技术特征:
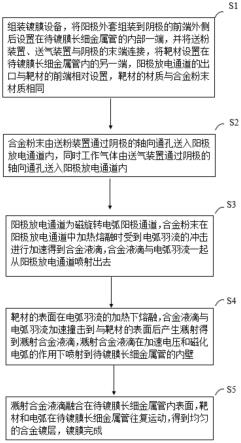
1.一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,其特征在于:合金粉末由送粉装置(1)通过阴极(2)的轴向通孔送入阳极外套(3)的阳极放电通道内,所述合金粉末在所述阳极放电通道内的电弧羽流中加热熔融成合金液滴并喷射到靶材(4)表面后得到溅射合金液滴,所述溅射合金液滴在磁化电弧的作用下喷射到待镀膜长细金属管的内壁,得到融合在所述待镀膜长细金属管内表面的合金镀层。2.根据权利要求1所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,其特征在于:包括以下步骤:s1、镀膜设备组装:组装镀膜设备,将所述阳极外套(3)组装到所述阴极(2)的前端外侧后设置在所述待镀膜长细金属管的内部一端,并将所述送粉装置(1)、所述送气装置(5)与所述阴极(2)的末端连接,将所述靶材(4)设置在所述待镀膜长细金属管内的另一端,所述阳极放电通道的出口与所述靶材(4)的前端相对设置,所述靶材(4)的材质与所述合金粉末材质相同;s2、阴极送粉:所述合金粉末由所述送粉装置(1)通过所述阴极(2)的轴向通孔送入所述阳极放电通道内,同时工作气体由所述送气装置(5)通过所述阴极(2)的轴向通孔送入所述阳极放电通道内;s3、得到合金液滴:所述阳极放电通道为磁旋转电弧阳极通道,所述合金粉末在所述阳极放电通道中加热熔融时受到电弧羽流的冲击进行加速得到所述合金液滴,所述合金液滴与电弧羽流一起从所述阳极放电通道喷射出去;s4、靶材溅射:所述靶材(4)的表面在所述电弧羽流的加热下熔融,所述合金液滴与电弧羽流加速撞击到与所述靶材(4)的表面后产生溅射得到所述溅射合金液滴,所述溅射合金液滴在加速电压和磁化电弧的作用下喷射到所述待镀膜长细金属管的内壁;s5、得到合金镀层:所述溅射合金液滴融合在所述待镀膜长细金属管内表面,所述靶材(4)和电弧在所述待镀膜长细金属管往复运动,得到均匀的合金镀层,镀膜完成。3.根据权利要求2所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,其特征在于:步骤s3中,电弧羽流加热所述合金粉末时,所述阳极外套(3)的温度高于所述合金粉末的熔点以保持所述阳极放电通道气流通畅,所述阳极外套(3)外侧设置冷却水管路以防止所述阳极外套(3)温度过高,所述阳极通道内电弧电流受纵向磁场的驱动围绕阳极对称轴旋转将放电气体均匀加热。4.根据权利要求2所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,其特征在于:步骤s3中,所述阳极放电通道内的磁化等离子体电子、工作气体分子、电弧等离子体均向所述合金粉末传递热量使所述合金粉末达到熔融状态,从所述阳极放电通道喷射出去的所述合金液滴处于磁化电弧高电子密度等离子体中。5.根据权利要求2所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,其特征在于:步骤s1中,镀膜设备组装完成后,施加一级加速电压;步骤s3中,所述一级加速电压使所述靶材(4)的电位高于所述阳极外套(3)的电位产生转移弧,所述合金液滴带负电荷,所述转移弧将所述合金液滴与电弧羽流进行加速;步骤s4中,在所述靶材(4)与所述待镀膜长细金属管之间施加二级加速电压使所述待镀膜长细金属管的电位高于所述靶材(4),将所述溅射合金液滴加速。6.根据权利要求2所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,其
特征在于:步骤s4中,所述溅射合金液滴包括所述合金液滴的破碎、溅射和所述靶材(4)的溅射,所述溅射合金液滴的溅射角度为0-360
°
。7.根据权利要求2所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,其特征在于:步骤s4、s5中,所述待镀膜长细金属管的温度低于所述待镀膜长细金属管的相变温度和热形变温度。8.根据权利要求2所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,其特征在于:所述阴极(2)、所述阳极外套(3)材质均钨铜,所述工作气体为氩气,所述合金粉末和所述靶材(4)的材质均为钛合金,所述靶材(4)前端形状为旋转抛物面或锥面,所述待镀膜长细金属管的材料为铁基材料,所述待镀膜长细金属管的外部气压为10—100pa。9.根据权利要求1所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,其特征在于:镀膜方法使用的镀膜设备包括设置在所述待镀膜长细金属管一端内部的所述阴极(2),设置在所述阴极(2)前端外部的所述阳极外套(3),与所述阴极(2)末端连接的所述送粉装置(1)、所述送气装置(5),设置在所述待镀膜长细金属管另一端内部的所述靶材(4),与所述靶材(4)末端连接的步进机构(6),与所述待镀膜长细金属管、所述靶材(4)连接的第一稳压电源(7)和与所述阳极外套(3)、所述靶材(4)连接的第二稳压电源(8);所述靶材(4)在所述步进机构(6)的推动下在所述待镀膜长细金属管内部移动,所述阳极外套(3)的前端朝向所述靶材(4)的前端;所述阴极(2)的轴向上设置与所述送粉装置(1)、所述送气装置(5)均连通的第一通孔,所述阳极外套(3)的轴向上设置与所述第一通孔连通的所述阳极放电通道,所述阳极放电通道的出口与所述靶材(4)的前端相对设置,所述阳极外套(3)的外部连接直流电磁线圈。10.根据权利要求9所述的一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,其特征在于:所述第一稳压电源(7)的正极与所述待镀膜长细金属管外部连接,所述第一稳压电源(7)的负极与所述靶材(4)的末端连接;所述第二稳压电源(8)的负极与所述阳极外套(3)连接,所述第二稳压电源(8)的正极与所述靶材(4)的末端连接;所述阴极(2)与所述阳极外套(3)之间设置绝缘垫片,所述绝缘垫片的材质为氮化硼;所述靶材(4)面向所述阳极外套(3)一侧的形状为旋转抛物面或锥面;所述电磁线圈(6)与所述阳极外套(3)之间、所述待镀膜长细金属管外部均设置冷却水管路;所述阴极(2)和所述阳极外套(3)可在所述待镀膜长细金属管内部移动。
技术总结
本发明提供一种长细金属管内电弧合金粉末溅射冶金熔融镀膜方法,采用磁化电弧阴极中心送粉,在阳极通道内熔融喷射到溅射体棒材上,合金液滴经过电弧羽流的加速,达到1000
技术研发人员:刘群礼 赵华
受保护的技术使用者:北京佳锐恒盛新材料科技有限公司
技术研发日:2022.05.20
技术公布日:2022/8/19
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。