极温度不超过2000℃。而钛合金颗粒的熔点在1640℃,在阳极壁面不会形成沾粘、堆积和冷凝。在阳极陶瓷外壳外增加一个直流电磁线圈,在阳极电弧通道内产生500gs的稳态纵向磁场通道内的电弧电子电流是从阴极圆环的某处边缘通向阳极的壁上,因此阳极通道内的电弧电流具有径向分量,电弧电流与通道内稳态磁场的相互作用,导致电弧电流在阳极通道内不停地旋转,
[0035][0036]
阳极通道内的电弧电流受到纵向磁场的驱动,围绕着阳极对称轴旋转。在电弧电流旋转的过程中,电弧电流的阳极弧根在阳极通道壁面上旋转,阴极弧根在阴极圆环上旋转。旋转的电弧电流将使得通道内的放电气体得到较为均匀地加热,也能够避免将金属粉末吹向阳极通道壁面。从而大幅降低金属粉末在阳极通道壁面的沾粘、堆积和冷凝。
[0037]
1、管内旋转抛物面溅射体
[0038]
假设金属管道内径约为φ20,管内溅射体采用与电弧喷射合金颗粒相同材质制备的棒材,棒材的溅射面车成旋转抛物面(或尖锥面)。靶材在电弧羽流加热熔融和溅射过程中,基本保持圆锥体。可使溅射过程持续进行,溅射颗粒的角度分布改变不大。靶材的构型如图5所示:靶材是由合金粉末材质相同的材料制成。后面固定在支撑伸杆上,通过步进机构可以在金属细长管内移动;磁化电弧喷射熔融合金颗粒高速碰撞表面熔融的溅射靶材,类似于雨滴降落在湖水表面形成细小雨滴向四周溅射。溅射出去的合金液滴依然处于磁化高电子密度等离子体中,液滴带负电,在溅射靶和金属管之间的加速电场加速作用下,以2000m/s的速度飞向金属管壁,液滴颗粒的动能转化成熔融管壁dq深度,截面积与合金液滴截面积s
σ
相近金属表层的热量,金属管壁基体内层温度升高不大,不高于金属管基体产生热形变和热相变的热损伤临界温度。从而形成冶金熔融结合的合金镀层,且不对金属管基
体产生热损伤。
[0039]
在细长金属管内形成冶金熔融结合镀膜的关键是从磁旋转电弧阳极通道内喷射出的合金液滴依然处于磁化电弧高电子密度等离子体中。由于磁场的存在,电弧羽流中等离子体电子密度较高,约为10
18
m-3
,电子温度约为10ev,而阳极通道内的中性气体分子密度约为10
24
m-3
,中性气体合离子的温度约为3000k,羽流的纵向速度约为2000m/s,通道内背景磁场约为500gs。工质气体氩离子在磁场的中的回旋半径约为
[0040][0041]
也就是氩离子的回旋直径与金属管的直径相当(20mm)。背景磁场对离子不起径向约束作用。离子与中性原子一样不受低磁场(500gs)的约束,离子与原子间的弹性碰撞,直接导致离子的横越磁场扩散,产生径向逃逸。电子的回旋半径远远小于离子的回旋半径和金属管的直径,背景磁场对电子起到径向逃逸的约束作用,使得磁化等离子体电子密度在电弧羽流中可以高达10
18
m-3
。在阳极通道内电弧等离子体电子向5um直径钛合金粉末颗粒传递的热流密度约为γ
eth
=0.5nekte《v
eth
》
[0042]
其中ne=10
18
(m-3
),是电子密度,kte=10ev是电子的温度,
[0043][0044]
是电子的热速度。因此,等离子体电子传递给钛合金颗粒的热流密度约为
[0045]
γ
eth
=0.5
×
10
18
×
16
×
10-19
×
2.1
×
106=1.68(mwm-2
)羽流中性气体分子传递给钛合金颗粒的热流密度约为
[0046]
γ
oth
=0.5nokto《v
oth
》
[0047]
其中no=10
24
(m-3
)是中性气体的密度,kto=0.3
×
1.6
×
10-19
=4.8
×
10-20
(j)是中性气体分子的热能量,
[0048][0049]
是中性气体分子的热速度,ma=6.68
×
10-26
(kg)是工质气体氩原子的质量。因此,中性气体分子传递钛合金颗粒的热流密度约为
[0050]
γ
oth
=0.5
×
10
24
×
4.8
×
10-20
×
1353=26(mwm-2
)
[0051]
电弧等离子体在阳极通道内传递给钛合金颗粒的热流密度约为
[0052]
γ
th
=γ
eth
γ
oth
=1.68 26=27.68(mwm-3
)
[0053]
假设钛合金颗粒的直径do≤5(μm),颗粒的体积约为
[0054][0055]
钛合金颗粒的表面积
[0056][0057]
钛合金颗粒的质量密度约为ρ=4510(kgm-3
),5um直径钛合金颗粒的质量约为mo=ρvo=4510
×
6.54
×
10-17
=3.0
×
10-13
(kg),钛合金颗粒的比热容约为c
th
=520j*kg-1
*k-1
,从300k升温到融化温度1941k,温升约δt=1641k,钛合金颗粒温升到1941k需要外界提供的热量约为
[0058]
δq
th
=(c
thtimo
δt)=520
×
3.0
×
10-13
×
1641=2.56
×
10-7
(j)
[0059]
钛合金的融化热约为cm=322kjkg-1
,融化钛合金颗粒需要的热量约为
[0060]
δqm=c
mtimo
=3.22
×
105×
3.0
×
10-13
=0.97
×
10-7
(j)钛合金颗粒在阳极通道内被熔融的时间
[0061][0062]
50kw电弧阳极通道内羽流的定向速度一般约为2000m/s,钛合金颗粒在被加热熔融过程中受到电弧羽流的冲击也被加速到1500m/s的定向速度,沿着阳极通道的轴向运动。在熔融过程中,钛合金颗粒只需要在阳极通道羽流中内运动160us的时间,运动0.24m的距离,钛合金颗粒就完全达到熔融状态。电弧阳极长约25cm。从阴极中空通道与工质氩气一起送进的5um钛合金粉末,在阳极通道内被电弧羽流完全熔融成为钛合金液滴,并以1500m/s的速度和羽流一起喷射出去。
[0063]
2、旋转抛物线棒材的溅射
[0064]
在金属管内,同样材质的钛合金溅射棒材与电弧之间施加转移弧电压(一级加速电压),棒材的电位高于电弧阳极的电位。电弧羽流和熔融的、带负电荷的钛颗粒在转移弧电压作用下都会受到加速并喷射到溅射棒材上,棒材在电弧羽流的加热过程中其表面熔融成为液态钛合金。钛合金液滴以2000m/s的定向速度撞击溅射棒材表面的液态钛合金,产生细小的钛合金液滴溅射,飞向金属管的内壁(360
°
方向)。飞溅出去的钛合金液滴,依然处于高电子密度的磁化等离子体中,钛合金液滴表面带有负电荷。在溅射棒材与金属管之间再一次施加加速电压(二级加速电压),也就是金属管的电位高于溅射棒材的电位,比电弧阳极的电位更高。溅射出的带负电钛合金液滴受到二级加速电压的加速作用,其速度达到2000m/s,飞向金属管内壁。由于采用的是磁化电弧,在电弧羽流中存在300-500gs的纵向磁场,电弧羽流的电子和离子在纵向磁场和径向电场的作用下,电子和离子会产生角向旋转漂移运动。磁场的方向是纵向,电场方向是径向在柱坐标系(r,θ,z)中,电子所受到力
[0065][0066]
离子所受到的力
[0067][0068]
电子和离子的旋转方向是相反的,但电子的电荷与离子的电荷也是相反的,因此在电弧羽流上产生漂移电流。由于电子和离子都是围绕z轴旋转的,电弧羽流的电子并不会因为第二加速电压的作用而被大量地吸引到金属管壁上。但带负电的钛合金液滴,却因其质量远远大于氩离子的质量,电场和磁场的漂移力并不能改变其沿径向飞行的轨道,因此带负电液滴会受到第二加速电压的作用,增大其径向的飞行速度,达到2000m/s,撞击金属管壁。如图2所示,图2为电子和离子正在正交电、磁场中的漂移运动示意图,e表示电子,i表示离子。
[0069]
假设溅射的钛合金颗粒的直径约为dq≤35um,径向飞行速度约为vs=2000m/s,金属管的材质是钢材。钛合金溅射液滴的的体积
[0070][0071]
钛合金的密度约为ρ
ti
=4510(kgm-3
),溅射钛合金液滴的质量
[0072]mq
=ρ
tivq
=4510
×
2.24
×
10-14
=1.01
×
10-10
(kg)
[0073]
溅射钛合金液滴飞行的动能
[0074]
εk=0.5m
qvs2
=0.5
×
1.01
×
10-10
×4×
106=2.02
×
10-4
(j)
[0075]
钛合金液滴的动能约95%转换成熔融铁基金属管表面δh=35um深度,截面积约为为铁材料的热能。铁材料的密度约为ρ
fe
=7870(kgm-3
),比热容c
thfe
=0.46kjkg-1
k-1
,铁的熔点约为1537℃,金属管基底的工作温度约为600℃,需升温δt=1000k达到铁元素的熔点,所需的热量约为
[0076]
δq
th1
=c
thfe
ρ
fesσ
δhδt
[0077]
=0.46
×
103×
7870
×
9.62
×
10-10
×
3.5
×
10-5
×
1000=1.22
×
10-4
(j)
[0078]
铁的熔解热约为c
mfe
=267(kjkg-1
),熔融铁所需的热量
[0079]
δq
m1
=c
mfe
ρ
fesσ
δh
[0080]
=2.67
×
105×
7870
×
9.62
×
10-10
×
3.5
×
10-5
[0081]
=0.71
×
10-4
(j)
[0082]
铁的热传导系数为σ
fe
=80.2wm-1
k-1
,热传导的面积约为
[0083]
sc=s
σ
πdqδh=9.62
×
10-10
3.14
×
3.5
×
10-5
×
3.5
×
10-5
[0084]
=1.35
×
10-8
(m2)
[0085]
钛合金液滴在τm=100ns的时间间隔内将基底表层熔融并形成冶金熔融结合的新合金。这个时间间隔内基底熔融体传递的热量约为
[0086][0087]
熔融金属铁管基底所需的总热量约为
[0088]
δq
t
=δq
th1
δq
m1
δq
cond1
=(1.22 0.71 0.03)
×
10-4
[0089]
=1.96
×
10-4
(j)~αεk=0.95
×
2.02
×
10-4
[0090]
=1.92
×
10-4
(j)
[0091]
一个直径约为dq=35um的溅射钛合金液滴以2000m/s的速度撞击金属铁管内壁,其动能的95%转换成熔融基底的热量,基底截面积为s
σ
,深度约为dq。溅射钛合金液滴与铁质基底熔融体形成冶金熔融结合的,60um左右厚度的钛铁合金镀层。
[0092]
钛合金的热传导系数约为σ
ti
=20.1wm-1
k-1
,熔融镀层基底钛合金35um深度的合金层需要的热量约为
[0093]
δq
th2
=c
thti
ρ
tisσ
δhδtc[0094]
=520
×
4510
×
9.62
×
10-10
×
3.5
×
10-5
×
1300
[0095]
=1.03
×
10-4
(j)
[0096]
δq
m2
=c
mti
ρ
tisσ
δh
[0097]
=3.22
×
105×
4510
×
9.62
×
10-10
×
3.5
×
10-5
[0098]
=4.89
×
10-5
(j)=0.49
×
10-4
(j)
[0099][0100]
δq
t
=δq
th2
δq
m2
δq
cond2
=(1.03 0.49 0.01)
×
10-4
[0101]
=1.53
×
10-4
<αεk=1.92
×
10-4
(j)
[0102]
这表明,从溅射棒上溅射出来的35um直径钛合金液滴能够继续将前期形成的钛合金镀层熔融,并形成冶金熔融的增长层,直至钛合金镀层的厚度达到200um的厚度。
[0103]
采用本方法可以在细长金属管内壁通过电弧喷射,溅射棒溅射,在金属管内壁形成冶金熔融结合的钛合金镀层,镀层的厚度约为200um,镀层的抗拉强度优于600mpa。
[0104]
电弧和被镀细长金属管的工作环境处于10-100pa的低气压条件,电弧羽流喷射出阳极通道后,其定向速度增加,但气体密度大幅降低到10
22
m-3
,温度增加到3500k,电弧中性气体向管壁传递的热流密度约为
[0105]
γ
othr
=0.5n
p
kt
p
《v
pth
》
[0106]
其中n
p
=10
22
(m-3
)是金属管内羽流气体的分子密度,t
p
=3500k是金属管内羽流气体的温度,
[0107][0108]
γ
pthr
=0.5
×
10
22
×
1.38
×
10-23
×
3500
×
1357=0.33(mwm-2
)铁基材料的热导率约为80.2wm-1
k-1
,铁基材料在δh=100um深度的温差δt=1000k,传递的热流密度约为
[0109][0110]
[0111]
因此铁基金属管在电弧喷涂冶金熔融镀膜过程中,基体内部的温度不会出现较大的温度升高,基体内温度不超过铁基金属的相变温度和热形变温度。电弧羽流传递给金属铁管的热量,都被铁基金属传导出去,只要让铁基金属管处于外部散热状态,基体的温度不会大幅升高,铁基金属管基体内部不会出现热形变或热相变等热损伤。
[0112]
本项发明采用电弧喷射磁化等离子体羽流和5um微小颗粒熔融钛粉到细长金属管内的钛合金溅射体表面,形成小于35um直径的液态钛合金液滴的溅射,在覆盖360
°
的角向以2000m/s的速度飞向金属管内壁,与金属管内壁铁基材料形成熔融结合的钛合金镀层。溅射的钛合金液滴依然处于磁化等离子体羽流中,液滴带负电,被金属管壁与溅射体之间的二级加速电压加速达到2000m/s的速度。钛合金液滴的动能转换成熔融铁基基底35um深度,截面积与钛合金液滴截面积s
σ
相近的铁基材料,形成冶金熔融结合的镀层。而基体内部的铁基材料温度升高有限,低于铁基材料的热相变和热形变温度,不会造成金属管道基体的热损伤。磁化电弧的直径可以做到小于φ30,因此本方法可以在φ40的铁基金属管道内制备冶金熔融结合的钛合金镀层,通过电弧和溅射体的往复运动,镀层的厚度可以达到200um。镀层的抗拉伸强度优于600mpa。φ40的金属管道长度可以达到3m以上,甚至更长。
[0113]
本发明中,采用合金粉末液滴,在溅射靶材熔融状态溅射出合金液滴,高速飞向金属管内壁形成冶金熔融结合的镀膜。本发明的镀膜效率大概是磁控溅射离子镀膜的几万倍。磁控溅射离子镀,溅射的是离子。而本发明中溅射的是带负电合金液滴。一个合金液滴的质量约为3.0
×
10-13
(kg),而离子的质量约为10-25
kg。合金液滴质量约是离子质量的1万亿倍。磁控溅射离子镀膜也是冶金熔融结合的镀膜技术,但其镀膜效率太低,造成镀膜成本难以承受。而本发明的冶金熔融结合镀膜的效率非常高,可以达到200um厚度的镀膜,300cm2/h(每小时300平方厘米,镀膜厚度200um)的效率,这是磁控溅射离子镀膜难以达到的效率。本发明是另一种技术途径的镀膜方法,于磁控溅射离子镀膜的技术路线完全不同。而且磁控溅射离子镀膜方法,也难以在细长金属管内形成冶金熔融的合金镀膜。
[0114]
本发明是溅射靶材熔融表面的合金液滴,基本不改变合金液滴的成分和合金性质,利用合金液滴在合金靶材的液态表面形成合金液滴溅射,比物理蒸汽镀膜方法节省大量电能和高效率。
[0115]
本发明具有以下优点:
[0116]
(1)本方法不采用旋转电极的技术路线,而是采用“磁化电弧阴极中心送粉”,将合金粉末在阳极通道内熔融喷射到相同材料制备的管道内溅射体棒材上,合金液滴经过电弧羽流的加速,其速度达到1000
‑‑‑
1500m/s的纵向速度,撞击溅射靶材(与合金粉末是相同材质),靶材表面因电弧羽流的加热处于熔融流体状态,高速液滴颗粒撞击靶材液态表面,形成合金液滴颗粒溅射,溅射出去的合金液态颗粒在磁化高电子密度(10
18
m-3
)等离子体羽流中带负电,带负电的液态颗粒在金属管道壁与溅射靶材锥体间的电场加速下,以2000m/s的径向速度飞向管道内壁,液态合金颗粒撞击金属内壁基材,颗粒的动能转化成熔融基材表面s
σ
面积,深度dq表层的热能,其中dq是溅射颗粒的直径。液态溅射颗粒与基材碰撞熔融的相互作用时间间隔约为100ns。在这100ns时间内基体向内传递的热量引起的温升较低,内层基体温度低于其热形变和热相变的临界温度。
[0117]
(2)本项发明采用电弧喷射磁化等离子体羽流和5um微小颗粒熔融钛粉到细长金属管内的钛合金溅射体表面,形成小于35um直径的液态钛合金液滴的溅射,在覆盖360
°
的
角向以2000m/s的速度飞向金属管内壁,与金属管内壁铁基材料形成熔融结合的钛合金镀层。溅射的钛合金液滴依然处于磁化等离子体羽流中,液滴带负电,被金属管壁与溅射体之间的二级加速电压加速达到2000m/s的速度。钛合金液滴的动能转换成熔融铁基基底35um深度,截面积与钛合金液滴截面积s
σ
相近的铁基材料,形成冶金熔融结合的镀层。而基体内部的铁基材料温度升高有限,低于铁基材料的热相变和热形变温度,不会造成金属管道基体的热损伤。磁化电弧的直径可以做到小于φ30,因此本方法可以在φ40的铁基金属管道内制备冶金熔融结合的钛合金镀层,通过电弧和溅射体的往复运动,镀层的厚度可以达到200um。镀层的抗拉伸强度优于600mpa。φ40的金属管道长度可以达到3m以上,甚至更长。
附图说明
[0118]
图1为一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法原理示意图;
[0119]
图2为一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法步骤s3中电子和离子正在正交电、磁场中的漂移运动示意图;
[0120]
图3为一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法流程图;
[0121]
图4为一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法的镀膜装置结构示意图;
[0122]
图5为一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法阴极和阳极外套的结构示意图。
[0123]
附图标记:
[0124]
1、送粉装置;2、阴极;3、阳极外套;4、靶材;5、送气装置;6、步进机构;7、第一稳压电源;8、第二稳压电源。
具体实施方式
[0125]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0126]
实施例1
[0127]
如图3所示,一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,合金粉末由送粉装置1通过阴极2的轴向通孔送入阳极外套3的阳极放电通道内,合金粉末在阳极放电通道内的电弧羽流中加热熔融成合金液滴并喷射到靶材4表面后得到溅射合金液滴,溅射合金液滴在磁化电弧的作用下喷射到待镀膜长细金属管的内壁,得到融合在待镀膜长细金属管内表面的合金镀层;
[0128]
s1、镀膜设备组装:组装镀膜设备,将阳极外套3组装到阴极2的前端外侧后设置在待镀膜长细金属管的内部一端,并将送粉装置1、送气装置5与阴极2的末端连接,将靶材4设置在待镀膜长细金属管内的另一端,阳极放电通道的出口与靶材4的前端相对设置,靶材4的材质与合金粉末材质相同;镀膜设备组装完成后,施加一级加速电压;
[0129]
s2、阴极送粉:合金粉末由送粉装置1通过阴极2的轴向通孔送入阳极放电通道内,同时工作气体由送气装置5通过阴极2的轴向通孔送入阳极放电通道内;
[0130]
s3、得到合金液滴:阳极放电通道为磁旋转电弧阳极通道,合金粉末在阳极放电通道中加热熔融时受到电弧羽流的冲击进行加速得到合金液滴,合金液滴与电弧羽流一起从
阳极放电通道喷射出去;
[0131]
电弧羽流加热合金粉末时,阳极外套3的温度高于合金粉末的熔点以保持阳极放电通道气流通畅,阳极外套3外侧设置冷却水管路以防止阳极外套3温度过高,阳极通道内电弧电流受纵向磁场的驱动围绕阳极对称轴旋转将放电气体均匀加热;
[0132]
阳极放电通道内的磁化等离子体电子、工作气体分子、电弧等离子体均向合金粉末传递热量使合金粉末达到熔融状态,从阳极放电通道喷射出去的合金液滴处于磁化电弧高电子密度等离子体中;
[0133]
一级加速电压使靶材4的电位高于阳极外套3的电位产生转移弧,合金液滴带负电荷,转移弧将合金液滴与电弧羽流进行加速;
[0134]
s4、靶材溅射:靶材4的表面在电弧羽流的加热下熔融,合金液滴与电弧羽流加速撞击到与靶材4的表面后产生溅射得到溅射合金液滴,溅射合金液滴在加速电压和磁化电弧的作用下喷射到待镀膜长细金属管的内壁;
[0135]
溅射合金液滴包括合金液滴的破碎、溅射和靶材4的溅射,溅射合金液滴的溅射角度为0-360
°
;
[0136]
在靶材4与待镀膜长细金属管之间施加二级加速电压使待镀膜长细金属管的电位高于靶材4,将溅射合金液滴加速;
[0137]
s5、得到合金镀层:溅射合金液滴融合在待镀膜长细金属管内表面,靶材4和电弧在待镀膜长细金属管往复运动,得到均匀的合金镀层,镀膜完成;
[0138]
待镀膜长细金属管的温度低于待镀膜长细金属管的相变温度和热形变温度;
[0139]
阴极2、阳极外套3材质均钨铜,工作气体为氩气,合金粉末和靶材4的材质均为钛合金,靶材4前端形状为旋转抛物面或锥面,待镀膜长细金属管的材料为铁基材料,待镀膜长细金属管的外部气压为10—100pa;
[0140]
如图4所示,镀膜方法使用的镀膜设备包括设置在待镀膜长细金属管一端内部的阴极2,设置在阴极2前端外部的阳极外套3,与阴极2末端连接的送粉装置1、送气装置5,设置在待镀膜长细金属管另一端内部的靶材4,与靶材4末端连接的步进机构6,与待镀膜长细金属管、靶材4连接的第一稳压电源7和与阳极外套3、靶材4连接的第二稳压电源8;
[0141]
靶材4在步进机构6的推动下在待镀膜长细金属管内部移动,阳极外套3的前端朝向靶材4的前端;
[0142]
阴极2的轴向上设置与送粉装置1、送气装置5均连通的第一通孔,阳极外套3的轴向上设置与第一通孔连通的阳极放电通道,阳极放电通道的出口与靶材4的前端相对设置,阳极外套3的外部连接直流电磁线圈;
[0143]
第一稳压电源7的正极与待镀膜长细金属管外部连接,第一稳压电源7的负极与靶材4的末端连接;第二稳压电源8的负极与阳极外套3连接,第二稳压电源8的正极与靶材4的末端连接;
[0144]
如图5所示,阴极2与阳极外套3之间设置绝缘垫片,绝缘垫片的材质为氮化硼;
[0145]
靶材4面向阳极外套3一侧的形状为旋转抛物面或锥面;
[0146]
电磁线圈6与阳极外套3之间、待镀膜长细金属管外部均设置冷却水管路;
[0147]
阴极2和阳极外套3可在待镀膜长细金属管内部移动。
[0148]
电弧喷射磁化等离子体羽流和5um微小颗粒熔融钛粉到细长金属管内的钛合金溅
射体表面,形成小于35um直径的液态钛合金液滴的溅射,在覆盖360
°
的角向以2000m/s的速度飞向金属管内壁,与金属管内壁铁基材料形成熔融结合的钛合金镀层。溅射的钛合金液滴依然处于磁化等离子体羽流中,液滴带负电,被金属管壁与溅射体之间的二级加速电压加速达到2000m/s的速度。钛合金液滴的动能转换成熔融铁基基底35um深度,截面积与钛合金液滴截面积s
σ
相近的铁基材料,形成冶金熔融结合的镀层。而基体内部的铁基材料温度升高有限,低于铁基材料的热相变和热形变温度,不会造成金属管道基体的热损伤。磁化电弧的直径可以做到小于φ30,因此本方法可以在φ40的铁基金属管道内制备冶金熔融结合的钛合金镀层,通过电弧和溅射体的往复运动,镀层的厚度可以达到200um。镀层的抗拉伸强度优于600mpa。φ40的金属管道长度可以达到3m以上,甚至更长。
[0149]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。