1.本实用新型涉及汽车领域,具体地,涉及一种气缸盖座圈孔加工刀具。
背景技术:
2.气缸盖的作用是密封气缸,与活塞共同形成燃烧空间,并承受高温高压燃气的作用。气缸盖承受气体力和紧固气缸螺栓所造成的机械负荷,同时还由于与高温燃气接触而承受很高的热负荷。为了保证气缸的良好密封,气缸盖既不能损坏,也不能变形。为此,气缸盖应具有足够的强度和刚度。
3.气缸盖中进排气座圈孔加工的过程中也是最关键的工序之一,而现有的座圈孔加工刀具一般只能加工半径一定的孔,对于不同半径需求的气缸盖座圈孔,只能更换不同的刀具,这样不仅限制了刀具的适用范围,且降低了加工效率。
4.因此,提供一种在使用过程中可适配不同加工不同孔径的气缸盖座圈孔,提高了刀具的实用性,且提高了加工效率的一种气缸盖座圈孔加工刀具是本实用新型亟需解决的问题。
技术实现要素:
5.针对上述技术问题,本实用新型的目的是克服现有技术只能加工半径一定的孔,对于不同半径需求的气缸盖座圈孔,只能更换不同的刀具,这样不仅限制了刀具的适用范围,且降低了加工效率的问题,从而提供了一种在使用过程中适配不同加工不同孔径的气缸盖座圈孔,提高了刀具的实用性,且提高了加工效率的一种气缸盖座圈孔加工刀具。
6.为了实现上述目的,本实用新型提供了一种气缸盖座圈孔加工刀具,所述气缸盖座圈孔加工刀具包括:固定座、圆台体、安装板和刀片;
7.所述圆台体平行且在纵向方向可升降地设置在所述固定座的正下方,且所述固定座的侧壁至少等间距铰接有两块所述安装板,所述安装板的底端一侧可滑动设置在所述圆台体的侧壁上,其底端背向所述圆台体的另一侧水平设置有刀片。
8.优选地,所述气缸盖座圈孔加工刀具还包括:伸缩件,所述伸缩件的顶端固定在所述固定座下表面的中心处,其底部固定在所述圆台体上表面的中心处,以驱动圆台体沿着竖直方向升降。
9.优选地,所述伸缩件包括:调节螺杆和调节螺纹套筒;其中,
10.所述调节螺纹套筒的顶端固定在所述固定座下表面的中心处,其底端设置有与其内腔相连通的第一螺纹孔,所述调节螺杆与所述第一螺纹孔螺纹连接,且其顶端部分竖直伸入至所述调节螺纹套筒内,其底端可转动地设置在所述圆台体上表面的中心处。
11.优选地,所述安装板底部靠近所述圆台体的一侧固定有导向滑块,所述的侧壁部分向内凹陷形成与所述导向滑块一一对应且适配的导向滑槽。
12.优选地,所述气缸盖座圈孔加工刀具还包括:刀座,所述安装板底端背对所述圆台体的一侧固定有刀座,所述刀片可拆卸式地设置在所述刀座上。优选地,所述刀片通过螺钉
或螺栓固定在所述刀座上。
13.优选地,所述刀座可转动地设置在所述安装板上,以调整所述刀片的角度。
14.优选地,所述气缸盖座圈孔加工刀具还包括用于锁止所述刀座的锁止机构;
15.所述锁止机构包括:锁止齿轮、锁紧导向套筒、t型锁止杆、锁止螺杆、锁止条和锁止弹簧;其中,
16.所述安装板的底端背对所述圆台体的一侧部分向内凹陷形成安装凹槽,所述安装凹槽内可转动地设置有转轴,所述刀座和锁止齿轮分别固定套装在所述转轴上,所述安装凹槽的顶部间隔且竖直设置有锁紧导向套筒,所述锁紧导向套筒的顶端贯穿设置有与其内腔连通的第二螺纹孔,其底端贯穿设置有与其内腔连通的通孔,所述t型锁止杆竖直设置,其上端通过通孔伸入至内腔中,且上端的两侧分别可沿竖直方向滑动地设置在内腔的侧壁上,其下端水平固定设置有与所述锁止齿轮相适配的锁止条,锁止螺杆的下端螺纹式穿过所述第二螺纹孔伸入至内腔中,且抵靠在t型锁止杆的顶部,所述锁止弹簧套接在所述t型锁止杆的中部,且锁止弹簧的下端固定在所述内腔的底部,其上端固定在所述t型锁止杆的顶部。
17.优选地,所述固定座上表面的中心处固定设置有连接座,所述连接座与钻机连接。
18.根据上述技术方案,本实用新型提供的气缸盖座圈孔加工刀具在使用时的有益效果为:通过竖直升降所述圆台体使固定座上的所有所述的安装板同时向外伸张或向内缩合,来调整铰接在所述固定座上的所有所述安装板到圆台体中心轴线的距离,以改变安装板上的刀片到所述圆台体中心轴的距离,安装板上的刀片到所述圆台体的中心轴之间的距离也就是所有安装板上的所述刀片所在圆的半径(其圆心位于所述圆台体的中心轴线上),因此,通过调整铰接在所述固定座上的所有所述安装板到圆台体中心轴线的距离,来实现调整所有刀片所在圆的半径大小来适配加工不同孔径的座圈孔,而且只需调整圆台体的高度就能够实现该气缸盖座圈孔加工刀具的半径大小来加工不同孔径的座圈孔,使用时较为简单和方便,当对不同孔径的座圈孔加工时,无需更换刀具,从而提高了加工效率。
19.本实用新型的其他特征和优点将在随后的具体实施方式部分予以详细说明;而且本实用新型中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
20.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
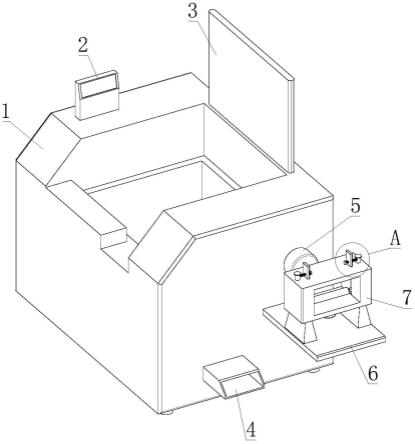
21.图1是本实用新型的一种优选的实施方式中提供的气缸盖座圈孔加工刀具的结构示意图;
22.图2是本实用新型的一种优选的实施方式中提供的气缸盖座圈孔加工刀具的内部结构示意图;
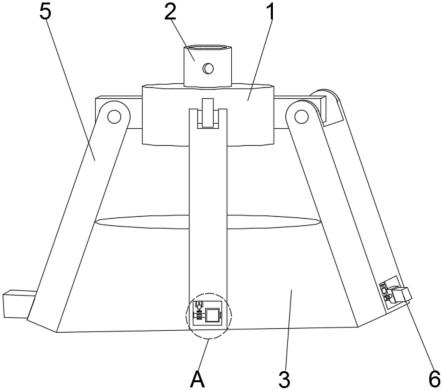
23.图3是是本实用新型的一种优选的实施方式中提供的气缸盖座圈孔加工刀具的结构俯视图;
24.图4是图1中局部a的结构放大示意图;
25.图5是本实用新型的一种优选的实施方式中提供的气缸盖座圈孔加工刀具的锁止机构的结构示意侧视图。
26.附图标记说明
27.1固定座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2连接座
28.3圆台体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
401调节螺杆
29.402调节螺纹套筒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5安装板
30.6刀片
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
7导向滑槽
31.8导向滑块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
9安装凹槽
32.10转轴
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
11刀座
33.12锁止机构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1201锁止齿轮
34.1202锁紧导向套筒
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1203t型锁止杆
35.1204锁止螺杆
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
1205锁止条
36.1206锁止弹簧
具体实施方式
37.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
38.如图1-5所示,本实用新型提供的一种气缸盖座圈孔加工刀具,所述气缸盖座圈孔加工刀具包括:固定座1、圆台体3、安装板5和刀片6;
39.所述圆台体3平行且在纵向方向可升降地设置在所述固定座1的正下方,且所述固定座1的侧壁至少等间距铰接有两块所述安装板5,所述安装板5的底端一侧可滑动设置在所述圆台体3的侧壁上,其底端背向所述圆台体3的另一侧水平设置有刀片6。
40.在上述方案中,通过竖直升降所述圆台体3使固定座1上的所有所述的安装板5同时向外伸张或向内缩合,来调整铰接在所述固定座1上的所有所述安装板5到圆台体3中心轴线的距离,以改变安装板5上的刀片6到所述圆台体3中心轴的距离,安装板5上的刀片6到所述圆台体3的中心轴之间的距离也就是所有安装板5上的所述刀片6所在圆的半径(其圆心位于所述圆台体3的中心轴线上),因此,通过调整铰接在所述固定座1上的所有所述安装板5到圆台体3中心轴线的距离,来实现调整所有刀片6所在圆的半径大小来适配加工不同孔径的座圈孔,而且只需调整圆台体3的高度就能够实现该气缸盖座圈孔加工刀具的半径大小来加工不同孔径的座圈孔,使用时较为简单和方便,当对不同孔径的座圈孔加工时,无需更换刀具,提高了加工效率。
41.在本实用新型的一种优选的实施方式中,所述气缸盖座圈孔加工刀具还包括:伸缩件,所述伸缩件的顶端固定在所述固定座1下表面的中心处,其底部固定在所述圆台体3上表面的中心处,以驱动圆台体3沿着竖直方向升降。
42.在本实用新型的一种优选的实施方式中,所述伸缩件包括:调节螺杆401 和调节螺纹套筒402;其中,
43.所述调节螺纹套筒402的顶端固定在所述固定座1下表面的中心处,其底端设置有与其内腔相连通的第一螺纹孔,所述调节螺杆401与所述第一螺纹孔螺纹连接,且其顶端部分竖直伸入至所述调节螺纹套筒402内,其底端可转动地设置在所述圆台体3上表面的中心处。
44.在上述方案中,采用调节螺杆401和调节螺纹套筒402的配合,来驱使圆台体3的升
降,使调节圆台体3的调节结构更加简单,调节更方便快捷。
45.在本实用新型的一种优选的实施方式中,所述安装板5底部靠近所述圆台体3的一侧固定有导向滑块8,所述3的侧壁部分向内凹陷形成与所述导向滑块8一一对应且适配的导向滑槽7。
46.在上述方案中,通过导向滑块8和导向滑槽7的配合下,当所述圆台体 3在升降的过程中,防止安装板5及其上的刀片6发生偏移。
47.在本实用新型的一种优选的实施方式中,所述气缸盖座圈孔加工刀具还包括:刀座11,所述安装板5底端背对所述圆台体3的一侧固定有刀座11,所述刀片6可拆卸式地设置在所述刀座11上。
48.在上述方案中,采用可拆卸式的方式将刀片6设置在安装板5上,方便对长期使用后磨损的刀片6进行更换。
49.在本实用新型的一种优选的实施方式中,所述刀片6通过螺钉或螺栓固定在所述刀座11上。
50.在本实用新型的一种优选的实施方式中,所述刀座11可转动地设置在所述安装板5上,以调整所述刀片6的角度。
51.在上述方案中,在加工座圈孔前,可以调整刀片6与圆台体3的角度,使刀片6的角度与所述圆台体3的中心轴线相垂直,这样使得在对座圈孔加工时,使刀片6与待加工孔的内壁垂直,使得加工效果更好。
52.在本实用新型的一种优选的实施方式中,所述气缸盖座圈孔加工刀具还包括用于锁止所述刀座11的锁止机构12;
53.所述锁止机构12包括:锁止齿轮1201、锁紧导向套筒1202、t型锁止杆1203、锁止螺杆1204、锁止条1205和锁止弹簧1206;其中,
54.所述安装板5的底端背对所述圆台体3的一侧部分向内凹陷形成安装凹槽9,所述安装凹槽9内可转动地设置有转轴10,所述刀座11和锁止齿轮 1201分别固定套装在所述转轴10上,所述安装凹槽9的顶部间隔且竖直设置有锁紧导向套筒1202,所述锁紧导向套筒1202的顶端贯穿设置有与其内腔连通的第二螺纹孔,其底端贯穿设置有与其内腔连通的通孔,所述t型锁止杆1203竖直设置,其上端通过通孔伸入至内腔中,且上端的两侧分别可沿竖直方向滑动地设置在内腔的侧壁上,其下端水平固定设置有与所述锁止齿轮1201相适配的锁止条1205,锁止螺杆1204的下端螺纹式穿过所述第二螺纹孔伸入至内腔中,且抵靠在t型锁止杆1203的顶部,所述锁止弹簧1206 套接在所述t型锁止杆1203的中部,且锁止弹簧1206的下端固定在所述内腔的底部,其上端固定在所述t型锁止杆1203的顶部。
55.在上述方案中,当需要调整刀片6的角度时,转动锁止螺杆1204转动,使其螺纹式沿所述锁止套筒1202上升,而t型锁止杆1203在被压缩后的锁止弹簧1206的作用下沿所述锁止套筒1202上升,同时带动锁止条1205上升,使其与锁止齿轮1201分离,从而完成解锁操作,随后转动转轴10带动锁止齿轮1201、刀座11及其上的刀片6转动至调整至所需的角度后,通过旋转锁止螺杆1204转动,使其螺纹式在锁止套筒1202内向下移动并推动t 型锁止杆1203向下移动,同时并压缩锁止弹簧1206,而t型锁止杆1203 向下移动的过程中带动锁止条1205下降至于所述锁止齿轮1201上的齿啮合在一起,从而完成锁止操作。
56.在本实用新型的一种优选的实施方式中,所述固定座1上表面的中心处固定设置
有连接座2,所述连接座2与钻机连接,所述钻机为现有技术在此不会再赘述。
57.综上,该气缸盖座圈孔加工刀具克服现有技术只能加工半径一定的孔,对于不同半径需求的气缸盖座圈孔,只能更换不同的刀具,这样不仅限制了刀具的适用范围,且降低了加工效率的问题。
58.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
59.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
60.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。