1.本发明涉及玻璃加工技术领域,特别是涉及一种玻璃画线加工设备。
背景技术:
2.随着电子、建筑、装修设计等产业的发展,使用玻璃的需求也不断增加。而针对不同的使用场景和位置等环境因素以及设计因素影响,对玻璃使用大小的需求也不相同。
3.在电子技术领域中,液晶玻璃通常用作电子设备的显示器使用。通常液晶玻璃包括四条为透明状窄边,当应用与无边框显示器的场景时,设备无法将透明窄边遮住,因此需对窄边用黑色油漆笔进行画线加工,用来遮蔽透明窄边。而现有对玻璃画线加工方式主要采用人工画线。通过人工进行画线的方式不仅容易出现画线不正确、画线精度低等问题,而且而且画线效率低。因此,现有人工画线的方式以及不能够满足现有玻璃进行批量画线的要求。
技术实现要素:
4.本发明所要解决的技术问题是:提供一种玻璃画线加工设备,自动实现玻璃的批量画线,提高玻璃生产效率。
5.为了解决上述技术问题,本发明采用的技术方案为:
6.一种玻璃画线加工设备,包括进料模组、抓取模组、画线加工模组和出料模组;
7.所述进料模组设置于所述抓取模组的第一侧;
8.所述画线加工模组设置于所述抓取模组的第二侧;
9.所述抓取模组的所述第一侧与所述第二侧相邻;
10.所述出料模组设置于所述进料模组靠近所述画线加工模组的一侧。
11.本发明的有益效果在于:通过抓取模组、进料模组、画线加工模组和出料模组组成玻璃画线加工设备,且进料模组和画线加工模组分别设置于抓取模组相邻的两侧,出料模组设置于进料模组靠近画线加工模组的一侧,使得抓取模组、进料模组、画线加工模组和出料模组构成头尾相邻的流水线,相比于线形流水线模组之间的配合更加紧凑,通过抓取模组自动抓取进料模组上的待画线玻璃后,将待画线玻璃放置在画线加工模组上进行画线操作,再通过抓取模组将完成画线的玻璃放置在出料模组并流出,从而通过依次设置进料模组、抓取模组、画线加工模组和出料模组实现对待画线玻璃自动化生产,提高玻璃生产效率。
附图说明
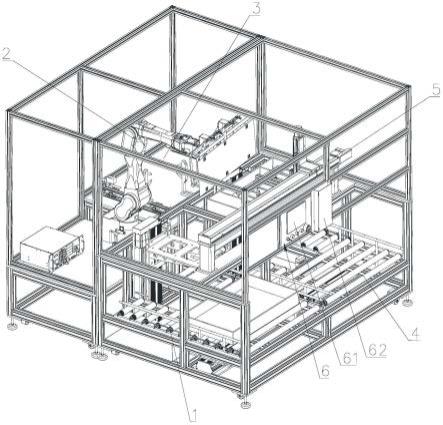
12.图1为本发明实施例中的一种玻璃画线加工设备的结构示意图;
13.图2为本发明实施例中的一种玻璃画线加工设备的抓取模组的结构示意图;
14.图3为本发明实施例中的一种玻璃画线加工设备的第一吸取组件的结构示意图;
15.图4为本发明实施例中的一种玻璃画线加工设备的进料模组以及出料模组的结构
示意图;
16.图5为本发明实施例中的一种玻璃画线加工设备的搬运模组的结构示意图;
17.图6为本发明实施例中的一种玻璃画线加工设备的画线加工模组的结构示意图;
18.标号说明
19.1、进料模组;11、升降组件;12、第二机架;13、滚筒;2、抓取模组;21、机械臂组件;22、第一吸取组件;221、吸取架;222、第一吸取件;223、第二吸取件;23、第一机架;3、画线加工模组;31、纵滑台;32、横滑台;33、画笔;34、工作台;35、电荷耦合组件对位器;4、出料模组;41、阻挡件;5、搬运模组;51、第二吸取组件;52、第一滑台;53、第二滑台;6、控制组件;61、面板;62、控制器。
具体实施方式
20.为详细说明本发明的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
21.请参照图1,一种玻璃画线加工设备,包括进料模组、抓取模组、画线加工模组和出料模组;
22.所述进料模组设置于所述抓取模组的第一侧;
23.所述画线加工模组设置于所述抓取模组的第二侧;
24.所述抓取模组的所述第一侧与所述第二侧相邻;
25.所述出料模组设置于所述进料模组靠近所述画线加工模组的一侧。
26.由上述描述可知,本发明的有益效果在于:通过抓取模组、进料模组、画线加工模组和出料模组组成玻璃画线加工设备,且进料模组和画线加工模组分别设置于抓取模组相邻的两侧,出料模组设置于进料模组靠近画线加工模组的一侧,使得抓取模组、进料模组、画线加工模组和出料模组构成头尾相邻的流水线,相比于线形流水线模组之间的配合更加紧凑,通过抓取模组自动抓取进料模组上的待画线玻璃后,将待画线玻璃放置在画线加工模组上进行画线操作,再通过抓取模组将完成画线的玻璃放置在出料模组并流出,从而通过依次设置进料模组、抓取模组、画线加工模组和出料模组实现对待画线玻璃自动化生产,提高玻璃生产效率。
27.进一步地,所述抓取模组包括机械臂组件、第一吸取组件和第一机架;
28.所述第一机架的第一侧靠近所述进料模组,所述第一机架的第二侧靠近所述画线加工模组;
29.所述机械臂组件的一端设置于所述第一机架上,所述机械臂组件的另一端与所述第一吸取组件连接。
30.由上述描述可知,通过设置机械臂组件、第一吸取组件和第一机架,将机械臂组件的一端设置在第一机架上,另一端与第一吸取组件连接,通过机械臂自由的控制第一吸取组件进行移动、旋转等操作,灵活地实现对待画线玻璃的位置进行变化。
31.进一步地,所述第一吸取组件包括吸取架、第一吸取件和第二吸取件;
32.所述吸取架的一侧与所述机械臂组件远离所述第一机架的一端连接;
33.所述第一吸取件和第二吸取件均设置于所述吸取架远离所述机械臂组件的一侧。
34.由上述描述可知,通过吸取架、第一吸取件和第二吸取件构成吸取架,从而能够通
过第一吸取件将待画线玻璃牢固的吸附,通过第二吸取件将待画线玻璃板上的pcb吸附,提高吸取架对待画线玻璃整体结构的吸附力,避免出现玻璃滑落等情况。
35.进一步地,所述进料模组包括升降组件、第二机架以及多组滚筒;
36.所述第二机架的第一侧靠近所述抓取模组,所述第二机架的第二侧靠近所述出料模组;
37.多组所述滚筒架设在所述第二机架上,且呈“凹”形排布;
38.所述升降组件设置于所述第二机架靠近所述抓取模组的一侧,且位于多组所述滚筒形成的凹部内。
39.由上述描述可知,通过升降组件、第二机架以及多组滚筒构成进料模组,且升降组件设置于多组滚筒形成的凹部内,使得在上料过程中,玻璃沿滚筒平坦的一侧向凸出的一侧移动并到达凹部时,升降组件感应到玻璃已经就位后,再将玻璃抬升至与第一机架对应的高度,实现玻璃的自动上料。
40.进一步地,所述第二机架远离所述滚筒的一侧设有搬运模组;
41.所述搬运模组包括第二吸取组件、第一滑台和第二滑台;
42.所述第一滑台设置于所述第二机架上;
43.所述第二滑台的一侧与所述第一滑台可滑动连接;
44.所述第二滑台远离所述第一滑台的一侧与所述第二吸取组件可滑动连接。
45.由上述描述可知,通过在出料模组与进料模组的上方设置有搬运模组,且搬运模组包括第二吸取组件、第一滑台和第二滑台,使得当抓取模组吸取待画线玻璃后,第二吸取组件能够自由地沿第一滑台和第二滑台的方向上移动,从而能够通过第二吸取组件将隔离膜、泡沫箱等物件搬运到出料模组,更加方便待画线玻璃的画线以及出料。
46.进一步地,所述出料模组与所述进料模组具有相同的结构。
47.由上述描述可知,将出料模组设置为与进料模组相同的结构,使得出料模组也具有物料升降功能,从而能够将完成画线的玻璃下降至出料模组的滚轮上,并出料。
48.进一步地,所述出料模组设置有阻挡件;
49.所述阻挡件设置在所述滚筒与所述升降组件之间,且沿所述滚筒传输方向。
50.由上述描述可知,通过在沿所述滚筒传输方向设置阻挡件,从而能够利用阻挡件控制玻璃出料的速度,或控制玻璃装满一个泡沫箱后再出料。
51.进一步地,还包括控制组件;
52.所述控制组件包括面板和控制器;
53.所述控制器分别与所述面板、进料模组、抓取模组、画线加工模组和出料模组连接。
54.由上述描述可知,通过由面板和控制器组成控制组件,并且将控制器分别与所述面板、进料模组、抓取模组、画线加工模组和出料模组连接,从而能够通过面板进行控制指令的输入以及指令的调整,再通过控制器对进料模组、抓取模组、画线加工模组和出料模组进行控制,实现上料、取料、画线下料的自动化操作,提高玻璃加工效率。
55.进一步地,所述画线加工模组包括两组纵滑台、一组横滑台、画笔和工作台;
56.所述横滑台设置于所述工作台上的第一侧边;
57.两组所述纵滑台相对设置,且分别设置于所述工作台上的第二侧边和第三侧边;
58.所述工作台上的第二侧边和第三侧边与所述工作台上的第一侧边相邻;
59.所述画笔可滑动地分别设置所述横滑台以及两组所述纵滑台上。
60.由上述描述可知,通过两组纵滑台、一组横滑台、画笔和工作台组成画线加工模组,使得当待画线的玻璃设置在工作台上时,三个滑台上的画笔与滑台配合能够依次或同时对玻璃进行画线,提高画线的效率。
61.进一步地,还包括电荷耦合组件对位器;
62.所述电荷耦合组件对位器设置于所述工作台远离所述横滑台的一侧。
63.由上述描述可知,通过在工作台远离横滑台的一侧设置电荷耦合组件对位器,通过电荷耦合组件对位器对工作台上的玻璃进行定位,使得画笔能够精确定位玻璃上待画线的区域,并对玻璃进行画线,提高玻璃画线的精确度。
64.本发明上玻璃画线加工设备能够适多种不同类型显示器玻璃的画线加工,以下通过具体实施方式进行说明:
65.实施例一
66.请参照图1,一种玻璃画线加工设备,包括进料模组1、抓取模组2、画线加工模组3、出料模组4、搬运模组5以及控制组件6;
67.所述进料模组1设置于所述抓取模组2的第一侧;所述画线加工模组3设置于所述抓取模组2的第二侧;所述抓取模组2的所述第一侧与所述第二侧相邻;所述出料模组4设置于所述进料模组1靠近所述画线加工模组3的一侧;所述进料模组1与所述出料模组4上设置有所述搬运模组5;所述控制组件6包括面板61和控制器62;所述控制器62分别与所述面板61、进料模组1、抓取模组2、画线加工模组3和出料模组4连接;通过所述面板61输入对所述进料模组1、抓取模组2、画线加工模组3和出料模组4的控制指令,再通过控制器62将根据对应的控制指令控制所述进料模组1、抓取模组2、画线加工模组3和出料模组4执行对应的操作;所述面板61上包括启动按钮、停止按钮、急停按钮和复位按钮等功能性的按钮,控制整个设备的运作;所述进料模组1、抓取模组2、画线加工模组3、出料模组4、搬运模组5以及控制组件6均设置在机架上,具体的:
68.请参照图2,所述抓取模组2包括机械臂组件21、第一吸取组件22和第一机架23;所述第一机架23的第一侧靠近所述进料模组1,所述第一机架23的第二侧靠近所述画线加工模组3;所述机械臂组件21的一端设置于所述第一机架23上,所述机械臂组件21的另一端与所述第一吸取组件22连接;在一可选的实施方式中,所述机械臂组件21的型号为c12-a1401;
69.请参照图3,所述第一吸取组件22包括吸取架221、第一吸取件222和第二吸取件223;所述吸取架221的一侧与所述机械臂组件21远离所述第一机架23的一端连接;所述第一吸取件222和第二吸取件223均设置于所述吸取架221远离所述机械臂组件21的一侧;在一个可选的实施方式中,所述第一吸取件222包括吸盘、气动元件以及吸铁石等元件构成,用于吸取待画线的液晶玻璃;其中,包括六组所述第一吸取件222,六组所述第一吸取件222均匀地设置在所述吸取架221的两侧;所述第二吸取组件51为机械手真空吸盘,用于吸取液晶玻璃上的pcb,在一个可选的实施方式中,所述第二吸取组件51的型号为j-wet11-d15;包括四组所述第二吸取组件51,每一所述第二吸取组件51设置在一组滑槽内,即所述第二吸取组件51可根据玻璃上pcb的位置,调整其在所述吸取架221上的位置;所述吸取架221上设
置有红外传感器,用于判断是否吸取到玻璃以及以及测距;
70.请参照图1和图4,所述进料模组1包括升降组件11、第二机架12以及多组滚筒13;所述第二机架12的第一侧靠近所述抓取模组2,所述第二机架12的第二侧靠近所述出料模组4;多组所述滚筒13架设在所述第二机架12上,且呈“凹”形排布;所述升降组件11设置于所述第二机架12靠近所述抓取模组2的一侧,且位于多组所述滚筒13形成的“凹”形的凹部内;所述滚筒13以及升降组件11通过电机等驱动组件控制,实现所述滚筒13的滚动以及所述升降组件11的升降;其中,在一个可选的实施方式中,所述出料模组4与所述进料模组1具有相同的结构;在一个可选的实施方式中,所述出料模组4设置有阻挡件41;所述阻挡件41设置在所述滚筒13与所述升降组件11之间,且沿所述滚筒13传输方向;
71.请参照图1和图5,所述第二机架12远离所述滚筒13的一侧设有搬运模组5;所述搬运模组5包括第二吸取组件51、第一滑台52和第二滑台53;所述第一滑台52设置于所述第二机架12上;所述第二滑台53的一侧与所述第一滑台52可滑动连接;所述第二滑台53远离所述第一滑台52的一侧与所述第二吸取组件51可滑动连接;其中,在一个可选的实施方式中,所述第二吸取组件51与所述第一吸取组件22具有相同的结构;或所述第二吸取组件51仅包括吸取架221以及第一吸取件222的结构;
72.请参照图1和图6,所述画线加工模组3包括两组纵滑台31、一组横滑台32、画笔33、工作台34和电荷耦合组件(charge-coupled device,ccd)对位器;
73.所述横滑台32设置于所述工作台34上的第一侧边;两组所述纵滑台31相对设置,且分别设置于所述工作台34上的第二侧边和第三侧边;所述工作台34上的第二侧边和第三侧边与所述工作台34上的第一侧边相邻;所述画笔33可滑动地分别设置所述横滑台32以及两组所述纵滑台31上;所述电荷耦合组件对位器35设置于所述工作台34远离所述横滑台32的一侧;
74.所述玻璃画线加工设备具体工作步骤如下:
75.s1、通过人工搬运整箱玻璃至所述进料模组1,或通过滚筒等传输装置将玻璃传输至所述进料模组1;
76.s2、所述滚筒13将装有玻璃的泡沫箱输送至所述升降组件11后,所述升降组件11将泡沫箱抬升;
77.s3、控制所述机械臂组件21向泡沫箱移动,并通过所述第一吸取组件22吸取泡沫箱中的玻璃;同时,所述搬运模组5通过第二吸取组件51、第一滑台;52以及第二滑台53的配合将泡沫箱中的隔离棉吸出,并运送至出料模组4;
78.s4、控制所述机械臂组件21向所述画线加工模组3移动,通过所述电荷耦合组件对位器35对所述机械臂组件21上的玻璃进行对位;
79.s5、完成对位后,控制所述工作台34上的所述纵滑台31以及横滑台32带动所述画笔33在玻璃上进行自动画线;
80.s6、控制所述机械臂组件21向所述出料模组4移动,并将完成画线的玻璃放置在所述出料模组4的所述升降组件11上,所述升降组件11执行下降操作,将完成画线的玻璃通过所述滚筒13输出;当完成画线的玻璃装满一个泡沫箱后,控制所述阻挡件避让,使得泡沫箱通过所述滚筒13输出;而后所述搬运模组5将进料模组1上的空泡沫箱搬运至出料模组4输出,用于一组玻璃的放置。
81.综上所述,本发明提供的一种玻璃画线加工设备,通过抓取模组、进料模组、画线加工模组和出料模组组成玻璃画线加工设备,且进料模组和画线加工模组分别设置于抓取模组相邻的两侧,出料模组设置于进料模组靠近画线加工模组的一侧,使得抓取模组、进料模组、画线加工模组和出料模组构成头尾相邻的流水线,相比于线形流水线模组之间的配合更加紧凑,通过抓取模组自动抓取进料模组上的待画线玻璃后,将待画线玻璃放置在画线加工模组上进行画线操作,再通过抓取模组将完成画线的玻璃放置在出料模组并流出,从而通过依次设置进料模组、抓取模组、画线加工模组和出料模组实现对待画线玻璃自动化生产,提高玻璃生产效率;并且,通过在进料模组以及出料模组上设置阻挡件,保证玻璃进料和出料能够有序进行;并在抓取模组以及搬运模组中设置多组吸取组件分别用于吸取玻璃、pcb、隔离棉以及泡沫箱等物品,实现各个物件高效且有序的分离。
82.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。