1.本发明涉及电子标签技术领域,具体涉及耐高温电子标签的制作方法。
背景技术:
2.目前电子标签已广泛应用在产品防伪、产品生产流水线管理、仓储管理、资产管理、电力、铁路、交通、物流和医疗等各个领域,通过获取电子标签的数据来实现产品的可追溯化。
3.常用的电子标签大多是在基材板的表面布置天线和焊接射频识别芯片,如果射频识别芯片是贴片封装,则会在基材板的表面设置贴片焊盘;然后使用胶水对基材板进行封装,使最后制作的电子标签具有一定的耐高温性。而这种结构的电子标签在持续位于高温环境例如针对于汽车、高铁、造船和飞机制造等重工业存在的恶劣环境的物流仓储、工业产线重资产管理、生产环节及产品生命周期跟踪等场景中时,由于温度多达200度以上,封装用的胶水很容易变成液态,基材板上焊接射频识别芯片的焊盘会被融化,再加上射频识别芯片只焊接在基材板的表面,缺少定位或者限位措施,最终液态胶水的流动性会带动射频识别芯片远离最初的焊接位置,进而影响电子标签的性能。
技术实现要素:
4.鉴于背景技术的不足,本发明是提供了耐高温电子标签的制作方法,所要解决的技术问题是现有电子标签的耐高温性能较差,当现有电子标签应用持续应用在200度以上的高温环境中时,电子标签的射频芯片容易偏离最初的焊接位置,影响了电子标签的性能。
5.为解决以上技术问题,本发明提供了如下技术方案:耐高温电子标签的制作方法,包括以下步骤:
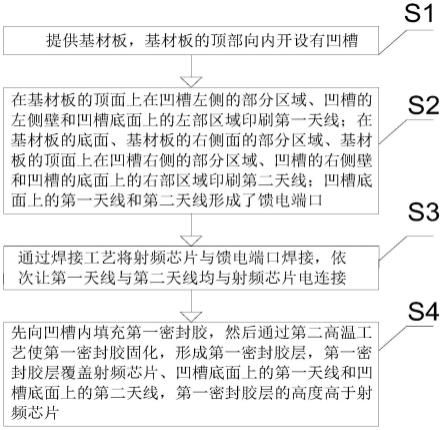
6.s1:提供基材板,所述基材板的顶部向内开设有凹槽;
7.s2:在所述基材板的顶面上在所述凹槽左侧的部分区域、所述凹槽的左侧壁和所述凹槽底面上的左部区域印刷第一天线;在所述基材板的底面、所述基材板的右侧面的部分区域、所述基材板的顶面上在所述凹槽右侧的部分区域、所述凹槽的右侧壁和所述凹槽的底面上的右部区域印刷第二天线;所述凹槽底面上的第一天线和第二天线形成了馈电端口;
8.s3:通过焊接工艺将射频芯片与所述馈电端口焊接,以此让第一天线与第二天线均与所述射频芯片电连接;
9.s4:先向所述凹槽内填充第一密封胶,然后将第一密封胶固化形成第一密封胶层,所述第一密封胶层覆盖所述射频芯片、凹槽底面上的第一天线和凹槽底面上的第二天线,所述第一密封胶层的高度高于所述射频芯片。
10.作为进一步的技术方案,本发明还包括以下步骤:
11.s5:提供底盖,所述底盖的顶面向内开设有第一凹槽,所述第一凹槽的底面向内开设有第二凹槽;
12.s6:先将制作完第一密封胶层的基材板放入到第二凹槽中,然后向第二凹槽中填充第二密封胶,最后将第二密封胶固化形成第二密封胶层;
13.s7:先向第一凹槽内填充第三密封胶,然后将第三密封胶固化形成第三密封胶层;
14.s8:提供顶盖,将顶盖与底盖密封连接。
15.更进一步地,所述第一密封胶层的熔点大于第二密封胶层的熔点,所述第二密封胶层的熔点大于第三密封胶层的熔点。
16.更进一步地,所述第三密封胶层的熔点大于230度。
17.更进一步地,在步骤s8中通过超声波或者一体化注塑工艺将底盖与顶盖密封连接。
18.更进一步地,步骤s4中制作的第一密封胶层的顶面与所述凹槽的入口面齐平,或者步骤s4中制作的第一密封胶层的顶部低于所述凹槽的入口面;
19.所述第二密封胶层的顶面与所述第二凹槽的入口面齐平,所述第三密封胶层的顶面与所述第一凹槽的入口面齐平。
20.其中,当步骤s4中制作的第一密封胶层的顶面低于所述凹槽的入口面时,步骤s6中还向所述凹槽中第一密封胶层的上方区域填充第二密封胶。
21.本发明与现有技术相比所具有的有益效果是:
22.1、本发明制作出的电子标签的射频芯片上方设有熔点依次降低的第一密封胶层、第二密封胶层和第三密封胶层,且最低的密封胶层的熔点不低于230度,当本发明制作出电子标签持续应用在230度及以上的高温环境中时,即使第三密封胶层和第二密封胶层发生融化并流动,但是第一密封胶层并没有融化,避免了热传导和高温对射频芯片的破坏和冲击,而且由于第一密封胶层仍为固态,可以避免射频芯片发生脱落,避免高温导致标签性能失效或者严重减弱的问题的出现;
23.2、即使在极端高温情况下,第一密封胶层出现融化,流动的第一密封胶层导致射频芯片开始位移,但是受凹槽的限制,射频芯片仍与凹槽的底部的馈电端口连接即与第一天线和第二天线电连接,保证了电子标签的射频性能正常;
24.3、本发明方法制造的电子标签的底盖和顶盖密封连接,可以实现电子标签的防水和防尘;
25.4、本发明方法制作的电子标签的基材板被第二密封胶层和第三密封胶层覆盖保护,电子标签的抗震性好。
附图说明
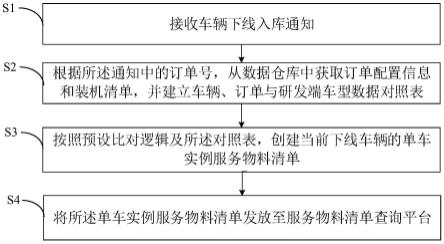
26.图1为本发明的流程图;
27.图2为本发明的基材板的结构示意图;
28.图3为发明的第一天线和第二天线的结构示意图;
29.图4为本发明的第一天线、第二天线与射频芯片的连接示意图;
30.图5为本发明的底盖与底盖拆分开的结构示意图;
31.图6为本发明的基材板放置在底盖的第三凹槽中的结构示意图;
32.图7为实施例中的底盖和顶盖密封连接后的结构示意图;
33.图8为实施例中的第一密封胶层、第二密封胶层和第三密封胶层的第一种设置示
意图;
34.图9为实施例中的第一密封胶层、第二密封胶层和第三密封胶层的第二种设置示意图;
35.图10为本发明的rfid电子标签放在金属载体上的s11仿真示意图;
36.图11为本发明的rfid电子标签放在金属载体上的驻波比仿真示意图;
37.图12为本发明的rfid电子标签放在金属载体上的阻抗仿真示意图;
38.图13为本发明的rfid电子标签放在非金属载体上的s11仿真示意图;
39.图14为本发明的rfid电子标签放在非金属载体上的vswr仿真示意图。
具体实施方式
40.现在结合附图对本发明作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本发明的基本结构,因此其仅显示与本发明有关的构成。
41.如图1所示,耐高温电子标签的制作方法,包括以下步骤:
42.s1:提供基材板1,基材板1的顶部向内开设有凹槽2;
43.基材板1的结构示意图如图2所示,图2中的基材板的顶部向内开设有一个凹槽2,凹槽2长、宽和高分别为2.5mm、2.5mm和1.0mm,其中基材板1的材质是陶瓷板。在某种实施方式中,基材板1也可以根据制作电子标签的需求或者根据制作的电路板的需求选用其余材质,例如基材板1采用特氟龙及罗杰斯fr4 板材。在某种实施方式中,基材板1的顶面上可以向内开设多个凹槽2,以此用于放置不同的ic芯片。
44.s2:在基材板1的顶面上在凹槽2左侧的部分区域、凹槽2的左侧壁和凹槽 2底面上的左部区域印刷第一天线3;在基材板1的底面、基材板1的右侧面的部分区域、基材板1的顶面上在凹槽2右侧的部分区域、凹槽2的右侧壁和所述凹槽2的底面上的右部区域印刷第二天线3;凹槽2底面上的第一天线3和第二天线4形成了馈电端口;
45.具体地,如图3和4所示,第一天线3包括第一水平部30、第一竖直部31 和第二水平部32,第一水平部30印刷在基材板1的顶面上在凹槽2左侧的部分区域,第一水平部30的宽度与基材板1的宽度相同;第一竖直部31印刷在凹槽 2的左侧壁,且第一竖直部31铺满凹槽2的整个左侧壁;第二水平部32印刷在凹槽2底面上在射频芯片5左侧的部分区域上,且第二水平部32的宽度小于凹槽2的宽度;
46.第二天线4包括第三水平部40、第二竖直部41、第四水平部42、第三竖直部43和第五水平部44,第三水平部40印刷在基材板1的底面,且铺满基材板1 的整个底面,第二竖直部41印刷在基材板1的右侧面的部分区域上,第四水平部42印刷在基材板1的基材板1的顶面上在凹槽2右侧的部分区域上,第三竖直部43印刷在凹槽2的右侧壁上,且铺满凹槽2的整个右侧壁上,第五水平部 44印刷在凹槽2的底面上在射频芯片5右侧的部分区域上,且第五水平部44的宽度小于凹槽2的宽度。
47.s3:通过焊接工艺将射频芯片5与馈电端口焊接,以此让第一天线3与第二天线4均与射频芯片5电连接;
48.s4:先向凹槽2内填充第一密封胶,然后将第一密封胶固化形成第一密封胶层100,第一密封胶层100覆盖射频芯片5、凹槽2底面上的第一天线3和凹槽 2底面上的第二天线4,第一密封胶层100的高度高于射频芯片5。
49.在实际制作时,可以在整个凹槽2内形成第一密封胶层100,此时第一密封胶层100的顶面与凹槽2的入口面齐平;或者在凹槽2内的射频芯片5上方的部分空间形成第一密封胶层100,此时第一密封胶层100的顶面低于凹槽2的入口面;
50.在实际使用时,由于主流射频芯片5的长、宽和高分别为2.0mm、2.0mm和 0.5mm,本发明的步骤s1至步骤s4所制造的电子标签通过将射频芯片5焊接在凹槽2内部,当本发明方法制造的电子标签位于高温环境中时,即使第一密封胶层100出现融化流动,由于凹槽2对射频芯片5的位置进行限位,仍然可以保证射频芯片5与馈电端口连接,进而确保电子标签可以正常工作。
51.更进一步地,为了增强本发明方法制造的电子标签的抗震性、降低生产成本和提高成品量,本发明方法还包括以下步骤:
52.s5:提供底盖6,底盖6的顶面向内开设有第一凹槽60,第一凹槽60的底面向内开设有第二凹槽61;
53.其中底盖6的结构示意图如图5所示,另外图6中的结构示意图还包括在步骤s8中用到的顶盖7;
54.s6:先将制作完第一密封胶层100的基材板1放入到第二凹槽61中,然后向第二凹槽61中填充第二密封胶,最后将第二密封胶固化形成第二密封胶层;
55.具体地,当凹槽2内的整个空间都制作有第一密封胶层100后,步骤s6只在第二凹槽61中制作第二密封胶层101;当凹槽2内的射频芯片5上方的部分空间形成第一密封胶层100时,步骤s6还向凹槽2中未形成第一密封胶层100 的区域填充第二密封胶,然后在凹槽2中未形成第一密封胶层100的区域制作第二密封胶层;第二密封胶层101的顶面与第二凹槽61的入口面齐平;
56.s7:先向第一凹槽60内填充第三密封胶,然后通过将第三密封胶固化形成第三密封胶层102;
57.具体地,第三密封胶层102的顶面与第一凹槽60的入口面齐平;
58.在本发明制作的电子标签的第一密封胶层100、第二密封胶层101和第三密封胶层102的两种结构示意图如图8和图9所示;在图8中,整个凹槽2内形成第一密封胶层100,在图9中,凹槽2内在射频芯片5上方的部分区域形成第一密封胶层100,第二密封胶层101形成在第二凹槽61内和凹槽2内未形成第一密封胶层100的空间;
59.本实施例中,第一密封胶层100的熔点大于第二密封胶层101的熔点,第二密封胶层101的熔点大于第三密封胶层102的熔点。第三密封胶层102的熔点不低于230度。在实际使用时,第一密封胶层100、第二密封胶层101和第三密封胶层102均可以采用不同熔点的环氧树脂;
60.在实际制作时,由于密封胶层的熔点越高,其对应的价格成本越高,密封胶水需要的固化温度越高,固化时间越长,而固化温度越高和固化时间长会影响底改的形状结构产生影响,容易使底盖出现鼓包等问题;而通过制造熔点依次降低的第一密封胶层100、第二密封胶层101和第三密封胶层102,一发明可以降低制造电子标签的生产成本,另一方面密封胶水的熔点降低,其固化温度和时间均为降低,可以降低密封胶水固化对底盖6的影响;另外通过将基材板1放在第二凹槽61中,然后实用第二密封胶层101和第三密封胶层102对其进行固化保护,可以增加本发明方法制造的电子标签的抗震性;
61.s8:提供顶盖7,将顶盖6与底盖7密封连接;
62.具体地,步骤s8中通过超声波或者一体化注塑工艺将底盖6与顶盖7密封连接。
63.综上,本发明制造的电子标签采用不同熔点的第一密封胶层100、第二密封胶层101和第三密封胶层102对射频芯片5进行固化和保护,且最低的密封胶层的熔点不低于230度,当本发明制造的电子标签持续应用在230度及以上的高温环境中,即使第三密封胶层102和第二密封胶层101发生融化并流动,但是第一密封胶层100并没有融化,避免了热传导和高温对射频芯片5的破坏和冲击,而且由于第一密封胶层100仍为固态,可以避免射频芯片5发生脱落,避免高温导致标签性能失效或者严重减弱的问题的出现;
64.其次,通过凹槽2对射频芯片5位置的限制,即使在极端高温情况下,第一密封胶层100出现融化,流动的第一密封胶层100导致射频芯片5开始位移,但是受凹槽2的限制,射频芯片5仍与凹槽2的底部即馈电区域连接,保证了电子标签的射频性能正常;
65.另外,底盖6和顶盖7密封连接,可以实现电子标签的防水和防尘;
66.最后,基材板1被第一密封胶层100、第二密封胶层101和第三密封胶层102 覆盖保护,本发明制作的电子标签的抗震性好。
67.本实施例中,射频芯片5是的型号是alien-higgs8,其等效输入并联电容典型值为0.85pf,等效输入并联电阻典型值2500.00ohm,经过计算其输入阻抗为:16-j202 ohm@920mhz,结合第一天线3和第二天线4的结构,输入以上阻抗值,将rfid电子标签放置在工程塑料盒体中,并将盒体放置在150*150mm 金属板上,通过仿真,示意图如图9、图10和图11所示,从图9、图10和图 11可以得到,rfid电子标签在920mhz左右时的其s11值达到-35db,驻波比小于1.1,阻抗匹配达到了16.07 j212.7ohm(不影响量产的情况下不再做进一步优化),另外增益值约为3.7e 000,实现了共轭匹配,实际生产和测试中通过专业的物联网数据交换设备在最远10m的距离可以启动射频芯片5,达到了远距离识别,远距离数据采集交互效果。同时对rfid电子标签进行跌落测试,从距离水泥地面1.5米处进行任意角度进行跌落,该rfid电子标签的外形及射频性能没有发生变化,实现了抗震防摔的效果。
68.进一步地,撤销150x150金属板,使得该rfid电子标签在空气中(非金属环境载体)进行仿真测试,其仿真示意图如图12和图13所示,从图12和图13 中可以得到,撤销金属板载体后,该rfid电子标签频率在906mhz左右(中美频率范围902-928mhz)内仍然达到了-30db以下的灵敏度值,驻波比远小于1.5,增益值约为1.5e 000,拥有优异的非金属载体读取特性。
69.根据以上仿真测试结果,本发明的rfid电子标签不管应用于金属载体还是非金属载体,都可以实现读取与数据交互的优异特性,摆脱了金属、非金属等载体对其射频特性的限制,实现了多适应性的特质。
70.上述依据本发明为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。