1.本发明涉及剪刀片领域,具体涉及一种羊毛剪刀片粉末冶金注射成形工艺。
背景技术:
2.羊毛剪刀片是安装在电动羊毛剪上的剪切部件,现有羊毛剪刀片均是采用原材料机加工制作而成,制作工序复杂,费时费力,不利于大批量生产,且机加工只能制作一些外观结构较简单的,款式单一。
3.金属粉末冶金注射成形(mim)是一种新型粉末冶金近净成形技术。首先是要选取符合要求的金属粉末和粘结剂,然后在一定的温度下采用适当的方法将粉末和粘结剂混炼成均匀的注射成形喂料,经制粒后在注射成形机上注射成形,获得的生坯经过脱脂处理后烧结致密化成为最终产品。其粘结剂为其技术核心,粘结剂的组成与脱除是mim的关键技术。一部mim发展历史也是粘结剂的设计、加入、脱除技术的革新史。在mim中,粘结剂具有两个基本功能:增强流动,维持形状。目前采用的粘结剂包括热塑性粘结剂、热固性粘结剂、凝胶体系等,并开发了热脱脂、溶剂脱脂、虹吸脱脂、催化脱脂等多种脱脂方法。
4.注射成形工序是mim生产工艺中关键一环。与塑料注塑成形类似,通过注射成形机将喂料粒子熔化成熔融状态,注射到模具型腔中,形成注射坯。注射工艺的合理性直接影响到注射坯的密度是否均匀、注射坯是否存在内应力,从而对产品的最终尺寸均匀性与变形产生直接影响。
5.催化脱脂法是目前国内金属注射成型厂商最常采用的一种催化脱脂方法。其粘接剂主要成分是聚甲醛树脂,由于聚甲醛树脂的固有的化学结构,粘接剂直接被催化气相分解。聚甲醛树脂链的特点是重复的碳-氧键。聚合物链的氧原子对酸的作用很敏感,当暴露在合适的酸催化剂中时,化学反应将引起大分子分裂成ch2o(甲醛)单元。小的甲醛气体分子(沸点-21℃)可以很容易的通过已形成的零件的多孔性外层溢出,而不会破坏粉末颗粒堆积结构。此时,粘接剂仍是非常坚固的,使零件在脱脂是具有延续的坚硬性,避免任何塑性变形,可得到较好的公差。脱脂时不出现液相,避免了mim产品容易发生变形和尺寸精度控制困难的弱点,是mim产业的一个重大突破,并且由于是催化脱脂,大大缩短了脱脂时间,从而降低了成本,并能生产较大尺寸的mim零部件。
6.烧结工序最mim工艺技术中唯一实现材料致密化的一道工序。烧结工艺对材料能否实现最优的性能起着至关重要的作用。采用惰性气体分压烧结技术控制真空烧结炉内的真空度使得产品在烧结过程中保持真空度的稳定,保护材料中的合金元素不被氧化与蒸发,从而顺利形成结晶相,实现产品获得最优的性能。
技术实现要素:
7.本发明所要解决的技术问题是提供一种羊毛剪刀片粉末冶金注射成形工艺,可使外观结构更加复杂化,形式更为新颖;原材料一次利用率高,有利于降低生产成本与能源消耗。生产的产品硬度更高,耐磨性更好,精度可控性高,提高整体生产效率,可以实现大批量
生产。
8.本发明解决技术问题所采用的技术方案是:一种羊毛剪刀片粉末冶金注射成形工艺,包括如下步骤,一、粉末与粘结剂的选择:采用不锈钢粉末,所述粘结剂包括如下重量份数的组分:聚甲醛树脂75-90份,高密度聚乙烯3-10份,eva1-5份,石蜡1-5份和硬脂酸1-5份;所述不锈钢粉末与粘结剂的比例为8.7~9.3:0.7-1.3;二、混炼制粒:将不锈钢粉末与粘结剂的混匀物料放入密炼机中,加热到170-200℃后混炼均匀,并挤出制粒成喂料;三、注射成形:将喂料加入注射成形机中,在170-200℃的温度下注射到羊毛剪刀片注射成形模具的型腔中,形成羊毛剪注射成形生坯;四、催化脱脂:采用催化脱脂炉对羊毛剪刀片注射生坯进行脱脂,去除生坯中的聚甲醛树脂,脱脂温度110-140℃,脱脂时间5-10小时;五、烧结:在真空状态下通入惰性气体对脱脂后的羊毛剪刀片坯体进行分压烧结,获得致密化的羊毛剪刀片。烧结温度1240-1280℃,保温时间1-4小时,真空度10-40kpa;六、热处理:采用热处理炉,对烧结致密化的羊毛剪刀片进行热处理,温度1000-1100℃,产品硬度58-63hrc;七、磨床粗磨:采用平面磨床,对热处理后的羊毛剪进行粗磨加工,去除烧结支撑面;八、抛光:采用抛光研磨机,对羊毛剪刀片进行抛光,去除分型面毛刺以及形成齿尖r角;九、表面喷砂处理:采用喷砂机,对羊毛剪进行表面喷砂,使得羊毛剪表面色泽均匀;十、精磨开刃:采用精密磨床,对羊毛剪刀片刃口进行精磨;十一、清洗:采用超声波清洗机对精磨开齿后的羊毛剪刀片进行清洗,去除表面污渍;十二、防锈处理(钝化):对清洗后的羊毛剪刀片进行钝化处理,使得产品表面形成一层致密的钝化膜。
9.作为一种优选,所述不锈钢粉末占混匀物料重量的90.1-91.5%。
10.作为进一步的改进,所述的粘结剂还包括pets 1-3份。
11.作为一种优选,所述步骤一中,粉末度采用440c不锈钢粉末,d90<23μm,碳含量1.2-2.0%。
12.作为一种优选,所述步骤五中,烧结温度为1255-1275℃,保温时间2-3小时,真空度10-30kpa。
13.作为一种优选,所述步骤六中采用网带热处理炉对羊毛剪刀片进行热处理。
14.本发明的有益效果是: 与传统机加工产品相比:1.外观结构更加复杂化,形式更为新颖;2.材料硬度更高,耐磨性更好,3.生产效率大幅提升,可以实现大批量生产,4.原材料一次利用率高,有利于降低生产成本与能源消耗。5.精度可控性高,尺寸精度可以达到
±
3%。
附图说明
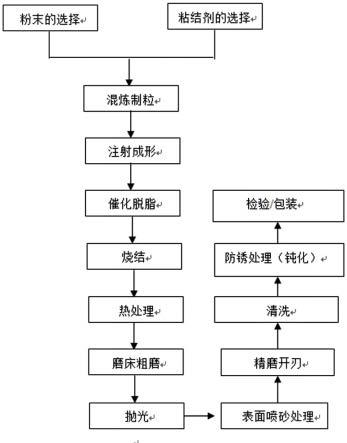
15.图1为本发明实施例的流程图。
16.下面结合附图对本发明做进一步说明。
具体实施方式
17.实施例1:如附图1所示, 一种羊毛剪刀片粉末冶金注射成形工艺,包括如下步骤,一、粉末与粘结剂的选择:采用不锈钢粉末,所述粘结剂包括如下重量份数的组分:聚甲醛树脂80份,高密度聚乙烯8份,eva3份,石蜡4份和硬脂酸5份;所述不锈钢粉末与粘结剂的比例为9.1:0.9;二、混炼制粒:将不锈钢粉末与粘结剂的混匀物料放入密炼机中,加热到180℃左右后混炼均匀,并挤出制粒成喂料;三、注射成形:将喂料加入注射成形机中,在180℃左右的温度下注射到羊毛剪刀片注射成形模具的型腔中,形成羊毛剪注射成形生坯;四、催化脱脂:采用催化脱脂炉对羊毛剪刀片注射生坯进行脱脂,去除生坯中的聚甲醛树脂,脱脂温度120℃左右,脱脂时间8小时;五、烧结:在真空状态下通入惰性气体对脱脂后的羊毛剪刀片坯体进行分压烧结,获得致密化的羊毛剪刀片。烧结温度1260℃左右,保温时间2小时,真空度10-40kpa;六、热处理:采用热处理炉,对烧结致密化的羊毛剪刀片进行热处理,温度1070℃,产品硬度58-63hrc;七、磨床粗磨:采用平面磨床,对热处理后的羊毛剪进行粗磨加工,去除烧结支撑面;八、抛光:采用抛光研磨机,对羊毛剪刀片进行抛光,去除分型面毛刺以及形成齿尖r角;九、表面喷砂处理:采用喷砂机,对羊毛剪进行表面喷砂,使得羊毛剪表面色泽均匀;十、精磨开刃:采用精密磨床,对羊毛剪刀片刃口进行精磨;十一、清洗:采用超声波清洗机对精磨开齿后的羊毛剪刀片进行清洗,去除表面污渍;十二、防锈处理(钝化):对清洗后的羊毛剪刀片进行钝化处理,使得产品表面形成一层致密的钝化膜。
18.十三、最后进行包装。
19.其中,所述步骤一中,粉末度采用440c不锈钢粉末,d90<23μm,碳含量1.2-2.0%。所述步骤五中,烧结温度为1260℃,保温时间2.5小时,真空度10-30kpa。所述步骤六中采用网带热处理炉对羊毛剪刀片进行热处理。
20.实施例2:另一种羊毛剪刀片粉末冶金注射成形工艺,包括如下步骤,一、粉末与粘结剂的选择:采用不锈钢粉末,所述粘结剂包括如下重量份数的组分:聚甲醛树脂82份,高密度聚乙烯5份,eva2份,石蜡5份和硬脂酸4份,pets 2份;所述不锈钢粉末与粘结剂的比例为9.15:0.85;二、混炼制粒:将不锈钢粉末与粘结剂的混匀物料放入密炼机中,加热到190℃左
右后混炼均匀,并挤出制粒成喂料;三、注射成形:将喂料加入注射成形机中,在190℃左右的温度下注射到羊毛剪刀片注射成形模具的型腔中,形成羊毛剪注射成形生坯;四、催化脱脂:采用催化脱脂炉对羊毛剪刀片注射生坯进行脱脂,去除生坯中的聚甲醛树脂,脱脂温度110℃左右,脱脂时间7小时;五、烧结:在真空状态下通入惰性气体对脱脂后的羊毛剪刀片坯体进行分压烧结,获得致密化的羊毛剪刀片。烧结温度1260℃左右,保温时间3小时,真空度10-40kpa;六、热处理:采用热处理炉,对烧结致密化的羊毛剪刀片进行热处理,温度1080℃,产品硬度58-63hrc;七、磨床粗磨:采用平面磨床,对热处理后的羊毛剪进行粗磨加工,去除烧结支撑面;八、抛光:采用抛光研磨机,对羊毛剪刀片进行抛光,去除分型面毛刺以及形成齿尖r角;九、表面喷砂处理:采用喷砂机,对羊毛剪进行表面喷砂,使得羊毛剪表面色泽均匀;十、精磨开刃:采用精密磨床,对羊毛剪刀片刃口进行精磨;十一、清洗:采用超声波清洗机对精磨开齿后的羊毛剪刀片进行清洗,去除表面污渍;十二、防锈处理(钝化):对清洗后的羊毛剪刀片进行钝化处理,使得产品表面形成一层致密的钝化膜。
21.十三、最后进行包装。其它与实施例1相同。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。