1.本发明涉及机械加工设备技术领域,更具体地说,涉及一种不锈钢制品的加工系统。
背景技术:
2.不锈钢制品是用不锈钢材料制作而成的街道口,耐酸耐碱用,达到sus304食品卫生级别,有不锈钢橱柜、垃圾桶等,符合gmp认证,由于不锈钢制品具有表面光滑坚固,不易积累污垢,便于清洗的特点,因此广泛应用于建材装饰、食品加工、餐饮、酿造和化工等领域,表面光滑是不锈钢制品的重要特征,且对于维持不锈钢制品的正常功能具有重要意义,因此,不锈钢制品的打磨抛光工艺十分重要。
3.由于不锈钢制品的形态结构各不相同,因此市场上也针对主流形态生产了多样化的打磨抛光系统,以应对各种情况,其中,针对垂直变径管件的内壁打磨,尤其是纵深较长的管件,操作人员无法准确判断变径点,使得对完整管件的内壁打磨十分困难,因此,目前针对垂直变径管件内壁的打磨抛光方法主要是先将管件的半边分别打磨,再通过无缝焊接连接起来,但是,这种方式虽然便于打磨,却一定程度上破坏了管件的内部结构,降低了管件的整体强度。
技术实现要素:
4.1.要解决的技术问题
5.针对现有技术中存在的问题,本发明的目的在于提供一种不锈钢制品的加工系统,可以实现通过与变径点接触时推动进气阀杆将抽气道封闭,以及脱离小径管壁时通过总控架开启抽气道并封闭进气道,从而控制打磨头向内侧与外侧移动,并在与管壁接触时,通过活动磁板与磁流变液控制制动滚轮制动,从而将打磨头固定,以此在操作人员无需观察变径点的情况下自动判断变径点与精确灵活打磨,也有效避免了分离式打磨对不锈钢制品整体强度造成破坏的情况。
6.2.技术方案
7.为解决上述问题,本发明采用如下的技术方案。
8.一种不锈钢制品的加工系统,包括垂直变径管件,所述垂直变径管件,内部设有总控体,所述总控体内端滑动卡接有总控轴,所述总控轴中端外表面等角度固定连接有多个双效扇板,所述总控轴后端外表面等角度滑动卡接有多个活动磁板,所述活动磁板后端固定连接有阈值弹簧,所述总控体前端内部等角度固定连接有多个抽气输出管,所述总控体内部外端等角度固定连接有多个回归推动气管,所述总控体外端固定连接有控制圈架,所述控制圈架外端等角度转动连接有多对制动滚轮,所述控制圈架内部与制动滚轮连接处填充有磁流变液,所述总控体外端等角度固定连接有多个固定内方管,所述固定内方管外表面滑动卡接有打磨头,所述打磨头内端固定连接有控制弹球,所述打磨头外端对称转动连接有两对连接转杆,所述连接转杆外端转动连接有主控转杆,所述主控转杆内端内表面转
动连接有总控架,所述总控架内端固定连接有多对回复弹簧,所述总控架前端固定连接有控制长杆,所述总控架中端固定连接有封道长杆,所述打磨头外侧后端内部滑动卡接有进气阀杆,所述进气阀杆中端开设有流通孔,所述进气阀杆后端固定连接有压动板,所述打磨头内部开设有抽气道,所述打磨头内部开设有进气道,所述进气道中部上端开设有分流控制道,所述打磨头外侧前端靠近进气道前侧方向固定连接有进气控制器,通过与变径点接触时推动进气阀杆将抽气道封闭,以及脱离小径管壁时通过总控架开启抽气道并封闭进气道,从而控制打磨头向内侧与外侧移动,并在与管壁接触时,通过活动磁板与磁流变液控制制动滚轮制动,从而将打磨头固定,以此在操作人员无需观察变径点的情况下自动判断变径点与精确灵活打磨,也有效避免了分离式打磨对不锈钢制品整体强度造成破坏的情况。
9.进一步的,所述活动磁板的中轴线与控制圈架的中轴线处于同一垂直平面上,且活动磁板向后滑动到最大位移距离后,活动磁板与磁流变液之间的距离大于活动磁板与磁流变液的最远作用距离,能够精确控制活动磁板与磁流变液的相互作用。
10.进一步的,所述打磨头贯穿控制圈架内外端,且打磨头外表面与制动滚轮外表面相贴合,能够通过制动滚轮将打磨头固定住。
11.进一步的,所述控制弹球位于固定内方管外侧,且控制弹球内端与总控体外表面固定连接,能够辅助打磨头向外侧移动。
12.进一步的,所述主控转杆外端内表面转动连接有吸附滚筒,所述吸附滚筒的中轴线与进气道最外侧出口的中轴线处于同一垂直方向,能够将打磨下的大部分碎屑及时吸附,降低后续的清理难度。
13.进一步的,所述控制长杆外侧后端开设有呈圆弧状且与进气阀杆前端相对应的切口,且控制长杆外侧后端与进气阀杆前端均打磨光滑,能够让控制长杆与进气阀杆相互控制。
14.进一步的,所述进气阀杆贯穿抽气道前后端,所述进气阀杆的外端直径大于抽气道的内端直径,且流通孔上下端及内端均与抽气道相连通,能够通过进气阀杆精确控制抽气道的流通。
15.进一步的,所述封道长杆贯穿进气道内外端,且封道长杆的外端直径大于进气道的内端直径,能够通过封道长杆精确控制进气道的流通。
16.进一步的,所述回归推动气管外端与分流控制道内端滑动卡接,且回归推动气管内端与活动磁板内部滑动卡接,能够在进气道封闭后控制活动磁板向后移动。
17.进一步的,所述抽气道外侧前端与外界相连通,所述抽气道内端通过打磨头内部以及固定内方管内部与抽气输出管相连通,防止阻碍抽气道内部的气体流通。
18.3.有益效果
19.相比于现有技术,本发明的优点在于:
20.(1)本方案通过与变径点接触时推动进气阀杆将抽气道封闭,以及脱离小径管壁时通过总控架开启抽气道并封闭进气道,从而控制打磨头向内侧与外侧移动,并在与管壁接触时,通过活动磁板与磁流变液控制制动滚轮制动,从而将打磨头固定,以此在操作人员无需观察变径点的情况下自动判断变径点与精确灵活打磨,也有效避免了分离式打磨对不锈钢制品整体强度造成破坏的情况。
21.(2)活动磁板的中轴线与控制圈架的中轴线处于同一垂直平面上,且活动磁板向
后滑动到最大位移距离后,活动磁板与磁流变液之间的距离大于活动磁板与磁流变液的最远作用距离,能够精确控制活动磁板与磁流变液的相互作用。
22.(3)打磨头贯穿控制圈架内外端,且打磨头外表面与制动滚轮外表面相贴合,能够通过制动滚轮将打磨头固定住。
23.(4)控制弹球位于固定内方管外侧,且控制弹球内端与总控体外表面固定连接,能够辅助打磨头向外侧移动。
24.(5)主控转杆外端内表面转动连接有吸附滚筒,吸附滚筒的中轴线与进气道最外侧出口的中轴线处于同一垂直方向,能够将打磨下的大部分碎屑及时吸附,降低后续的清理难度。
25.(6)控制长杆外侧后端开设有呈圆弧状且与进气阀杆前端相对应的切口,且控制长杆外侧后端与进气阀杆前端均打磨光滑,能够让控制长杆与进气阀杆相互控制。
26.(7)进气阀杆贯穿抽气道前后端,进气阀杆的外端直径大于抽气道的内端直径,且流通孔上下端及内端均与抽气道相连通,能够通过进气阀杆精确控制抽气道的流通。
27.(8)封道长杆贯穿进气道内外端,且封道长杆的外端直径大于进气道的内端直径,能够通过封道长杆精确控制进气道的流通。
28.(9)回归推动气管外端与分流控制道内端滑动卡接,且回归推动气管内端与活动磁板内部滑动卡接,能够在进气道封闭后控制活动磁板向后移动。
29.(10)抽气道外侧前端与外界相连通,抽气道内端通过打磨头内部以及固定内方管内部与抽气输出管相连通,防止阻碍抽气道内部的气体流通。
附图说明
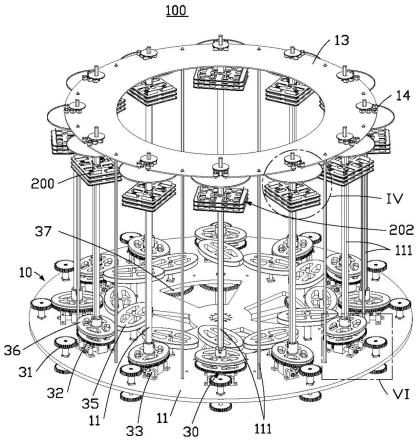
30.图1为本发明的工作状态主体外观主视结构示意图;
31.图2为本发明的主体外观后视结构示意图;
32.图3为本发明的后视结构示意图;
33.图4为图3中a处变化放大结构示意图;
34.图5为本发明的固定内方管与打磨头连接处的右视爆炸结构示意图;
35.图6为本发明的总控体与双效扇板连接处的左视剖面结构示意图;
36.图7为本发明的总控体与总控轴连接处的左视爆炸结构示意图;
37.图8为本发明的控制圈架与制动滚轮连接处的后视剖面结构示意图;
38.图9为本发明的打磨头与总控架连接处的剖面结构示意图;
39.图10为本发明的主控转杆与总控架连接处的后视结构示意图;
40.图11为本发明的抽气道左视内部气流流动方向示意图;
41.图12为本发明的进气道与分流控制道右视内部气流流动方向示意图。
42.图中标号说明:
43.1垂直变径管件、2总控体、3总控轴、4双效扇板、5活动磁板、6阈值弹簧、7抽气输出管、8回归推动气管、9控制圈架、10制动滚轮、11磁流变液、12固定内方管、13打磨头、14控制弹球、15连接转杆、16主控转杆、17吸附滚筒、18总控架、19回复弹簧、20控制长杆、21封道长杆、22进气阀杆、23流通孔、24压动板、25抽气道、26进气道、27分流控制道、28进气控制器。
具体实施方式
44.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
45.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”、“顶/底端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
46.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“套设/接”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是适配型号元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
47.实施例1:
48.请参阅图1-12,一种不锈钢制品的加工系统,包括垂直变径管件1,垂直变径管件1,内部设有总控体2,总控体2内端滑动卡接有总控轴3,总控轴3中端外表面等角度固定连接有多个双效扇板4,打磨头13外端对称转动连接有两对连接转杆15,连接转杆15外端转动连接有主控转杆16,主控转杆16外端内表面转动连接有吸附滚筒17,吸附滚筒17的中轴线与进气道26最外侧出口的中轴线处于同一垂直方向,能够将打磨下的大部分碎屑及时吸附,降低后续的清理难度。
49.请参阅图1-3,总控体2前端内部等角度固定连接有多个抽气输出管7,总控体2内部外端等角度固定连接有多个回归推动气管8,回归推动气管8外端与分流控制道27内端滑动卡接,且回归推动气管8内端与活动磁板5内部滑动卡接,能够在进气道26封闭后控制活动磁板5向后移动。
50.请参阅图2-5,总控体2外端固定连接有控制圈架9,控制圈架9外端等角度转动连接有多对制动滚轮10,控制圈架9内部与制动滚轮10连接处填充有磁流变液11,总控体2外端等角度固定连接有多个固定内方管12,固定内方管12外表面滑动卡接有打磨头13,打磨头13贯穿控制圈架9内外端,且打磨头13外表面与制动滚轮10外表面相贴合,能够通过制动滚轮10将打磨头13固定住,打磨头13内端固定连接有控制弹球14,控制弹球14位于固定内方管12外侧,且控制弹球14内端与总控体2外表面固定连接,能够辅助打磨头13向外侧移动。
51.请参阅图5-7,总控轴3后端外表面等角度滑动卡接有多个活动磁板5,活动磁板5的中轴线与控制圈架9的中轴线处于同一垂直平面上,且活动磁板5向后滑动到最大位移距离后,活动磁板5与磁流变液11之间的距离大于活动磁板5与磁流变液11的最远作用距离,能够精确控制活动磁板5与磁流变液11的相互作用,活动磁板5后端固定连接有阈值弹簧6。
52.请参阅图8-10,主控转杆16内端内表面转动连接有总控架18,总控架18内端固定连接有多对回复弹簧19,总控架18前端固定连接有控制长杆20,控制长杆20外侧后端开设
有呈圆弧状且与进气阀杆22前端相对应的切口,且控制长杆20外侧后端与进气阀杆22前端均打磨光滑,能够让控制长杆20与进气阀杆22相互控制,总控架18中端固定连接有封道长杆21,封道长杆21贯穿进气道26内外端,且封道长杆21的外端直径大于进气道26的内端直径,能够通过封道长杆21精确控制进气道26的流通。
53.请参阅图9-12,打磨头13外侧后端内部滑动卡接有进气阀杆22,进气阀杆22中端开设有流通孔23,进气阀杆22贯穿抽气道25前后端,进气阀杆22的外端直径大于抽气道25的内端直径,且流通孔23上下端及内端均与抽气道25相连通,能够通过进气阀杆22精确控制抽气道25的流通,进气阀杆22后端固定连接有压动板24,打磨头13内部开设有抽气道25,抽气道25外侧前端与外界相连通,抽气道25内端通过打磨头13内部以及固定内方管12内部与抽气输出管7相连通,防止阻碍抽气道25内部的气体流通,打磨头13内部开设有进气道26,进气道26中部上端开设有分流控制道27,打磨头13外侧前端靠近进气道26前侧方向固定连接有进气控制器28。
54.请参阅图1-12,当需要对垂直变径管件1内壁进行打磨时,操作人员先将整体系统置于管口前并向前推动,然后将总控轴3向前侧移动,直到总控轴3带动活动磁板5移动出活动磁板5能与磁流变液11相互作用的最大距离,此时操作人员则可以自由调整打磨头13的位置,接着将打磨头13置于垂直变径管件1内部,打磨头13在控制弹球14的作用下与垂直变径管件1内壁紧密贴合,之后总控轴3在阈值弹簧6的作用下自然回归,活动磁板5与磁流变液11重新开始相互作用,磁流变液11提高对制动滚轮10的制动作用力,从而将打磨头13固定住,然后操作人员启动总控轴3与抽气输出管7以及进气控制器28,总控轴3带动整体系统转动,并通过打磨头13开始对垂直变径管件1内壁进行打磨,当打磨头13后端即将与变径点接触时,压动板24与进气阀杆22会被向前侧推动,从而将抽气道25密封,由于抽气输出管7始终处于抽气状态,打磨头13会被向内侧吸引,同时由于变径点的阻碍,总控轴3会向后侧移动,从而取消磁流变液11对制动滚轮10的制动,打磨头13则可以自动向内侧移动,当打磨头13脱离变径点后,总控体2会在阈值弹簧6的作用下向后侧移动,使得活动磁板5与磁流变液11重新作用,让打磨头13无法继续向内侧移动,之后继续打磨,当再次移动出变径点后,由于缺少内壁对吸附滚筒17与总控架18的挤压,总控架18在回复弹簧19的作用下向外侧回归,通过控制长杆20将进气阀杆22向后侧推回,使得抽气道25内部重新流通,消除对打磨头13的吸引力,同时封道长杆21向外侧移动并将进气道26密封住,气体则从分流控制道27流入,然后通过回归推动气管8对活动磁板5与打磨头13分别产生向后侧与外侧的推动力,活动磁板5向后侧移动后,打磨头13即可自由移动,在气体推力与控制弹球14的辅助作用下向外侧移动,直到垂直变径管件1内壁重新对吸附滚筒17进行挤压,从而让分流控制道27内部气体能够流通,活动磁板5向前侧回归,将打磨头13重新固定住,之后则可重复上述过程,直到打磨结束,以上,即可完成对垂直变径管件1内壁进行自动与灵活打磨的一系列操作过程,通过与变径点接触时推动进气阀杆22将抽气道25封闭,以及脱离小径管壁时通过总控架18开启抽气道25并封闭进气道26,从而控制打磨头13向内侧与外侧移动,并在与管壁接触时,通过活动磁板5与磁流变液11控制制动滚轮10制动,从而将打磨头13固定,以此在操作人员无需观察变径点的情况下自动判断变径点与精确灵活打磨,也有效避免了分离式打磨对不锈钢制品整体强度造成破坏的情况。
55.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。
任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。