1.本发明涉及防止领域,特别是涉及一种防裂柱形钢的锻造方法。
背景技术:
2.钢柱是指用钢材制造的柱。大中型工业厂房、大跨度公共建筑、高层房屋、轻型活动房屋、工作平台、栈桥和支架等的柱,大多采用钢柱。钢柱的结构形式有多种。
3.钢柱在使用过程中要注意构件的变形情况,幕墙的钢柱在制作时很容易产生变形,而变形后的钢柱上容易产生裂纹,钢柱上产生裂纹和裂纹的扩大容易导致钢结构的结构强度下降。
技术实现要素:
4.1.要解决的技术问题
5.针对现有技术中存在的问题,本发明的目的在于提供一种防裂柱形钢的锻造方法,本方案可获得一种内嵌抗开裂粘接层的双层柱形钢,在柱形钢表面开裂后,其内部的粘接层氧化并逐渐向开口处膨胀,使裂纹处被膨胀后的粘接层再次粘接,一方面防止外界物质对柱形钢内层造成伤害,另一方面临时对裂纹处进行粘接填充,防止短时间内裂纹进一步扩大。
6.2.技术方案
7.为解决上述问题,本发明采用如下的技术方案。
8.一种防裂柱形钢的锻造方法,其具体锻造流程为:
9.s1,首先使用锻造装置制成柱形钢粗坯;
10.s2,然后将柱形钢粗坯移动至冷却装置处,通过冷却装置对柱形钢冷却处理;
11.s3,然后再使用20摄氏度的防护胶粒对其进行静电喷涂,使柱形钢的表面被防护胶粒覆盖,再对防护胶粒进行烘烤定型;
12.s4,在柱形钢的表面使用a钢材进行包钢处理;
13.s5,包钢处理结束后再外层钢表面涂覆保护涂层后干燥入库。
14.本方案可获得一种内嵌抗开裂粘接层的双层柱形钢,在柱形钢表面开裂后,其内部的粘接层氧化并逐渐向开口处膨胀,使裂纹处被膨胀后的粘接层再次粘接,一方面防止外界物质对柱形钢内层造成伤害,另一方面临时对裂纹处进行粘接填充,防止短时间内裂纹进一步扩大。
15.进一步的,所述冷却装置包括承载座,所述承载座上转动连接有承载台,所述承载座的底端固定连接有与承载台相匹配的电动机,所述承载座的外侧设有密封筒,所述承载座上固定连接有两对与密封筒相匹配的承载台,所述密封筒的内壁上固定连接有多个均匀分布的喷环,所述喷环包括与密封筒固定连接的导流环,所述导流环上固定连接有多个均匀分布的冷却喷头和静电喷头,相邻两个所述喷环之间连接有烘烤灯板,所述密封筒的内壁顶端固定连接有加压装置,通过冷却装置对本方案中的柱形钢进行冷却处理,方便柱形
钢表面粘接层的快速形成,且对柱形钢冷却后快速构成表面粘接层,避免柱形钢表面形成氧化膜。
16.进一步的,所述包钢处理的具体流程为:将加热至软化的钢材包裹在柱形钢上,然后再进行辊压和锻打直至软钢表面与柱形钢表面贴合平整,通过包钢技术使柱形钢表面被软钢材包裹。
17.进一步的,所述防护胶粒包括热固胶外壳,所述热固胶外壳内储存有铁粉,在防护胶粒喷涂在柱形钢后时铁粉被热固胶外壳密封,包钢过程中a钢材对防护胶粒加压,使其构成薄防护胶层,使防护胶粒内的粉被夹在a钢材与柱形钢之间。
18.进一步的,所述承载座上开设有与承载台相匹配的环形孔,所述环形孔的开口处固定连接有透水滤网,所述环形孔内安装有排水管。
19.进一步的,一种防裂柱形钢的锻造方法,包括一种控制系统,所述控制系统包括安装在承载座上的控制器,所述烘烤灯板、加压装置、液压装置和电动机均与控制器信号连接。
20.进一步的,所述导流环内固定连接有两个环形管路,所述冷却喷头和静电喷头分别与两个环形管路连接。
21.进一步的,一种防裂柱形钢的锻造方法,所述冷却装置的具体工作流程为:
22.a1,锻造成型的柱形钢放入中冷却装置内后,先通过静电喷头将柱形钢喷洒冷却剂喷雾,使柱形钢表面被冷却剂覆盖,并通过冷却剂对柱形钢进行冷却;
23.a2,然后使用冷却的惰性气体气流对柱形钢进行风冷;
24.a3,待柱形钢完全冷却后,通过向柱形钢表面进行静电喷涂,使柱形钢的表面被防护胶粒覆盖;
25.a4,最后使用烘烤灯板对柱形钢进行烘烤,使防护胶粒在柱形钢表面固化。
26.进一步的,所述冷却剂喷涂和静电喷涂时均需保证密封筒内充满惰性气体并隔离氧气,防止柱形钢和防护胶粒内的铁粉被氧化。
27.进一步的,所述柱形钢由高碳钢制成,所述a钢材为低碳软钢,所述柱形钢的外壁上可设置多个均匀分布的嵌环。
28.3.有益效果
29.相比于现有技术,本发明的优点在于:
30.(1)本方案可获得一种内嵌抗开裂粘接层的双层柱形钢,在柱形钢表面开裂后,其内部的粘接层氧化并逐渐向开口处膨胀,使裂纹处被膨胀后的粘接层再次粘接,一方面防止外界物质对柱形钢内层造成伤害,另一方面临时对裂纹处进行粘接填充,防止短时间内裂纹进一步扩大。
31.(2)冷却装置包括承载座,承载座上转动连接有承载台,承载座的底端固定连接有与承载台相匹配的电动机,承载座的外侧设有密封筒,承载座上固定连接有两对与密封筒相匹配的承载台,密封筒的内壁上固定连接有多个均匀分布的喷环,喷环包括与密封筒固定连接的导流环,导流环上固定连接有多个均匀分布的冷却喷头和静电喷头,相邻两个喷环之间连接有烘烤灯板,密封筒的内壁顶端固定连接有加压装置,通过冷却装置对本方案中的柱形钢进行冷却处理,方便柱形钢表面粘接层的快速形成,且对柱形钢冷却后快速构成表面粘接层,避免柱形钢表面形成氧化膜。
32.(3)防护胶粒包括热固胶外壳,热固胶外壳内储存有铁粉,在防护胶粒喷涂在柱形钢后时铁粉被热固胶外壳密封,包钢过程中a钢材对防护胶粒加压,使其构成薄防护胶层,使防护胶粒内的粉被夹在a钢材与柱形钢之间。
33.(4)冷却剂喷涂和静电喷涂时均需保证密封筒内充满惰性气体并隔离氧气,防止柱形钢和防护胶粒内的铁粉被氧化。
附图说明
34.图1为本发明的工艺流程图;
35.图2为本发明的柱形钢部分剖视图;
36.图3为图2中a处的结构示意图;
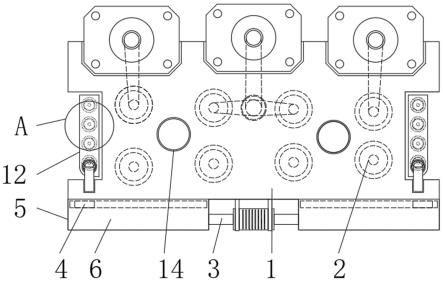
37.图4为本发明的冷却装置立体图;
38.图5为本发明的冷却装置爆炸图;
39.图6为本发明的冷却装置剖视图;
40.图7为图6中b处的结构示意图;
41.图8为喷环的结构示意图;
42.图9为本发明的柱形钢上产生裂纹时的部分剖视图。
43.图中标号说明:
44.1承载座、2密封筒、3承载台、4喷环、401导流环、402冷却喷头、403 静电喷头、5烘烤灯板、6加压装置。
具体实施方式
45.本实施例1将结合公开的附图,对技术方案进行清楚、完整地描述,使本公开实施例的目的、技术方案和有益效果更加清楚。显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。基于所描述的本公开的实施例,本领域普通技术人员在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
46.除非另外定义,本公开使用的技术术语或者科学术语应当为本公开所属技术人员所理解的常规意义。本公开中使用的“第一”、“第二”以及类似的词语并不表示任何顺序、数量或者重要性,而只是用来区分不同的组成部分。“包括”等类似的词语意指出现该词前面的元件或者物件涵盖出现在该词后面列举的元件或者物件及其等同,而不排除其他元件或者物件。“上”、“下”、“内”、“外”等仅用于表示相对位置关系,当被描述对象的绝对位置改变后,则该相对位置关系也可能相应地改变。
47.实施例:
48.请参阅图1-2,一种防裂柱形钢的锻造方法,其具体锻造流程为:
49.s1,首先使用锻造装置制成柱形钢粗坯;
50.s2,然后将柱形钢粗坯移动至冷却装置处,通过冷却装置对柱形钢冷却处理;
51.s3,然后再使用20摄氏度的防护胶粒对其进行静电喷涂,使柱形钢的表面被防护胶粒覆盖,再对防护胶粒进行烘烤定型,防护胶粒包括热固胶外壳,热固胶外壳内储存有铁粉,在防护胶粒喷涂在柱形钢后时铁粉被热固胶外壳密封,包钢过程中a钢材对防护胶粒加压,使其构成薄防护胶层,使防护胶粒内的粉被夹在a钢材与柱形钢之间;
52.s4,在柱形钢的表面使用a钢材进行包钢处理,包钢处理的具体流程为:将加热至软化的钢材包裹在柱形钢上,然后再进行辊压和锻打直至软钢表面与柱形钢表面贴合平整,通过包钢技术使柱形钢表面被软钢材包裹;
53.s5,包钢处理结束后再外层钢表面涂覆保护涂层后干燥入库。
54.柱形钢由高碳钢制成,a钢材为低碳软钢,柱形钢的外壁上可设置多个均匀分布的嵌环。
55.请参阅图3-7,冷却装置包括承载座1,承载座1上转动连接有承载台3,承载座1上开设有与承载台3相匹配的环形孔,环形孔的开口处固定连接有透水滤网,环形孔内安装有排水管,承载座1的底端固定连接有与承载台3 相匹配的电动机,承载座1的外侧设有密封筒2,承载座1上固定连接有两对与密封筒2相匹配的承载台3,密封筒2的内壁上固定连接有多个均匀分布的喷环4,喷环4包括与密封筒2固定连接的导流环401,导流环401上固定连接有多个均匀分布的冷却喷头402和静电喷头403,导流环401内固定连接有两个环形管路,冷却喷头402和静电喷头403分别与两个环形管路连接,相邻两个喷环4之间连接有烘烤灯板5,密封筒2的内壁顶端固定连接有加压装置6,通过冷却装置对本方案中的柱形钢进行冷却处理,方便柱形钢表面粘接层的快速形成,且对柱形钢冷却后快速构成表面粘接层,避免柱形钢表面形成氧化膜。
56.一种防裂柱形钢的锻造方法,包括一种控制系统,控制系统包括安装在承载座1上的控制器,烘烤灯板5、加压装置、液压装置和电动机均与控制器信号连接。
57.一种防裂柱形钢的锻造方法,冷却装置的具体工作流程为:
58.a1,锻造成型的柱形钢放入中冷却装置内后,先通过静电喷头403将柱形钢喷洒冷却剂喷雾,使柱形钢表面被冷却剂覆盖,并通过冷却剂对柱形钢进行冷却;
59.a2,然后使用冷却的惰性气体气流对柱形钢进行风冷;
60.a3,待柱形钢完全冷却后,通过404向柱形钢表面进行静电喷涂,使柱形钢的表面被防护胶粒覆盖(冷却剂喷涂和静电喷涂时均需保证密封筒2内充满惰性气体并隔离氧气,防止柱形钢和防护胶粒内的铁粉被氧化);
61.a4,最后使用烘烤灯板5对柱形钢进行烘烤,使防护胶粒在柱形钢表面固化。
62.冷却装置对本方案中的柱形钢进行冷却处理,方便柱形钢表面粘接层的快速形成,且对柱形钢冷却后快速构成表面粘接层,避免柱形钢表面形成氧化膜,且防护颗粒由热固胶和铁粉制成,在柱形钢表面包钢过程中将柱形钢表面喷涂的防护颗粒加压成薄膜状,形成柱形钢与软钢外层之间的粘接层,使铁粉外露在柱形钢与软钢外层之间,在软钢外层上产生裂纹时,粘接层外露,此时铁粉与氧气接触并被氧化,氧化过程中放热使其周围的热固胶软化,在铁粉因氧化而体积膨胀时,软化的热固胶被挤压至裂纹处,使裂纹被热固胶填充和粘接,且氧气进一步渗透并与柱形钢接触时,柱形钢表面形成的氧化膜也会挤压热固胶向裂纹处移动。
63.本方案可获得一种内嵌抗开裂粘接层的双层柱形钢,在柱形钢表面开裂后,其内部的粘接层氧化并逐渐向开口处膨胀,使裂纹处被膨胀后的粘接层再次粘接,一方面防止外界物质对柱形钢内层造成伤害,另一方面临时对裂纹处进行粘接填充,防止短时间内裂纹进一步扩大。
64.以上所述,仅为本发明较佳的具体实施方式;但本发明的保护范围并不局限于此。
任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其改进构思加以等同替换或改变,都应涵盖在本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。