技术特征:
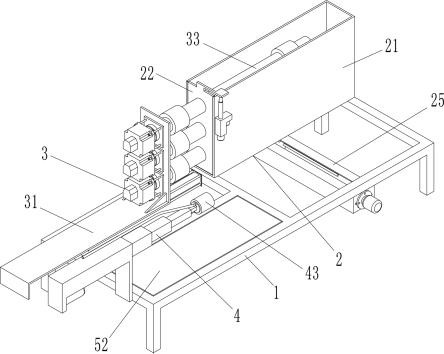
1.一种一体化成型海绵体孔洞的设备,其特征是:它包括机架(1)、箱模机构(2)、孔洞成型机构(3)、成型退模机构(4)和卸料机构(5);所述箱模机构(2)位于机架(1)的一端,孔洞成型机构(3)、成型退模机构(4)和卸料机构(5)位于机架(1)的另一端,孔洞成型机构(3)的胀气成型轴(33)从箱模机构(2)的成型箱(21)一端深入其内部,成型退模机构(4)的充气套(43)位于卸料机构(5)的上部,卸料机构(5)靠近孔洞成型机构(3)的一侧。2.根据权利要求1所述的一体化成型海绵体孔洞的设备,其特征是:所述机架(1)包括水平框连接的多个支腿,箱模机构(2)、孔洞成型机构(3)、成型退模机构(4)和卸料机构(5)皆与水平框连接。3.根据权利要求1所述的一体化成型海绵体孔洞的设备,其特征是:所述箱模机构(2)包括成型箱(21)一端滑动配合的挡板(22),以及与挡板(22)连接的顶升缸(23);成型箱(21)为上侧开口的中空箱体;挡板(22)上设置至少一个通孔(24)。4.根据权利要求3所述的一体化成型海绵体孔洞的设备,其特征是:所述成型箱(21)的箱底与直线模组(25)的滑台连接,直线模组(25)与机架(1)连接;直线模组(25)驱动成型箱(21)沿机架(1)纵向移动,使挡板(22)上的通孔(24)与孔洞成型机构(3)的胀气成型轴(33)或成型退模机构(4)的缸体(42)对应。5.根据权利要求1所述的一体化成型海绵体孔洞的设备,其特征是:所述孔洞成型机构(3)包括机座(31)连接的伺服电机(32),胀气成型轴(33)与伺服电机(32)的输出端连接,旋转接头(34)与胀气成型轴(33)配合,推拉缸(35)与机座(31)和机架(1)连接,机座(31)与机架(1)滑动接触。6.根据权利要求5所述的一体化成型海绵体孔洞的设备,其特征是:所述胀气成型轴(33)的轴体上至少设置一个轴颈,胀气套(36)与轴颈连接,导气孔(37)穿过轴体与胀气套(36)和旋转接头(34)连通;胀气套(36)胀气膨胀后其直径大于胀气成型轴(33)的直径,胀气套(36)排气后收缩至胀气成型轴(33)的轴颈内。7.根据权利要求1所述的一体化成型海绵体孔洞的设备,其特征是:所述成型退模机构(4)包括多级伺服电动缸(41)伸缩端连接的缸体(42),充气套(43)包覆缸体(42)外的槽体,中空结构的缸体(42)与充气管(44)和充气套(43)连通。8.根据权利要求7所述的一体化成型海绵体孔洞的设备,其特征是:所述充气套(43)在充气后其直径大于缸体(42)直径,充气套(43)在排气后回缩至缸体(42)的槽体内;缸体(42)的直径不大于箱模机构(2)上通孔(24)的直径;充气套(43)充气后的直径与孔洞成型机构(3)的胀气套(36)胀气膨胀后的直径一致。9.根据权利要求1所述的一体化成型海绵体孔洞的设备,其特征是:所述卸料机构(5)包括斜推缸(51)伸缩端连接的托板(52),斜推缸(51)的固定端与机架(1)连接,托板(52)位于机架(1)的水平框内与其铰接。10.根据权利要求1~9任一项所述的一体化成型海绵体孔洞的设备的孔洞成型方法,其特征是,它包括如下步骤:s1,对位,直线模组(25)驱动成型箱(21)至发泡工位;此步骤中,挡板(22)处于关闭状态,挡板(22)上的通孔(24)与孔洞成型机构(3)的胀气成型轴(33)对应;s2,插轴,推拉缸(35)驱动机座(31)带动胀气成型轴(33)向成型箱(21)的方向运动,使胀气成型轴(33)穿过通孔(24)进入成型箱(21)内;此步骤中,胀气套(36)处于排气状态;
s3,胀气,旋转接头(34)的进气管与抽排气机连接,抽排气机向进气管输送压力空气使胀气套(36)充气,直至胀气套(36)完全展开形成轴肩;s4,发泡并旋转,海绵发泡机向成型箱(21)内注入发泡剂,与此同时,孔洞成型机构(3)的伺服电机(32)驱动胀气成型轴(33)旋转,直至发泡剂充满成型箱(21)形成海绵体;此步骤中,利用胀气成型轴(33)在海绵体中形成轴孔,利用充气后的胀气套(36)在海绵体中形成轴肩孔,在海绵体成型过程中胀气成型轴(33)始终处于旋转状态,研磨海绵体中的轴孔和轴肩孔;s5,退轴,抽排气机将胀气套(36)内的空气抽出,使胀气套(36)收缩至胀气成型轴(33)的轴颈内;推拉缸(35)驱动机座(31)带动胀气成型轴(33)向远离成型箱(21)的方向运动,直至胀气成型轴(33)退出成型箱(21)外;s6,纵向移动,直线模组(25)驱动成型箱(21)纵向移动至脱模工位;此步骤中,挡板(22)上的通孔(24)与成型退模机构(4)上的缸体(42)对应;s7,开箱,顶升缸(23)驱动挡板(22)向上运动,直至成型箱(21)一侧完全敞开;此步骤中,海绵体位于成型箱(21)中,海绵体一端的轴孔与缸体(42)对应;s8,退模并转移,使海绵体退出成型箱(21)外,并将海绵体转移至卸料工位;s8-1,多级伺服电动缸(41)驱动缸体(42)逐渐进入海绵体的轴孔,当缸体(42)上的充气套(43)与海绵体中的轴肩孔处于同一点位时,多级伺服电动缸(41)停止;此步中,充气套(43)处于未充气状态;s8-2,抽排气机向充气管(44)内注入压力空气,使充气套(43)充气膨胀并与海绵体中轴肩孔配合;s8-3,多级伺服电动缸(41)驱动缸体(42)回缩,将海绵体拉出成型箱(21)外,直至海绵体进入卸料工位后停止;此步骤中,海绵体位于托板(52)上,由托板(52)支撑;s8-4,抽排气机将充气套(43)内的气体排出,直至充气套(43)回缩至缸体(42)的槽体内;s8-5,多级伺服电动缸(41)驱动缸体(42)复位,使缸体(42)完全退出海绵体;s9,卸料,斜推缸(51)倾斜向上推动托板(52)翻转,海绵体随之侧翻进入转运工位的转运车上。
技术总结
一种一体化成型海绵体孔洞的设备及方法,采用在机架一端设置箱模机构,在机架另一端设置孔洞成型机构、成型退模机构和卸料机构,箱模机构沿机架纵向移动时与孔洞成型机构和成型退模机构对应,箱模机构的成型箱用于海绵体发泡成型,在海绵成型过程中孔洞成型机构的胀气成型轴深入成型箱内对海绵体中的轴孔和轴肩孔进行旋转成型,箱模机构纵向移动至脱模工位时,成型退模机构将成型箱内的海绵体拉出进入卸料工位,卸料机构驱动海绵体翻转滑落至转运工位的转运车上,一次性成型的海绵体内具备高精度的轴孔和轴肩孔,精密的动力输出轴与轴孔和轴肩孔配合,包装时无需对海绵体进行分体及粘结,有效保护运输途中动力输出轴受损。有效保护运输途中动力输出轴受损。有效保护运输途中动力输出轴受损。
技术研发人员:张大富 尹峰 熊令
受保护的技术使用者:湖北富斯通新材料科技有限公司
技术研发日:2022.04.11
技术公布日:2022/8/12
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。