1.本实用新型涉及门生产设备技术领域,特别是涉及适用于花边门框生产的退缺切断装置。
背景技术:
2.花边门框包括两个边框和一个下档,现有的加工工艺为:
3.将折弯成型的花边门框切断为设计长度,然后人工分别对下档两端退缺或对边框一端退缺,人力成本高,生产效率低,且由于花边门框具有花边侧和异形外缘,人工退缺时框型变形大,需要二次整形,进一步降低了生产效率。
技术实现要素:
4.本实用新型的目的在于提供适用于花边门框生产的退缺切断装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.适用于花边门框生产的退缺切断装置,包括底座,底座上方设置有进料通道,进料通道两端分别为进料口和出料口,底座上设置有可沿进料通道往复滑动的滑台和驱动滑台滑动的驱动单元,滑台上设置有用于对不同花边门框异形外缘进行退缺的多个退缺模组和用于对花边门框水平外缘进行切断的切断模组。
7.所述驱动单元包括通过安装座设置在底座上可转动的丝杆和设置在底座上驱动丝杆转动的伺服电机,底座上设置有滑轨,滑台底部设置有与滑轨滑动连接的滑块,滑台上还设置有与丝杆匹配的丝杆螺母。
8.所述退却模组包括设置在滑台上的箱体,箱体内设置有可往复移动的上模,箱体上设置有与上模匹配的底部支撑板,箱体上设置有驱动上模往复移动的第一切断油缸,上模上设置有与门框异形外缘匹配的退缺刀具,底部支撑板上通有与退缺刀具匹配的下模孔。
9.所述滑台与底部支撑板之间设置有用于收集废料的落料漏斗。
10.所述箱体上设置有安装板,安装板内安装有与上模分模位对应的分模传感器和与上模合模位对应的合模传感器,上模上设置有与分模传感器和合模传感器匹配的测块。
11.所述箱体内设置有多个与花边门框轮廓匹配的定型导轮。
12.所述箱体一侧设置有与花边门框花边侧对应的第一侧向压紧单元,第一侧向压紧单元包括第一压紧油缸,第一压紧油缸的活塞杆上设置有第一压块,第一压块为u形压块;箱体一侧设置有与花边门框直边侧对应的第二侧向压紧单元,第二侧向压紧单元包括第二压紧油缸,第二压紧油缸的活塞杆上设置有第二压块。
13.所述切断模组包括设置在出料口一侧的可往复移动的切刀和驱动切刀往复移动的第二切断油缸,切刀与花边门框直边侧对应设置。
14.本实用新型的有益效果是:
15.1、在驱动单元的设置下,使得退缺模组和切断模组追上折弯后框型输送速度,及与折弯后框型保持相对静止状态下完成剪切和二次退缺,实现了花边门框不间断送料的同时完成退缺切断,大大提高了生产效率,减少了人力成本。
16.2、在退缺模组和切断模组的设置下,可利用单一设备完成花边门框的全部配件即上档和边框的自动退缺即切断,减少了设备投入且方便自动化产线的布置,减轻了人力成本,提高了生产效率。
17.3、在落料漏斗的设置下,二次退缺后的废料会由下模孔落入落料漏斗内排出退缺模组并集中收集,保证了加工环境的干净整洁。
18.4、在第一侧向压紧单元和第二侧向压紧单元的设置下可减少向下退缺时花边门框花边侧和直边侧的变形。
19.5、在定型导轮的设置下,保证了花边门框输送时的线性度,减少输送变形。
附图说明
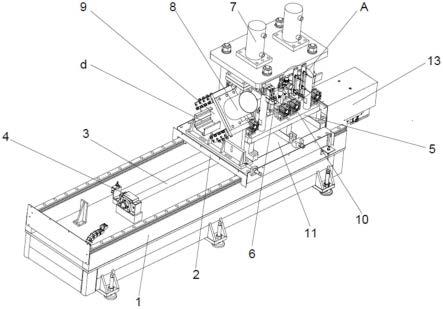
20.图1为本实用新型的结构示意图;
21.图2为本实用新型中第一侧向压紧单元和第二侧向压紧单元工作状态的示意图;
22.图3为本实用新型中定型导轮工作状态的示意图;
23.图4为本实用新型图1中a处的局部放大结构示意图;
24.图5为现有技术中花边上档的框型示意图 ;
25.图6为现有技术中花边边框的框型示意图。
26.图中: 1、底座;2、滑台;3、丝杆;4、安装座 ;5、底部支撑板;6、箱体;7、第一切断油缸;8、第二切断油缸;9、切刀;
27.10、第一侧向压紧单元;101、第一压紧油缸;102、第一压块;
28.11、落料漏斗;121、第二压紧油缸;122、第二压块;13、伺服电机;14、定型导轮;15、测块;16、安装板;17、分模传感器;18、合模传感器。
具体实施方式
29.下面结合附图进一步详细描述本实用新型的技术方案,但本实用新型的保护范围不局限于以下所述。
30.请参阅图1~图4,本实用新型实施例中提供适用于花边门框生产的退缺切断装置,包括底座1,底座1上方设置有进料通道,进料通道两端分别为进料口和出料口,底座1上设置有可沿进料通道往复滑动的滑台2和驱动滑台2滑动的驱动单元,
31.驱动单元包括通过安装座4设置在底座1上可转动的丝杆3和设置在底座1上驱动丝杆3转动的伺服电机13,底座1上设置有滑轨,滑台2底部设置有与滑轨滑动连接的滑块,滑台2上还设置有与丝杆3匹配的丝杆螺母;滑台2上设置有用于对不同花边门框异形外缘进行退缺的多个退缺模组和用于对花边门框水平外缘进行切断的切断模组。
32.启动伺服电机13带动丝杆3转动,进而带动滑台2往复移动,以使得退缺模组和切断模组追上折弯后框型输送速度,即与折弯后框型保持相对静止状态下完成剪切和二次退缺,实现了花边门框不间断送料的同时完成退缺切断,大大提高了生产效率,减少了人力成本。
33.退缺模组包括设置在滑台2上的箱体6,箱体6内设置有可往复移动的上模,箱体6上设置有与上模匹配的底部支撑板5,箱体6上设置有驱动上模往复移动的第一切断油缸7,上模上设置有与门框异形外缘匹配的退缺刀具,底部支撑板5上通有与退缺刀具匹配的下模孔。
34.滑台2与底部支撑板5之间设置有用于收集废料的落料漏斗11,二次退缺后的废料会由下模孔落入落料漏斗11内排出退缺模组并集中收集,保证了加工环境的干净整洁。
35.箱体6上设置有安装板16,安装板16内安装有与上模分模位对应的分模传感器17和与上模合模位对应的合模传感器18,上模上设置有与分模传感器17和合模传感器18匹配的测块15,分模传感器17和合模传感器18的设置保证了上模可精确合模分模,保证了加工精度。
36.箱体6内设置有多个与花边门框轮廓匹配的定型导轮14,定型导轮14的设置保证了花边门框d0输送时的线性度,减少输送变形。
37.箱体6一侧设置有与花边门框花边侧对应的第一侧向压紧单元10,第一侧向压紧单元10包括第一压紧油缸101,第一压紧油缸101的活塞杆上设置有第一压块102,第一压块102为u形压块;箱体6一侧设置有与花边门框直边侧对应的第二侧向压紧单元,第二侧向压紧单元包括第二压紧油缸121,第二压紧油缸121的活塞杆上设置有第二压块122。
38.参阅图2,第一侧向压紧单元10对应花边门框d0的花边侧,u形的第一压块102刚好抵接花边门框d0的侧面初步退缺孔,减少向下退缺时花边侧的变形;
39.第二侧向压紧单元对应花边门框d0的直边侧,减少向下退缺时外缘的变形。
40.切断模组包括设置在出料口一侧的可往复移动的切刀9和驱动切刀9往复移动的第二切断油缸8,切刀9与花边门框直边侧对应设置。
41.a、参阅图5,图5为现有技术中花边门框d0中上档d1的框型图,由图5可知,d1两端均为异形外缘,加工时,仅通过退缺模组的两次二次退缺即可同时完成上档d1的退缺与切断;
42.b、参阅图6,图6为现有技术中花边门框d0中边框d2的框型图,由图6可知,d2一端为异形外缘,另一端为平直端面,加工时,先通过退缺模组的二次退缺再通过切断模组的剪切即可完成边框d2的退缺与切断。
43.退缺模组至少设置为两个,一个对应上档d1,一个对应边框d2。
44.进而本实用新型可利用单一设备完成花边门框d0的全部配件(上档d1和边框d2)的自动退缺即切断,减少了设备投入且方便自动化产线的布置,减轻了人力成本,提高了生产效率。
45.以上所述仅是本实用新型的优选实施方式,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。