1.本技术涉及继电器生产的技术领域,尤其是涉及一种用于接触系统加工的调整机。
背景技术:
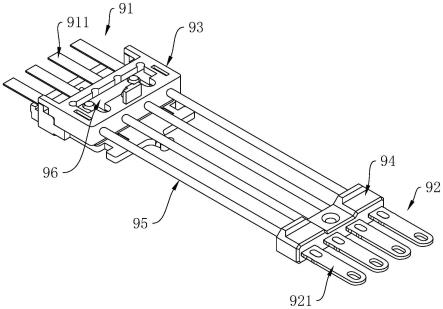
2.继电器是一种电控制器件,是当输入量的变化达到规定要求时,在电气输出电路中使被控量发生预定的阶跃变化的一种电器。继电器内需要使用到接触系统,相关技术中,参照图1,接触系统9主要包括动簧组91、静簧组92、第一绝缘体93、第二绝缘体94、导线95和衔铁组96,动簧组91包括若干个动簧片911,静簧组92包括若干个静簧片921,动簧片911和静簧片921的数量相同且均为多个,各个动簧片911并排设置且其中一端固定于第一绝缘体93内,衔铁组96安装于第一绝缘体93上并与动簧组91配合,各个静簧片921并排设置且其中一端固定与第二绝缘体94内,导线95设置有若干根,且各根导线95的两端分别伸至第一绝缘体93和第二绝缘体94内,并分别与相应的动簧片911和静簧片921配合。
3.在生产接触系统时,首先将各根导线的两端分别与相应的动簧片和静簧片相向的一端上,并采用焊接或铆接的方式以使得导线的两端能够分别与相应的动簧片和静簧片固定,再将衔铁组与动簧组配合,然后注塑机注塑成型出分别包覆住动簧组的第一绝缘体和包覆住静簧组的第二绝缘体,即可生产形成若干件两端分别与两根料带连接的接触系统,最后将两根料带切断即可。
4.针对上述相关技术,本技术人发现,接触系统在使用时,还需要将各片静簧片伸出第一绝缘体的一端弯折至指定角度,以便于接触系统的各片静簧片与继电器其它部件连接,而各片静簧片体现较小,且排布较为紧密,人工弯折时很容易出现偏差,因此需要改进。
技术实现要素:
5.本技术的目的是提供一种用于接触系统加工的调整机,其具有自动完成接触系统的各片静簧片弯折工作的效果。
6.一种用于接触系统加工的调整机,包括下折弯组件、上折弯组件和换向转移组件;所述下折弯组件用于对接触系统的各片静簧片施加向下的力,所述上折弯组件用于对接触系统的各片静簧片施加向上的力,所述换向转移组件用于将静簧片向下折弯完成的接触系统转移至上折弯组件处进行向上折弯加工通过采用上述技术方案,利用下折弯组件先对接触系统的各片静簧片施加向下的力,使得接触系统的各片静簧片能够向下弯折至指定角度,然后再利用换向转移组件用于将静簧片向下折弯完成的接触系统转移至上折弯组件处,最后利用上折弯组件对接触系统的各片静簧片施加向上的力,使得接触系统的各片静簧片能够向上弯折至指定角度,通过两次方向相反的弯折工作,能够确保各片静簧片弯折精确。且采用机械完成,有效降低人工强度,提高成品率。
7.可选的,所述下折弯组件包括第三机架、第二压制板、折弯模和折弯驱动装置;所
述折弯模可升降的安装于第三机架上以用于对接触系统的各片静簧片施加向下的力,所述折弯驱动装置安装于第三机架的上端以用于驱动折弯模上下升降,所述第二压制板安装于折弯模的下方以用于对各片静簧片的端部向下施压,所述第二压制板可相对于折弯模上下升降,所述折弯模的切刀可穿设过第二压制板。
8.通过采用上述技术方案,利用折弯驱动装置驱动折弯模及第二压制板同步向下移动,直至第二压制板与载具组件配合夹紧各片静簧片靠近第二绝缘体的部分,使得第二压制板无法继续向下移动,此时,折弯驱动装置继续驱动折弯模向下移动,使得折弯模的冲刀能够穿设过第二压制板,从而达到将各片静簧片伸出载具组件外的部分向下弯折的效果。
9.可选的,还包括载具组件,所述载具组件包括第四机架、精密驱动装置、滑移台和第一载具板;所述第四机架其中一端延伸至折弯模下方,所述滑移台可滑移的安装于第四机架上,所述精密驱动装置安装于第四机架上以用于驱动滑移台沿着第四机架的长度方向平移,所述第一载具板固定安装在滑移台上以用于供接触系统定位放置。
10.通过采用上述技术方案,利用精密驱动装置驱动滑移台移动至第二压制板下方,使得第二压制板向下移动时,第二压制板能够与第一载具配合以达到夹紧接触系统静簧片的效果,在此过程中,载具组件不仅可以与下折弯组件配合以完成接触系统的静簧片的弯折效果,同时还能够将完成弯折工作的接触系统转移至换向转移组件内。
11.可选的,所述换向转移组件包括第一平移输送装置、换向装置和第二平移输送装置,所述第一平移输送装置用于将载具组件上的接触系统夹取转移至换向装置上,所述换向装置用于调整接触系统在水平方向上的角度,所述第二平移输送装置用于将换向装置上的接触系统夹取转移至上折弯组件上。
12.通过采用上述技术方案,利用第一平移输送装置和第二平移输送装置能够转移接触系统,利用换向装置调整接触系统的水平角度,使得能够根据下折弯组件和上折弯组件之间的位置调整夹取和弯折方向。
13.可选的,所述上折弯组件包括载具回流机和上折弯装置,所述载具回流机其中一端靠近第二平移输送装置的出料端以用于接收换向转移组件输出的接触系统,所述下折弯装置安装于载具回流机其中一侧上以用于将位于载具回流机上且靠近下折弯装置上的接触系统的静簧片向上弯折。
14.通过采用上述技术方案,载具回流机与换向转移组件配合,能够将经过第一次弯折加工的接触系统转移至上折弯装置处进行第二次折弯工作,避免换向转移组件与上折弯装置发生干涉。
15.可选的,所述载具回流机包括第六机架、皮带式输送机和第三载具板,所述皮带式输送机安装于第六机架上以用于带动第三载具板做环形轨迹移动,所述第三载具板设置有若干件且均安装于皮带式输送机的输送带上。
16.通过采用上述技术方案,第三载具板能够用于供经过第一次弯折加工的接触系统定位放置使用,并且,第三载具板能够作为接触系统第二次弯折工作时的承台使用,利用皮带式输送机与第六机架之间的配合,能够将接触系统水平的输送至上折弯装置内。
17.可选的,所述上折弯装置包括第七机架、下压块、下压驱动机、上拨件和上拨驱动机;所述第七机架位于皮带式输送机其中一侧上,所述下压块可升降的安装于第七机架上,所述下压块与第三载具板配合能够夹紧接触系统的各片静簧片靠近第二绝缘体的部分,所
述下压驱动机安装于第七机架顶部以用于驱动下压块上下升降,所述上拨件可升降的安装于第七机架上以用于对静簧片第一次弯折的部分向上施力,所述上拨驱动机安装于第七机架的底部以用于驱动上拨件升降。
18.通过采用上述技术方案,当需要对接触系统的静簧片进行向上弯折工作时,首先理由下压驱动机带动下压块向下移动,使得下压块与第三载具板配合夹紧柱接触系统,然后利用上拨驱动机带动上拨件向上移动,使得上拨件能够对接触系统的静簧片端部向上施力,完成接触系统的静簧片向上弯折工作。
19.可选的,所述载具回流机还包括托架和承托块,所述托架沿着皮带式输送机的长度方向排布设置有若干件,所述承托块设置有若干件且分别设置于各件托架的上端,各所述承托块的上表面均与皮带式输送机的输送带内侧面贴合。
20.通过采用上述技术方案,通过托架,使得托板的上表面均与皮带式输送机的输送带内侧面贴合,从而起到托住皮带式输送机的输送带的效果,能够使皮带式输送机的输送带不会产生较大凹陷。
21.可选的,所述上折弯组件还包括定位装置,所述定位装置包括限位块和限位驱动机,所述限位驱动机用于驱动限位块沿着载具回流机的宽度方向做平移运动,所述限位块朝向靠近载具回流机的方向移动时,所述限位块其中一端可嵌设于第三载具板远离上折弯装置的一端内。
22.通过采用上述技术方案,通过限位驱动机驱动限位块平移,使得限位块其中一端嵌设于第三载具板远离上折弯装置的一端内,能够起到定位住第三载具板在水平方向上的位置,确保上折弯装置能够精准的对接触系统的静簧片进行向上折弯工作。
23.可选的,还包括摆盘组件,所述摆盘组件包括第三平移输送装置和收料装置,所述第三平移输送装置用于将位于上折弯组件末端的接触组件夹取至收料装置上方,所述收料装置上具有料盘,所述料盘用于接触系统摆盘使用,所述收料装置能够驱动料盘沿着第三平移输送装置宽度方向移动。
24.通过采用上述技术方案,通过收料装置驱动料盘沿着第三平移输送装置宽度方向移动,使得收料装置与第三平移输送装置配合能够将若干件接触系统呈矩形阵列状摆放在料盘上。
25.可选的,所述收料装置包括第八机架、托台和平移机构,所述托台可平移的设置于第八机架上,所述托台用于带动料盘沿着第八机架的长度方向移动,所述平移机构用于带动托台沿着料盘的长度方向平移。
26.通过采用上述技术方案,通过第八机架能够起到支撑托台的效果,通过平移机构带动托台沿着第八机架的长度方向移动,利用托台拖住料盘,从而使得能够带动料盘沿着第三平移输送装置宽度方向移动。
27.可选的,所述收料装置还包括设置于托台上的顶起机构,所述顶起机构能够带动位于托台上的料盘升降,所述第八机架的两端分别具有空料盘放置区和满料盘放置区,所述空料盘放置区均可叠放储存料盘,料盘可选择性的从空料盘放置区的底部掉落至托台上,或者利用顶起机构从托台内转移至满料盘放置区底部内。
28.通过采用上述技术方案,使得可以在空料盘放置区储存大量堆放的空料盘,然后利用顶起机构与托台之间的配合接收空料盘,并将摆盘接收的料盘转移至满料盘放置区进
行叠放储存,能够避免工作人员频繁补充空料盘或取走盛满接触系统的料盘,进一步降低工作人员的工作强度。
29.可选的,所述空料盘放置区和满料盘放置区均包括定位杆、平拖杆和平拖驱动机;所述定位杆成矩形状排布设置有四根,各所述定位杆的横截面均呈“l”字状设以互相配合围合形成一个矩形区域,所述平拖驱动机设置有两件,两所述平拖驱动机分别位于矩形区域的两对立侧边上,所述平拖杆设置有两根且分别与两件平拖驱动机控制连接,两所述平拖驱动机配合能够驱动两件平拖杆朝向相向或相反的方向移动。
30.通过采用上述技术方案,四个定位杆围合形成的矩形区域能够孔叠放在一起的多件料盘储存,当需要拖住料盘时,只需要控制两件平拖杆朝向相向的方向移动,使得托盘的其中两对边侧能够分别搭在两件平拖杆上即可,当需要使料盘能够竖直穿设过两件平拖杆之间时,只需要控制两件平拖杆朝向相反的方向移动,使得两根平拖杆之间的间距大于托盘的宽度即可,通过上述两者状态互换,可以实现料盘在托台和上述两个矩形区域之间的转移工作。
31.可选的,还包括料带切除组件,所述料带切除组件包括第二机架、第一压制板、切刀模、切刀驱动装置和下承台,所述切刀模可升降的安装于第二机架上以用于对接触系统的两端做切割动作,所述切刀驱动装置安装于第二机架的上端以用于驱动切刀模上下升降,所述第一压制板安装于切刀模的下方以用于压制接触系统的两端,所述第一压制板可相对于切刀模上下升降,所述下承台设置有两件以分别拖住接触系统的两端。
32.通过采用上述技术方案,可以利用两根料带将多件接触系统连接为一体,当原料进入料带切除组件内时,使两根料带分别搭在承台的两侧上,然后利用切刀驱动装置驱动切刀模及第一压制板同步向下移动,直至第一压制板与下承台配合夹紧两根料带位于料带切除组件内的部分,使得第一压制板无法继续向下移动,此时,切刀驱动装置继续驱动切刀模向下移动,使得切刀模的切刀能够穿设过第一压制板,能够达到将料带从接触系统的两端切除分离的效果,采用该方式,便于多件接触系统快速连续进行折弯加工。
33.可选的,所述载具组件远离换向转移组件的一端延伸至两件下承台之间。
34.通过采用上述技术方案,使得接触系统的两端与两根料带分离后,接触系统可以直接落到载具组件上。
35.可选的,还包括上料组件,所述上料组件包括第一机架、托板、升降装置、第一平移装置和拖行件;所述托板安装于第一机架其中一侧上且其中一端靠近料带切除组件设置,所述拖行件位于托板的正上方以用于带动原料首端移动至料带切除组件内,所述升降装置安装于第一机架上以用于带动拖行件竖直升降,所述第一平移装置安装于升降装置的活动部上以用于带动拖行件沿着托板的长度方向平移。
36.通过采用上述技术方案,将原料(即料带和接触系统的组合)放置在托板上,并使得原料的长度方向沿着托板的长度方向延伸,然后利用升降装置带动拖行件向下移动,使得拖行件能够与原料的两长边侧连接,再利用第一平移装置带动拖行件朝向靠近料带切除组件的方向移动,使得原料的首端能够移动至料带切除组件内切除两根料带。
37.可选的,所述上料组件还包括压制块和压制驱动装置,所述压制块位于拖行件和料带切除组件之间且位于托板的正上方,所述压制块用于压制住原料以便于拖行件与原料分离,所述压制驱动装置安装于机架上以用于驱动压制块压制住原料。
38.通过采用上述技术方案,当拖行件需要复位以能够继续带动原料平移时,利用压制驱动装置驱动压制件向下移动,使得压制件与托板配合能够夹紧原料,从而使得拖行件与原料分离时,原料不会产生晃动,同时,能够使料带切除组件切除料带时,原料也不会发生相应的晃动,确保料带切除精度。
39.综上所述,本技术包括以下至少一种有益技术效果:1.能够自动完成接触系统的静簧片折弯加工,有效提高折弯精度,并降低人工成本;2.能够将弯折折弯加工的接触系统自动摆盘,进一步降低人工成本,且提高生产效率;3.能够实现多件接触系统的自动连续上料,能够进一步降低人工成本,且提高生产效率。
附图说明
40.图1是相关技术中接触系统的结构示意图;图2是本技术实施例所使用的接触系统与料带的连接示意图;图3是本技术实施例的调整机的结构示意图;图4是本技术实施例的上料组件、料带切除组件、下折弯组件和载具组件的位置关系示意图;图5是本技术实施例的上料组件的结构示意图;图6是本技术实施例的料带切除组件的结构示意图;图7是本技术实施例的切刀模与下承台的结构示意图;图8是本技术实施例的下折弯组件的结构示意图;图9是本技术实施例的折弯模的结构示意图;图10是本技术实施例的载具组件的结构示意图;图11是本技术实施例的换向转移组件的结构示意图;图12是本技术实施例的第一平移输送装置和第二平移输送装置的结构示意图;图13是本技术实施例的换向装置的结构示意图;图14是本技术实施例的第二平移输送装置、上折弯组件和摆盘组件的位置关系示意图;图15是本技术实施例的载具回流机的结构示意图;图16是本技术实施例的上折弯装置的结构示意图;图17是本技术实施例的上拨件的原理示意图;图18是本技术实施例的定位装置的原理示意图;图19是本技术实施例的摆盘组件的结构示意图;图20是本技术实施例的收料装置的结构示意图;图21是本技术实施例的空料盘放置区和满料盘放置区的结构示意图;图22是本技术实施例的顶起机构的结构示意图。
41.图中,1、上料组件;11、第一机架;12、升降装置;13、第一平移装置;14、拖行件;141、插接部;15、压制块;16、压制驱动装置;17、托板;2、料带切除组件;21、第二机架;22、第
一压制板;221、第一穿槽;23、切刀模;231、切刀;24、切刀驱动装置;25、下承台;251、落料槽;26、第一限位销;27、第一缓冲弹簧;3、下折弯组件;31、第三机架;32、第二压制板;321、第二穿槽;33、折弯模;331、冲刀;34、折弯驱动装置;35、第二缓冲弹簧;36、第二限位销;4、载具组件;41、第四机架;42、精密驱动装置;43、滑移台;431、第一载具板;432、第二载具板;433、第二平移装置;5、换向转移组件;51、第一平移输送装置;511、第五机架;512、滑移座;513、平向驱动机;514、第一升降驱动机;515、升降板;516、第一平移驱动机;517、第一夹爪缸;518、第二夹爪缸;52、换向装置;521、角度调整机;522、中转台;523、定位工装;53、第二平移输送装置;6、上折弯组件;61、载具回流机;611、第六机架;612、皮带式输送机;613、第三载具板;614、托架;615、承托块;62、上折弯装置;621、第七机架;622、下压块;623、下压驱动机;624、上拨件;625、上拨驱动机;626、滑座;627、拨片;63、定位装置;631、限位驱动机;632、限位块;7、摆盘组件;71、第三平移输送装置;72、收料装置;721、第八机架;722、托台;723、顶起机构;7231、顶板;7232、顶料驱动机;7233、安装板;7234、连接杆;724、空料盘放置区;725、满料盘放置区;726、平移机构;73、料盘;8、机架;9、接触系统;91、动簧组;911、动簧片;92、静簧组;921、静簧片;93、第一绝缘体;94、第二绝缘体;95、导线;96、衔铁组;10、料带。
具体实施方式
42.以下结合附图3-附图22,对本技术作进一步详细说明。
43.参照图2,本技术人在生产接触系统9时,利用一根料带10将多个动簧组91连接为一体,然后利用另外一根料带10将多个静簧组92连接为一体,再将两根料带10并排,并使得动簧组91和静簧组92远离料带10的一端相向设置,然后将各根导线95的两端分别与相应的动簧片911和静簧片921相向的一端上,并采用焊接或铆接的方式以使得导线95的两端能够分别与相应的动簧片911和静簧片921固定,再将衔铁组96与动簧组91配合,然后注塑机注塑成型出分别包覆住动簧组91的第一绝缘体93和包覆住静簧组92的第二绝缘体94,即可生产形成若干件两端分别与两根料带10连接的接触系统9,最后将两根料带10切断即可;其中,为便于称呼,以上两根料带10和多件接触组件之间的组合称为原料。
44.一种用于接触系统9加工的调整机,参照图3,该调整机包括上料组件1、料带切除组件2、下折弯组件3、载具组件4、换向转移组件5、上折弯组件6和摆盘组件7;其中,上料组件1用于将料带10连同接触系统9一同推送至载具组件4上,载具组件4用于将接触系统9在料带切除组件2、下折弯组件3和换向转移组件5之间转移,料带切除组件2用于将接触系统9从两根料带10直接切断分离,下折弯组件3用于将接触系统9的各片静簧片921向下弯折,换向转移组件5用于将第一次弯折加工后的接触系统9转移至上折弯组件6上,上折弯组件6用于将接触系统9的各片静簧片921向上弯折,摆盘组件7用于将完成第二次弯折加工后的各件接触系统9呈矩形阵列摆盘。
45.其中,该调整机还包括机架8,机架8用于起主要的支撑承载作用,上料组件1、料带切除组件2、下折弯组件3、载具组件4、换向转移组件5、上折弯组件6和摆盘组件7均安装于机架8上。
46.参照图4和图5,上料组件1包括第一机架11、托板17、升降装置12、第一平移装置13、拖行件14、压制块15和压制驱动装置16;其中,第一机架11安装于基座,托板17安装于第
一机架11其中一侧上,且托板17其中一端靠近料带切除组件2设置,拖行件14位于托板17的正上方以用于带动原料首端移动至料带切除组件2内,升降装置12安装于第一机架11上且位于托板17的正上方,升降装置12用于带动拖行件14竖直升降,第一平移装置13安装于升降装置12的活动部上,以用于带动拖行件14沿着托板17的长度方向平移,压制块15位于拖行件14和料带切除组件2之间且位于托板17的正上方,压制块15用于压制住原料以便于拖行件14与原料分离,压制驱动装置16安装于机架8上以用于驱动压制块15压制住原料。
47.上料组件1工作时,首先将原料放置在托板17上,并使得原料的长度方向沿着托板17的长度方向延伸,然后利用升降装置12带动拖行件14向下移动,使得拖行件14能够与原料的两长边侧连接,再利用第一平移装置13带动拖行件14朝向靠近料带切除组件2的方向移动,使得原料的首端能够移动至料带切除组件2内切除两根料带10;其中,当拖行件14需要复位以能够继续带动原料平移时,利用压制驱动装置16驱动压制件向下移动,使得压制件与托板17配合能够夹紧原料,从而使得拖行件14与原料分离时,原料不会产生晃动,同时,能够使料带切除组件2切除料带10时,原料也不会发生相应的晃动,确保料带10切除精度。
48.参照图5,拖行件14两端的下侧均设置有插接部141,在原料的两侧(优选为第一绝缘体93和第二绝缘体94,也可以旋转为两根料带10)上设置插孔,当拖行件14相向移动时,两道插接部141能够分别插设于两道插孔内,从而实现拖行件14与原料之间的稳定连接。
49.其中,以上所述升降装置12和第一平移装置13优选为滑台气缸,以上所述压制驱动装置16优选为普通伸缩缸。
50.参照图4和图6,料带切除组件2包括第二机架21、第一压制板22、切刀模23、切刀驱动装置24、下承台25、第一限位销26和第一缓冲弹簧27,第二机架21安装于基座上,切刀模23可升降的安装于第二机架21上,以用于将接触系统9与两道料带10切断分离,切刀驱动装置24安装于第二机架21的上端以用于驱动切刀模23上下升降,第一压制板22安装于切刀模23的下方以用于压制接触系统9的两端(即动簧片911和静簧片921),且第一压制板22可相对于切刀模23上下升降,第一限位销26用于限制第一压制板22和切刀模23之间的最大间距,第一缓冲弹簧27安装于第一压制板22和切刀模23之间,以起到缓冲的效果,下承台25用于拖住两根料带10,下承台25与切刀模23配合能够达到分别料带10和接触系统9的效果。
51.当原料进入料带切除组件2内时,两根料带10分别搭在承台的两侧上,然后利用切刀驱动装置24驱动切刀模23及第一压制板22同步向下移动,直至第一压制板22与下承台25配合夹紧两根料带10位于料带切除组件2内的部分,使得第一压制板22无法继续向下移动,此时,切刀驱动装置24继续驱动切刀模23向下移动,使得切刀模23的切刀231能够穿设过第一压制板22,从而达到将料带10从接触系统9的两端切除分离的效果,在此期间,第一缓冲弹簧27受力收缩,从而确保第一压制板22能够牢牢的压紧接触系统9的两端,使得切刀模23能够与下承台25稳定配合以完成料带10的切除工作,最后利用切刀驱动装置24带动切刀模23向上复位;其中,切刀模23向上复位的过程中,第一缓冲弹簧27会先复位,使得第一压制板22会继续压制住接触系统9的两端,直至第一压制板22与切刀模23之间的间距达到最大时,切刀模23会带动第一压制板22同步向上移动,以达到接触第一压制板22与接触系统9之间的连接关系。
52.参照图7,切刀模23的两长边侧均具有切刀231,在第一压制板22的两长边侧上均
设置有用于供切刀231穿设过的第一穿槽221,下承台25设置有两件,且两件下承台25分别位于两件切刀231的下方,在两件下承台25上均还贯穿设置有落料槽251,切断的料带10通过落料槽251排出。
53.参照图4和图8,下折弯组件3包括第三机架31、第二压制板32、折弯模33、折弯驱动装置34、第二缓冲弹簧35和第二限位销36;其中,第三机架31安装于基座上,折弯模33可升降的安装于第三机架31上,以用于将接触系统9的各片静簧片921向下折弯,折弯驱动装置34安装于第三机架31的上端以用于驱动折弯模33上下升降,第二压制板32安装于折弯模33的下方以用于对各片静簧片921的端部向下施压,且第二压制板32可相对于折弯模33上下升降,第二限位销36用于限制第二压制板32和折弯模33之间的最大间距,第二缓冲弹簧35安装于第二压制板32和折弯模33之间,以起到缓冲的效果。
54.当需要对接触系统9的各片静簧片921伸出第二绝缘体94外的一端端部进行折弯时,首先利用载具组件4将接触系统9转移至第二压制板32的正下方,然后利用折弯驱动装置34驱动折弯模33及第二压制板32同步向下移动,直至第二压制板32与载具组件4配合夹紧各片静簧片921靠近第二绝缘体94的部分,使得第二压制板32无法继续向下移动,此时,折弯驱动装置34继续驱动折弯模33向下移动,使得折弯模33的冲刀331能够穿设过第二压制板32,从而达到将各片静簧片921伸出载具组件4外的部分向下弯折的效果,在此期间,第二缓冲弹簧35受力收缩,从而确保第二压制板32能够牢牢的压紧各片静簧片921靠近第二绝缘体94的部分,使得折弯模33能够与载具组件4配合以完成静簧片921的第一次折弯工作,最后利用折弯驱动装置34带动折弯模33向上复位;其中,折弯模33向上复位的过程中,第二缓冲弹簧35会先复位,使得第二压制板32会继续压制住接触系统9的各片静簧片921,直至第二压制板32与折弯模33之间的间距达到最大时,折弯模33会带动第二压制板32同步向上移动,以达到接触第二压制板32与接触系统9之间的连接关系。
55.参照图9,第二限位销36设置有两件,且两件第二限位销36分别设置于第二压制板32的两端上,第二弹簧设置有两件,且两件第二弹簧分别套设在两件第二限位销36上,第二压制板32设置有位于两件第二限位销36之间的第一穿槽221,在折弯模33的下表面设置有若干道冲刀331,各道冲刀331沿着第二压制板32的长度方向排布;其中,各件冲刀331可以根据实际需要调整高度和位置,从而使得各片静簧片921的弯折角度和位置不同。
56.参照图4和图10,载具组件4包括第四机架41、精密驱动装置42、滑移台43、第一载具板431、第二载具板432和第二平移装置433;其中,第四机架41安装于基座上,且第一机架11其中一端穿设过下折弯组件3并靠近料带切除组件2,滑移台43可滑移的安装于第四机架41上,精密驱动装置42安装于第四机架41上以用于驱动滑移台43沿着第四机架41的长度方向平移,第一载具板431固定安装在滑移台43上以用于接收一件接触系统9,第二载具板432可平移的安装于滑移台43上以用于接收另外一件接触系统9,第二平移装置433安装于滑移台43上以用于驱动第二载具板432沿着滑移台43的长度方向平移。
57.其中,应注意的是,当滑移台43移动至第四机架41靠近料带切除组件2的一端时,滑移台43其中一端伸出第四机架41外并伸至两件下承台25之间,第一载具板431和第二载具板432均位于滑移台43能够伸出第四机架41外的一端上。
58.载具组件4工作时,首先利用精密驱动装置42驱动滑移台43移动至第四机架41靠近料带切除组件2的一端处,并使得滑移台43安装有第一载具板431和第二载具板432的一
端伸至两件下承台25之间,使得原料移动至料带切除组件2内时,有两件接触接触组件分别位于第一载具板431和第二载具板432的上方,从而使得原料可以选择一次性切割分离出两件接触系统9,接触系统9与料带10分离时能够自动落入位置相应的第一载具板431或第二载具板432内,从而使得载具组件4能够完成接触系统9的接收工作。
59.当载具组件4接收到接触系统9后,利用精密驱动装置42驱动滑移台43移动至下折弯组件3,此时,滑移台43位于第二压制板32的下方,从而使得第二压制板32向下移动时能够与第一载具或第二载具配合以达到夹紧接触系统9静簧片921的效果。其中,当载具组件4在接收相邻设置的两件接触系统9时,可以利用第二平移装置433带动第二载具板432朝向远离第一载具板431的方向移动,使得第一载具板431和第二载具板432之间能够保持一定间距,使得接触系统9进行第一次折弯工作时不会受到相邻接触系统9的干扰。
60.其中,第一载具板431和第二载具板432上均具有与接触系统9对应的载具槽,接触系统9能够载具槽卡设于第一载具板431或第二载具板432内。
61.其中,以上所述精密驱动装置42设置为电机丝杆机构,电机丝杆机构的丝杆与滑移台43螺纹连接,以上所述的第二平移装置433设置为普通伸缩缸。
62.参照图3和图11,换向转移组件5包括第一平移输送装置51、换向装置52和第二平移输送装置53,第一平移输送装置51的进料端位于载具组件4远离料带切除组件2的一端上,换向装置52设置于第一平移输送装置51的出料端和第二平移输送装置53的进料端之间,第二平移输送装置53的出料端靠近上折弯组件6设置。
63.参照图11和图12,第一平移输送装置51或第二平移输送装置53均包括第五机架511、平向驱动机513、滑移座512、第一升降驱动机514、升降板515、第一平移驱动机516、第一夹爪缸517和第二夹爪缸518;其中,第五机架511安装于基座上,滑移座512可滑移的安装于基座上,平向驱动机513安装于第五机架511内以用于驱动滑移座512沿着基座的长度方向平移,第一升降驱动机514安装于滑移座512上以用于带动升降板515做升降工作,第一夹爪缸517固定安装在升降板515上以用于夹取一件接触系统9,第二夹爪缸518可平移的安装于升降板515上以用于夹取另外一件接触系统9,第一平移驱动机516安装于升降板515以用于带动第二夹爪缸518做平移运动。
64.当需要利用第一平移输送装置51或第二平移输送装置53转移接触系统9时,首先利用平向驱动机513带动滑移座512移动至接触系统9的正上方,然后利用第一平移驱动机516驱动第二夹爪缸518平移,以调整第一夹爪缸517和第二夹爪缸518之间的间距,最后利用第一升降驱动机514带动升降板515向下移动,使得第一夹爪缸517和第二夹爪缸518能够分别夹紧住一件接触系统9即可完成接触系统9的夹取工作。然后控制滑移座512和升降板515复位,使得第一夹爪缸517和第二夹爪缸518能够带动接触系统9转移至指定位置放下即可。
65.在第一平移输送装置51中,第一夹爪缸517和第二夹爪缸518的排布方向与第一载具板431和第二载具板432的排布方向相同,使得第一夹爪缸517和第二夹爪缸518能够分别夹住第一载具板431和第二载具板432内的接触系统9。
66.其中,以上所述平行输送机设置为皮带机,皮带机包括机身安装于第五机架511上的电机、两件分别转动连接于第五机架511两端的皮带轮以及套设在两件皮带轮上的皮带,电机的输出轴与其中一件皮带轮同轴且固定连接,滑移座512与皮带固定连接;其中,以上
所述第一平移驱动机516和第一升降驱动机514均设置为普通伸缩缸。
67.参照图11和图13,换向装置52包括角度调整机521、中转台522和定位工装523,角度调整机521安装于基座上以用于调整中转台522的角度,定位工装523设置有两件,且两件定位工装523均设置于中转台522的上表面,两件定位工装523均用于供接触系统9定位安装于中转台522上使用。
68.其中,以上所在角度调整机521设置为旋转气缸,旋转气缸的缸体通过一架体安装于基座上,且旋转气缸的输出轴朝上且轴线竖直设置。
69.参照图14,上折弯组件6包括载具回流机61、上折弯装置62和定位装置63,载具回流机61其中一端靠近第二平移输送装置53的出料端,且载具回流机61的另外一端靠近摆盘组件7的进料端,载具回流机61用于将换向转移组件5输出的接触系统9输送至靠近摆盘组件7的位置,以便于摆盘组件7取料,下折弯装置安装于载具回流机61其中一侧上,且上折弯装置62靠近载具回流机61的中部设置,上折弯装置62用于将位于载具回流机61上且靠近下折弯装置上的接触系统9的静簧片921向上弯折,定位装置63设置于皮带式输送机612一侧上以用于使各件接触系统9能够精准的停靠在上折弯装置62处进行第二次折弯加工。
70.参照图14和图15,载具回流机61包括第六机架611、皮带式输送机612、第三载具板613、托架614和承托块615,第六机架611安装于基座上,皮带式输送机612安装于第六机架611上以用于带动第三载具板613做环形轨迹移动,第三载具板613设置有若干件,且各件第三载具板613均安装于皮带式输送机612的输送带上,各件第三载具板613远离输送带的一侧面均具有用于供接触系统9定位的载具槽,托架614沿着皮带式输送机612的长度方向排布设置有若干件,且各件托架614均位于皮带式输送机612其中一侧上,承托块615设置有若干件且分别设置于各件托架614的上端,各件承托块615的上表面均与皮带式输送机612的输送带内侧面贴合,从而起到托住皮带式输送机612的输送带的效果,使得皮带式输送机612的输送带不会产生较大凹陷。
71.参照图14和图16,上折弯装置62包括第七机架621、下压块622、下压驱动机623、上拨件624和上拨驱动机625;其中,第七机架621安装于基座上并位于皮带式输送机612其中一侧上,下压块622可升降的安装于第七机架621上,下压块622与第三载具板613配合能够夹紧接触系统9的各片静簧片921靠近第二绝缘体94的部分,下压驱动机623安装于第七机架621顶部以用于驱动下压块622上下升降,上拨件624可升降的安装于第七机架621上,上拨件624用于将静簧片921第一次弯折的部分向上施力以进行向上弯折工作,上拨驱动机625安装于第七机架621的底部以用于驱动上拨件624升降。
72.其中,上拨件624并排设置有两件,上拨驱动机625同样并排设置有两件且分别与两件上拨件624控制连接,从而使得能够一次性对两件静簧片921进行第二次弯折工作。
73.参照图17,各件上拨件624均包括滑移连接于机架8上的滑座626和拨片627,滑座626与上拨驱动机625控制连接,拨片627其中一端与滑座626顶部固定连接,且拨片627的另外一端能够伸至静簧片921伸出第三载具板613外的部分的下方;其中,拨片627靠近静簧片921的一端具有嵌槽,静簧片921的端部能够嵌设于嵌槽内,从而使得拨片627向上拨动静簧片921时,静簧片921不会发生左右偏移,确保静簧片921只能够在高度方向做弯折运动。
74.其中,以上所述下压驱动机623优选设置为滑台气缸,以上所述上拨驱动机625优选设置为电机丝杆机构。
75.参照图14和18,定位装置63包括限位块632和限位驱动机631,定位装置63安装于载具回流机61远离上折弯装置62的一侧上,限位驱动机631的机身安装于第六机架611或托架614上,限位驱动机631用于驱动限位块632沿着载具回流机61的宽度方向做平移运动,限位块632朝向靠近载具回流机61的方向移动时,限位块632其中一端可嵌设于第三载具板613远离上折弯装置62的一端内,从而起到精准定位第三载具板613位置的效果。
76.当定位装置63与载具回流机61配合时,至少有一件第三载具板613位于上折弯装置62内,并使得一件接触系统9能够与上折弯装置62配合,以使得上折弯装置62能够对该件接触系统9的静簧片921进行上折弯加工。
77.参照图15,在本技术实施例中,定位装置63设置有两件,两件定位装置63分别安装于第六机架611和托架614上;其中,以上所述的限位驱动机631设置为滑台气缸。
78.参照图14和图19,摆盘组件7包括第三平移输送装置71和收料装置72,第三平移输送装置71与第一平移输送装置51(或第二平移输送装置53)结构相同,且第三平移输送装置71跨设在收料装置72上,以用于将位于上折弯组件6末端的接触组件夹取至收料装置72上方,收料装置72上具有料盘73,料盘73用于接触系统9摆盘使用,收料装置72能够驱动料盘73沿着第三平移输送装置71宽度方向移动,使得收料装置72与第三平移输送装置71配合能够将若干件接触系统9呈矩形阵列状摆放在料盘73上。
79.参照图19和图20,收料装置72包括第八机架721、托台722、顶起机构723和平移机构726,在第八机架721的两端分别具有空料盘放置区724和满料盘放置区725,托台722可平移的设置于第八机架721上,托台722用于带动料盘73沿着第八机架721的长度方向移动,顶起机构723安装于托台722内以用于将盛满接触系统9的料盘73顶至满料盘放置区725内,平移机构726用于带动托台722沿着料盘73的长度方向平移。
80.其中,第三平移输送装置71位于空料盘放置区724和满料盘放置区725之间,接触系统9的摆盘工作在空料盘放置区724和满料盘放置区725之间进行。
81.在第八机架721的两长边侧上均具有导杆,托台722的其中两对立侧分别与两根导杆滑移连接,平移机构726设置为皮带机,该皮带机设置于第八机架721的其中一长边侧上,且该皮带机的皮带与托台722其中一侧边固定连接。
82.参照图20和图21,空料盘放置区724和满料盘放置区725均包括定位杆、平拖杆和平拖驱动机;其中,定位杆成矩形状排布设置有四根,且各根定位杆均竖直设置,各根定位杆的横截面均呈“l”字状设置,四根定位杆配合围合形成一个矩形区域,平拖驱动机设置有两件,且两件平拖驱动机分别位于上述矩形区域的两对立侧边上,平拖杆设置有两根且分别与两件平拖驱动机控制连接,两根平拖杆位于两件平拖驱动机之间,两件平拖驱动机配合能够驱动两件平拖杆朝向相向或相反的方向移动。
83.当需要拖住料盘73时,只需要控制两件平拖杆朝向相向的方向移动,使得托盘的其中两对边侧能够分别搭在两件平拖杆上即可,当需要使料盘73能够竖直穿设过两件平拖杆之间时,只需要控制两件平拖杆朝向相反的方向移动,使得两根平拖杆之间的间距大于托盘的宽度即可。
84.参照图20和图22,顶起机构723包括顶板7231和顶料驱动机7232,顶料驱动机7232安装于托台722的下方并与托台722固定连接,顶板7231位于顶料驱动机7232的上方并与顶料驱动机7232控制连接,且顶板7231位于托台722的中部内,顶板7231可竖直的穿设过托台
722,顶料驱动机7232能够带动顶板7231上下升降。其中,在托台722下表面的四个端角均设置有连接杆7234,各根连接杆7234的下端之间固定连接有安装板7233,顶料驱动机7232设置位于普通伸缩缸,该普通伸缩缸的缸体安装于安装板7233上。
85.其中,托盘的底面设置有若干隔离件,相邻设置的两件托盘叠放在一起时,两件托盘的上表面之间可以利用隔离件保持一定间距。
86.收料装置72使用时,首先将大量控制的料盘73叠放在一起,并放置在空料盘放置区724内,然后控制托台722移动至空料盘放置区724的下方,并控制顶板7231向上移动,使得顶板7231能够拖住堆叠在一起的各件料盘73,并使得各件料盘73向上移动一段距离,此时,控制位于空料盘放置区724内的两件平移杆朝向相反的方向移动,再控制顶板7231向下移动,使得处于最下方的托盘穿设过两件平移杆之间,并使得倒数第二件托盘略高于两件平移杆,然后控制顶板7231继续向下移动,在此过程中,原本倒数第二件的托盘及其以上的托盘会被两件平移杆拖住,最下方的托盘会与倒数第二件的托盘分离,最后利用托台722带动原本最下方的托盘平移至第三平移输送装置71的正下方进行摆盘工作。
87.摆盘结束后,控制托台722带动料盘73移动至满料盘放置区725的下方,然后控制顶板7231向上移动,使得顶板7231能够带动摆盘结束的料盘73向上移动,在此过程中,可以控制位于满料盘放置区725内的两件平移杆朝向相反的方向移动,使得位于托台722上的托盘能够穿设过两件平移杆之间,直至该托盘略高于两件平移杆的上表面,然后控制两件平移杆复位,使得两件平移杆能够拖住托盘,最后控制托台722向下复位即可完成料盘73的叠摞工作。
88.本技术实施例的实施原理为:利用上料组件1将原料其中一端输送至料带切除组件2内,利用料带切除组件2将接触系统9与料带10分离,分离后的接触系统9落到载具组件4内,利用载具组件4将接触系统9转移至下折弯组件3内,利用下折弯组件3对接触系统9的各根静簧片921端部进行向下弯折加工,然后利用环形转移组件将第一次折弯加工完成的接触系统9转移至上折弯组件6内,利用上折弯组件6对接触系统9的各根静簧片921端部进行向上弯折加工,最后利用摆盘组件7将加工完成的接触系统9进行摆盘即可。
89.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,其中相同的零部件用相同的附图标记表示。故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。