1.本发明涉及集流体微造型领域,特别是一种集流体箔片表面微造型装置及其方法。
背景技术:
2.现有技术及文献对集流体表面改性主要通过化学腐蚀、交流电刻蚀[郭德超等,铝箔集流体对超级电容器性能的影响研究,电子元件与材料,2021,40(5):414-419]、激光加工盲孔[汤兴贤,盲孔铜集流体制备及其对硅基阳极循环性能的改善,中国有色金属学报(英文版)2013,23(6)1723-1727]、填砂轧制凹坑集流体(cn 103811768a,2014.05.21);
[0003]
上述方法均证实增加集流体比表面积对锂电池性能提升有较大改善,但目前使用的方法中化学腐蚀,交流电刻蚀存在技术要求高,成本高,对环境污染大,且会使集流体的抗拉伸强度和延伸率变小,箔材强度降低;激光加工制备表面具有盲孔的集流体存在设备投资大,生产成本高,对操作人员技术要求高等问题;填砂轧制凹坑集流体两面结构对称性难以保证,致电极两面涂层接触电阻对称性难以保证,进而使两面电极容量不能均匀释放;同时,两面不对称也引发电极涂层粘结强度不一致,使的两面电极涂层充放电循环寿命严重失衡,进而加快电池容量的衰减。
[0004]
锂离子电池作为新能源应用越来越广泛,然而锂电池的倍率性能和能量密度指标较低,倍率及能量密度等性能的提升需求愈加强烈,如何改善锂电池倍率及能量密度性能是当下锂电池领域研究重点。集流体是电极材料与外部电路的电子导体,主要有以下几点要求:
[0005]
1、导电性高;
[0006]
2、质地柔软,便于锂电池的卷绕工艺;
[0007]
3、化学与电化学稳定性高,抗氧化性和抗腐蚀性高;
[0008]
4、成本低,制备工艺简单;
[0009]
5、与电极材料层粘合度高,表面能够均匀涂覆电极材料活性物质而不脱落。但是现有集流体无论是电解铜还是压延铜箔和铝箔都是平面结构,在持续的充放电过程中,电极材料不断膨胀和收缩,从而导致电极材料涂层从集流体上的脱落,引起电池内阻增大、短路等问题,缩短了电池寿命,加快了电池容量的衰减。
技术实现要素:
[0010]
为克服相关技术中存在的问题,本发明公开实施例提供了一种集流体箔片表面微造型装置及其方法。所述技术方案如下:
[0011]
根据本发明公开实施例的第一方面,提供一种集流体箔片表面微造型装置及其方法:
[0012]
包括机架,所述机架上具有结构相同的送料结构与收料结构,所述送料结构与收料结构之间具有双链模造型单元,该双链模造型单元由双链模结构、链张紧装置、辊缝控制
及位置固定单元组成;
[0013]
所述双链模结构由分布在机架上下相对位置的一对结构相同的,且相互装配一体的若干链组件构成;
[0014]
所述链组件包含:基体、第一链板、第二链板、链辊、链辊轴;
[0015]
所述基体安装于机架上,链组件安装于基体上,所述第一链板、第二链板上均由安装架,所述第一链板的安装架一端与第二链板的安装架一端通过链辊、链辊轴进行装配;
[0016]
所述链组件装配在机架上,且通过驱动器进行驱动。
[0017]
在一个实施例中,所述驱动器由固定在机架上的安装背板以及固定在安装背板上的一对链轮驱动电机组成,链轮驱动电机的驱动高端具有链轮齿,该链轮齿与链辊进行啮合。
[0018]
在一个实施例中,所述链张紧装置由四个结构相同的辅助器组成,该辅助器包含:同步电机以及顶块;
[0019]
所述同步电机与顶块进行和连接,所述同步电机固定在基体的外壁,顶块与链辊进行接触,顶块给于链辊顶力后,调节链组件的位置。
[0020]
在一个实施例中,所述辊缝控制及位置固定单元分布在机架左右两侧,其中一个包含:固定外壳、伺服电机、一对电磁滑块、电磁导轨以及丝杠;
[0021]
所述固定外壳设置于机架上,伺服电机位于固定外壳上,所述电磁导轨嵌装于固定外壳中,丝杠插装于固定外壳上,且与伺服电机驱动端连接,所述电磁滑体的中心部位安装于丝杠上,且外部与电磁导轨接触,所述一对电磁滑块之间具有调节梁,该调节梁贯穿基体,可调整基体位置。
[0022]
在一个实施例中,所述送料结构包含:收券辊、强力调节辊、控制电机、控制箱;
[0023]
所述收券辊、强力调节辊均设置于机架上,控制电机与收券辊进行连接,控制箱位于机架上。
[0024]
在一个实施例中,所述固定外壳外部具有电控箱。
[0025]
在一个实施例中,所述电磁导轨成向内凹陷的弧形腔体结构,滑体的外部与弧形腔体贴合。
[0026]
在一个实施例中,所述机架与安装背板一体成型。
[0027]
在一个实施例中所述第一链板、第二链板的表面具有若干凸台,该凸台在第一链板、第二链板上分布为六边形或矩形。
[0028]
根据本公开实施例的第一方面,提供一种适用于上述集流体箔片表面微造型装置的微造型方法,该微造型方法包括以下步骤:
[0029]
s1:由送料结构进行送料,选择链组件表面形状;
[0030]
s2:由辊缝控制及位置固定单元调节双链模结构之间的压合力;
[0031]
s3:由链张紧装置保证双链模结构的同步动作;
[0032]
s4:物料经双链模结构压合成型,由收料结构收料。
[0033]
利用本发明的技术方案制作的一种集流体箔片表面微造型装置,在集流体表面进行微观造型后,集流体的比表面积增大,进而增大了电极活性材料与集流体的接触面积和粘附面积,从而增强了粘附强度,增加了接触导电性。提高了电池的循环寿命、能量密度、放电平台和电池的安全性能;
[0034]
1、相比化学刻蚀,成本低,工艺简单,无环境污染,适合大规模工业化生产;
[0035]
2、相比激光加工,具有工艺简单,对操作人员的技术要求低,生产效率高,产品一致性好等优点;
[0036]
3、相比于辊压毛化技术,集流体表面微造型,微凸台的几何形状及分布的灵活性高。
[0037]
4、相比于传统辊压方式,回弹小,加工精度高,冗余形变少,产品质量稳定。
附图说明
[0038]
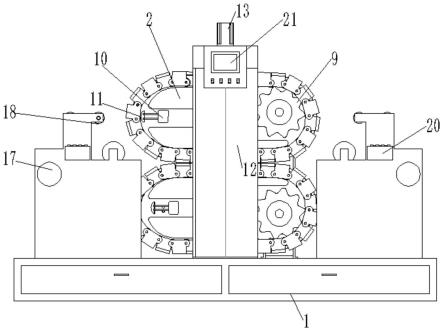
图1是本发明所述一种集流体箔片表面微造型装置的结构示意图;
[0039]
图2是本发明所述一种集流体箔片表面微造型装置的轴侧结构示意图;
[0040]
图3是本发明所述一种集流体箔片表面微造型装置的立体结构示意图;
[0041]
图4是本发明所述一种集流体箔片表面微造型装置的俯视结构示意图;
[0042]
图5是本发明所述一种集流体箔片表面微造型装置的链组件结构示意图;
[0043]
图6是本发明实施例2的工艺流程构示意图;
[0044]
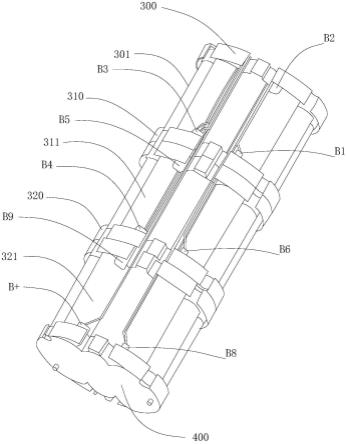
图7是本发明使用实施例2所制造的物料示意图;
[0045]
图8是本发明所述双链模结构的示意图;
[0046]
图中,1、机架;2、基体;3、第一链板;4、第二链板;5、链辊;6、链辊轴;7、安装背板;8、链轮驱动电机;9、链轮齿;10、同步电机;11、顶块;12、固定外壳;13、伺服电机;14、电磁滑块;15、电磁导轨;16、丝杠;17、收券辊;18、强力调节辊;19、控制电机;20、控制箱;21、电控箱。
具体实施方式
[0047]
下面结合附图对本发明进行具体描述,如图1-7所示,一种集流体箔片表面微造型装置。
[0048]
请参阅附图1-3和附图6所示的一种集流体箔片表面微造型装置,包括机架1,机架1上具有结构相同的送料结构与收料结构,送料结构与收料结构之间具有双链模造型单元,该双链模造型单元由双链模结构、链张紧装置、辊缝控制及位置固定单元组成;
[0049]
需要说明的是,由送料结构进行送料,选择链组件表面形状,由辊缝控制及位置固定单元调节双链模结构之间的压合力,由链张紧装置保证双链模结构的同步动作,物料经双链模结构压合成型,由收料结构收料。
[0050]
请参阅附图7,双链模结构由分布在机架1上下相对位置的一对结构相同的,且相互装配一体的若干链组件构成;
[0051]
请参阅附图5,链组件包含:基体2、第一链板3、第二链板4、链辊5、链辊5轴;
[0052]
基体2安装于机架1上,链组件安装于基体2上,第一链板3、第二链板4上均由安装架,第一链板3的安装架一端与第二链板4的安装架一端通过链辊5、链辊5轴进行装配;
[0053]
链组件装配在机架1上,且通过驱动器进行驱动。
[0054]
需要说明的是,请参阅附图5-6,具体的,第一链板3、第二链板4、链辊5、链辊5轴;采用双轨道链传动设计,保证运动传导的稳定性与精确性,双轨道设计避免出现链模表面与箔材表面不平行的现象,保证链模运行平稳及加工变形过程的稳定形;
[0055]
请参阅附图1-3,具体的,驱动器由固定在机架1上的安装背板7以及固定在安装背板7上的一对链轮驱动电机8组成,链轮驱动电机8的驱动高端具有链轮齿9,该链轮齿9与链辊5进行啮合。
[0056]
需要说明的是,该结构主要是通过链轮驱动电机8对链轮齿9,链轮齿9会与链辊5接触,从而驱动整个链组件运动;
[0057]
具体的,链张紧装置由四个结构相同的辅助器组成,该辅助器包含:同步电机10以及顶块11;
[0058]
请参阅附图1-3,同步电机10与顶块11进行和连接,同步电机10固定在基体2的外壁,顶块11与链辊5进行接触,顶块11给于链辊5顶力后,调节链组件的位置。
[0059]
需要说明的是,采用同步电机10作为动力驱动装置,保证上下链板的同步运行,从而确保加工精度;
[0060]
具体的,辊缝控制及位置固定单元分布在机架1左右两侧,其中一个包含:固定外壳12、伺服电机13、一对电磁滑块14、电磁导轨15以及丝杠16;
[0061]
固定外壳12设置于机架1上,伺服电机13位于固定外壳12上,电磁导轨15嵌装于固定外壳12中,丝杠16插装于固定外壳12上,且与伺服电机13驱动端连接,电磁滑体的中心部位安装于丝杠16上,且外部与电磁导轨15接触,一对电磁滑块14之间具有调节梁,该调节梁贯穿基体2,可调整基体2位置。
[0062]
请参阅附图1,需要说明的是,上下链辊5与机架1上双螺旋丝杠16连接,通过伺服电机13驱动丝杠16转动调节上下链辊5间距。并且,当链模间距达到目标位置后,通过电磁制动阀固定上下链模的动力轴,保证设备刚度,确保压下精度。其中电磁制动阀通过电磁材料的光滑导轨和滑块组成,导轨通电后与滑块通过电磁力连接固定,并持续整个加工过程;
[0063]
请参阅附图1-3,具体的,送料结构包含:收券辊17、强力调节辊18、控制电机19、控制箱20;
[0064]
收券辊17、强力调节辊18均设置于机架1上,控制电机19与收券辊17进行连接,控制箱20位于机架1上。
[0065]
具体的,固定外壳12外部具有电控箱21。
[0066]
具体的,电磁导轨15成向内凹陷的弧形腔体结构,滑体的外部与弧形腔体贴合。
[0067]
实施例2
[0068]
请参阅附图1以及附图6-7所示,一种集流体箔片表面微造型方法,s1:由送料结构进行送料,选择链组件表面形状;
[0069]
s2:由辊缝控制及位置固定单元调节双链模结构之间的压合力;
[0070]
s3:由链张紧装置保证双链模结构的同步动作;
[0071]
s4:物料经双链模结构压合成型,由收料结构收料。
[0072]
上述技术方案仅体现了本发明技术方案的优选技术方案,本技术领域的技术人员对其中某些部分所可能做出的一些变动均体现了本发明的原理,属于本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。