1.本发明涉及丝印网板生产制造技术领域,具体涉及一种高性能丝印网板上胶设备及其操作方法。
背景技术:
2.双玻组件由于其更高的发电量,高耐候性能,低透水性,占有越来越高的市场份额。目前双玻组件用背板玻璃通常为丝印背板玻璃,即通过丝网印刷技术在玻璃表面增设增反射涂层,可增加电池组件缝隙处光的反射,来达到增加光伏组件发电功率的功能。
3.在丝印背板玻璃制作过程中,把玻璃直接放置于丝印网板的丝网下面,让油墨在刮刀的挤压作用下穿过丝网镂空部分涂布到玻璃上,形成增反射区域,在制作丝印网板时需要对丝网进行上胶。
4.在申请号为:cn202022760316.4的专利文件中公开了一种丝印网板的上胶装置,包括:夹持机构、驱动机构和刮胶机构。夹持机构设有多组,涂胶容器两端各设有至少一组,夹持机构包括立柱以及横梁,横梁水平滑动穿设于立柱,横梁前端竖直设有压紧螺杆,压紧螺杆用于压紧丝印网板的边框;驱动机构包括平行设置的丝杆以及滑轨,丝杆连接有电机,丝杆设有丝套,滑轨滑动设有滑块,丝套与滑块相连,丝杆与滑轨水平设于涂胶容器上方,沿滑轨的长度方向活动连接有两处接近开关,接近开关用于检测滑块,以确定滑块移动的极限位置;刮胶机构包括伸缩杆,伸缩杆设于滑块底部,伸缩杆底部可拆卸地设有刮胶板,刮胶板底边与涂胶容器底面平行。上胶效率高,胶面平面度较高,涂胶厚度便于控制。
5.但是,其在实际应用的过程中仍存在以下不足:第一,上胶效果不佳,因为其刮胶机构只能沿着一个固定的方向进行往复式直线运动,这使得丝印网板上的胶不能均匀分布,同时为了保证其边缘处网孔也能被完整的涂布胶,就势必会在丝印网板的边缘处会有较大的胶被浪费。
6.第二,通用性不佳,因为加工不同规格的丝印网板时,其需要更换不同的型号的刮胶板。
技术实现要素:
7.本发明的目的是为了解决现有技术中存在的缺点,解决上述背景技术中提出的问题。
8.为了实现上述目的,本发明采用了如下技术方案:一种高性能丝印网板上胶设备,包括长条形的操作台,所述操作台沿其长边方向上的一端设有防护罩,所述防护罩靠近操作台长边方向另一端的一侧设有开关门,所述操作台上设有相互配合的行程组件、上胶组件和干燥组件;所述行程组件包括设置在操作台上的位置驱动单元和姿态驱动单元;所述上胶组件包括设置在防护罩内部的上胶单元和设置在防护罩外部的供料单元。
9.更进一步地,所述位置驱动单元包括设置在操作台中部并沿其长边方向的导轨、滑接在导轨上相互独立的两个电磁滑块以及设置在每个电磁滑块上的电控升降杆;所述姿态行程单元包括分别设置在两个电控升降杆顶端的第一电磁旋转座,所述第一电磁旋转座的旋转轴均与导轨的行程方向平行。
10.更进一步地,所述第一电磁旋转座上均设有夹持组件,所述夹持组件包括轨道板、夹持滑块、夹持板、夹持电机和夹持螺杆,所述轨道板固定设置在第一电磁旋转座上并且轨道板的行程方向与第一电磁旋转座的旋转轴垂直,所述轨道板上滑接有两个夹持滑块,并且该两个所述夹持滑块由设置在该轨道板上夹持电机和夹持螺杆配合驱动做同步反向运动,所述夹持滑块上均设有向外伸出的夹持板。
11.更进一步地,所述夹持板的内侧板面上均设有压力传感器;两个所述夹持组件之间还设有与之配合的安装组件,所述安装组件包括矩形环框和锁紧单元,所述矩形环框的数量为两个,所述锁紧单元包括匚型件和转动在其上的锁紧螺栓,所述锁紧螺栓位于匚型件内部的端部转动连接有与之同轴的活动头,所述匚型件上相对锁紧螺栓另一端的板体上还贯穿式的设有压制变色体,并且所述匚型件在该端板体的外侧板面上设有与压制变色体相互配合的标准比色卡。
12.更进一步地,所述上胶单元包括第一电控液压杆、第二电控液压杆、第二电磁旋转座和刮板,所述防护罩中部沿其短边方向两端的顶壁上均设有垂直向下的第一电控液压杆,所述第一电控液压杆的底端均设有水平向防护罩内部的第二电控液压杆,所述第二电控液压伸缩杆外端的端部均设有第二电磁旋转座,所述第二电磁旋转座的外端均设有刮板,所述刮板的作用面上均对称且向内凹陷式地开设有一组外窄内宽的柱状盲槽,所述柱状盲槽的形状与玻璃啤酒瓶的形状类似;所述供料单元包括胶液罐、第一输送泵、入料管和出料管,所述胶液罐和第一输送泵均设置在防护罩的顶部并通过入料管连接,所述第一输送泵的输出端并列式的设有两个伸入防护罩内部的出料管,所述出料管连通与之对应的刮板上的所有柱状盲槽。
13.更进一步地,所述上胶单元上还设有与之配合的清洁组件,所述清洁组件包括内管、干冰罐、空气罐、第二输送泵、进气管和出气管,所述柱状盲槽的内部还均同轴式地设有与之匹配的内管,所述内管呈输入端窄且输出端宽的柱状,并且所述内管完全处于柱状盲槽的内部,所述干冰罐、空气罐和第二输送泵均设置在防护罩外的顶壁上,所述干冰罐与第一输送泵的输入端之间、空气罐和第二输送泵的输入端之间均通过进气管连接,所述第二输送泵的输出端并列式的设有两个伸入防护罩内部的出气管,所述出气管连通与之对应的刮板上的所有内管。
14.更进一步地,所述刮板一侧的侧面板体上还设有安装板,所述安装板朝向刮板作用端一侧的板面上还设有距离传感器和摄像头,所述刮板上还内置有超声波振子;所述进气管和入料管上均设有电磁流量阀。
15.更进一步地,所述干燥组件包括热风机、过滤器和散流罩,所述防护罩的对称地分布有一组导通其内部的热风机,所述热风机的上、下端分别设有过滤器、导流罩,所述导流罩整体上呈疏松多孔的蜂窝状,所述防护罩异于开关门一端的底部还设有导流管,所述导流管的外端还设有导流泵,所述防护罩的内壁上设有温度传感器,所述防护罩沿操作台短边方向两端的侧壁上均设有遮光玻璃。
16.一种高性能丝印网板上胶设备的操作方法,包括以下步骤:s1,使用者通过外部控制器指令热风机启动并吹出常温的风,同时指令导流泵启动,从而加速防护罩内部的气体流动并将至室温为止;s2,使用者通过两个矩形环框将丝网绷紧压住,并通过一组锁紧单元将两个矩形环框夹紧并固定住;s3,使用者通过外部控制器指令夹持电机启动,从而使得同一夹持组件上的两个夹板分开指定的距离,同时使用者通过外部控制器指令电磁滑块启动,从而使得两组夹持组件分开指定的距离,另一使用者手持矩形环框并置于两个夹持组件之间,然后使用者通过外部控制器指令电磁滑块启动,从而使得矩形环框的两端分别抵住两个轨道板,然后使用者通过外部控制器指令夹持电机启动,从而使得同一夹持组件中的两个夹板将矩形环框夹紧固定住;s4,使用者通过外部控制器指令开关门打开,然后使用者通过外部控制器指令两个电磁滑块同步运动至防护罩的内部,然后使用者通过外部控制器指令开关门关闭;s5,使用者在外部控制器上调出预存的控制程序并让其自动运行;s6,外部控制器指令两个第一电控液压杆伸长指定的长度并保持住,同时指令外部控制器指令两个第二电控液压杆缩短指定的长度并保持住,同时指令外部控制器指令两个第二电磁旋转座旋转指定的角度并保持住,同时外部控制器指令第一输送泵与胶液罐连接的入料管上的电磁流量阀关闭并且其余电磁流量阀开启,然后外部控制器指令第一输送泵和第二输送泵启动,从而使得柱状盲槽向外喷射出富含干冰颗粒的射流;s7,外部控制器指令两个电磁滑块同步运动并在防护罩内部做指定的直线运动,同时指令两个电控升降杆同步运动并在防护罩内部做指定的直线运动,同时指令两个第一电磁旋转座同步运动并做指定的旋转运动,从而使得丝网被两个刮板上喷射出的干冰颗粒射流进行冲刷清洗,直至丝网被清洗干净,然后外部控制器指令第一输送泵、第二输送泵、电磁滑块、电控升降杆、第一电磁旋转座和第二电磁旋转座关闭,同时指令上述s6中处于开启状态的电磁流量阀关闭;s8,外部控制器指令两个第二电磁旋转座旋转指定角度并保持住,从而让丝网与地面垂直;s9,外部控制器指令两个第二电控液压杆伸长指定的长度并保持住,从而使得两个刮板分别从丝网的两侧靠近并隔着丝网贴合,然后指令第一输送泵与胶液罐连接的入料管上的电磁流量阀开启并且其余电磁流量阀关闭,同时指令第一输送泵启动,同时外部控制器指令两个电磁滑块同步运动并在防护罩内部做指定的直线运动,同时指令两个电控升降杆同步运动并在防护罩内部做指定的直线运动,从而使得胶液罐中的感光胶液从刮板上的柱状盲槽中渗出并被均匀地涂抹在丝网上,直至丝网上所有区域都被均匀地涂抹上感光胶液为止,然后外部控制器指令第一输送泵、电磁滑块和电控升降杆关闭,同时指令第一输送泵与胶液罐连接的入料管上的电磁流量阀关闭;s10,外部控制器指令两个第二电控液压杆缩短指定的长度并保持住,然后外部控制器指令热风机向防护罩内部吹入热空气,同时外部控制器指令两个第一电磁旋转运动做指定的旋转运动,从而让丝网上的感光胶液在指定的温度下进行烘干;s11,外部控制器指令热风机和第一电磁旋转座关闭,然后外部控制器指令开关门
打开,并指令的两个电磁滑块从防护罩内部同步向外移动,同时外部控制器自动退出上述s5中的控制程序;s12,另一使用者握住矩形环框,然后使用者通过外部控制器指令夹持电机启动,从而使得同一夹持组件上的两个夹板分开指定的距离,同时使用者通过外部控制器指令电磁滑块启动,从而使得两组夹持组件分开指定的距离,从而将矩形环框取下,然后使用者将锁紧组件依次拆下并将丝网从两个矩形环框上取下;s13,依次重复上述s1~s12,从而实现对下一张丝网的上胶处理。
17.更进一步地,在所述s2中,使用者通过观察压制变色体显示的颜色与标准比色卡上的颜色差异来判断锁紧螺栓是否拧紧,并且压制变色体的颜色变化是可逆的;在所述s6~s7中,外部控制器还将同步启动导流泵,从而及时地将丝网上清洗下的杂质吸除;在所述s3中,外部控制器通过夹板上压力传感器的信号判断是否将矩形环框夹紧;在所述s7中,外部控制器通过对摄像头拍摄的画面进行机器视觉分析,从而判断丝网是否被清洗干净;在所述s7和所述s8之间,外部控制器还会启动热风机吹出指定温度的热风,并启动导流泵,从而对丝网进行进一步干燥;在所述s9中,外部控制器通过对摄像头拍摄的画面进行机器视觉分析,从而判断丝网上的感光胶是否涂抹均匀,同时外部控制器通过距离传感器检测丝网上感光胶的厚度是否各处相同;在所述s1~ s12中,外部控制器通过温度传感器的信号数据反馈调节热风机输出风的温度和流量;在所述s1~ s12的过程中,两个电控升降杆的状态保持同步,两个第一电磁旋转座状态保持同步,两个夹持电机的工作状态保持同步,两个第一电控液压杆的工作状态保持同步,两个第二电控液压杆的工作状态保持同步,两个第二电磁旋转座的工作状态保持同步。
18.与现有技术相比,本发明的优点和积极效果在于,本发明通过在长条形的操作台上增加防护罩、行程组件、上胶组件和干燥组件;行程组件包括设置在操作台上的位置驱动单元和姿态驱动单元,姿态行程单元中的第一电磁旋转座上均设有夹持组件,两个夹持组件之间还设有与之配合的安装组件;上胶组件包括设置在防护罩内部的上胶单元和设置在防护罩外部的供料单元;上胶单元上还设有与之配合的清洁组件;刮板一侧的侧面板体上还设有安装板,安装板朝向刮板作用端一侧的板面上还设有距离传感器和摄像头,刮板上还内置有超声波振子的设计。
19.这样便可以首先通过清洁组件和行程组件(还有摄像头)的配合对丝网进行清洗;然后通过上胶单元、供料单元和行程组件的配合来实现对丝网的两面的同时进行上胶作业,并且在该过程中,外部控制器还会通过安装板上距离传感器和摄像头来检测丝网上各处的胶是否分布均匀且达标;然后通过干燥组件来实现对丝网上的胶快速干燥成型。
20.达到令本发明对丝网具备更好地的上胶效果;同时还达到令本发明针对不同尺寸丝网都能有效进行上胶作业的效果。
附图说明
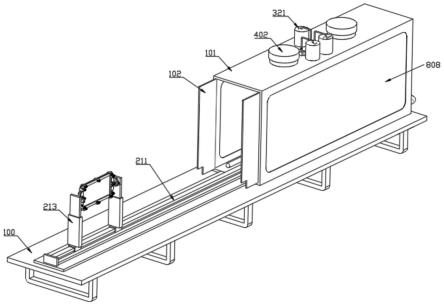
21.图1为本发明第一视角下的直观图。
22.图2为本发明第二视角下安装组件的爆炸视图。
23.图3为本发明第三视角下缩进单元的直观图。
24.图4为本发明第四视角下行程组件的直观图。
25.图5为本发明第五视角下防护罩经过部分剖视后且与其上干燥组件的爆炸视图。
26.图6为本发明第六视角下上胶组件的直观图。
27.图7为本发明第七视角下刮板经过部分剖视后的直观图。
28.图8为本发明第八视角下超声波振子在刮板上的安装示意图。
29.图9为本发明第九视角下锁紧螺栓经过部分剖视后的与其上活动头分离后的直观图。
30.图10为图6中a区域的放大图。
31.图中的标号分别代表:100-操作台;101-防护罩;102-开关门;200-行程组件;210-位置驱动单元;220-姿态驱动单元;211-导轨;212-电磁滑块;213-电控升降杆;221-第一电磁旋转座;300-上胶组件;310-上胶单元;320-供料单元;311-第一电控液压杆;312-第二电控液压杆;313-第二电磁旋转座;314-刮板;315-柱状盲槽;321-胶液罐;322-第一输送泵;323-入料管;324-出料管;400-干燥组件;401-热风机;402-过滤器;403-散流罩;500-夹持组件;501-轨道板;502-夹持滑块;503-夹持板;504-夹持电机;505-夹持螺杆;506-压力传感器;600-安装组件;610-矩形环框;620-锁紧单元;621-匚型件;622-锁紧螺栓;623-活动头;624-压制变色体;625-标准比色卡;700-清洁组件;701-内管;702-干冰罐;703-空气罐;704-第二输送泵;705-进气管;706-出气管;800-安装板;801-距离传感器;802-摄像头;803-超声波振子;804-电磁流量阀;805-导流管;806-导流泵;807-温度传感器;808-遮光玻璃。
具体实施方式
32.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
33.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开说明书的具体实施例的限制。
34.本实施例的一种高性能丝印网板上胶设备,参照图1-10:包括长条形的操作台
100,操作台100沿其长边方向上的一端设有防护罩101,防护罩101靠近操作台100长边方向另一端的一侧设有开关门102,操作台100上设有相互配合的行程组件200、上胶组件300和干燥组件400。
35.防护罩101的内壁上设有用于检测防护罩101内部的温度传感器807。
36.防护罩101沿操作台100短边方向两端的侧壁上均设有遮光玻璃808,并且防护罩101本身采用不透明的材料制成,这样可以让丝网在暗光的条件下进行上胶作业,从而避免感光胶在涂抹在丝网上的过程中受到曝光损伤。
37.行程组件200包括设置在操作台100上的位置驱动单元210和姿态驱动单元220。
38.位置驱动单元210包括设置在操作台100中部并沿其长边方向的导轨211、滑接在导轨211上相互独立的两个电磁滑块212以及设置在每个电磁滑块212上的电控升降杆213。
39.姿态行程单元包括分别设置在两个电控升降杆213顶端的第一电磁旋转座221,第一电磁旋转座221的旋转轴均与导轨211的行程方向平行。
40.第一电磁旋转座221上均设有夹持组件500,夹持组件500包括轨道板501、夹持滑块502、夹持板503、夹持电机504和夹持螺杆505,轨道板501固定设置在第一电磁旋转座221上并且轨道板501的行程方向与第一电磁旋转座221的旋转轴垂直,轨道板501上滑接有两个夹持滑块502,并且该两个夹持滑块502由设置在该轨道板501上夹持电机504和夹持螺杆505配合驱动做同步反向运动,夹持滑块502上均设有向外伸出的夹持板503。
41.夹持板503的内侧板面上均设有压力传感器506,这样外部控制器便可以通过压力传感器506上的信号数值来判断夹持组件500是否将安装组件600夹紧。
42.两个夹持组件500之间还设有与之配合的安装组件600,安装组件600包括矩形环框610和锁紧单元620,矩形环框610的数量为两个,锁紧单元620包括匚型件621和转动在其上的锁紧螺栓622。这样使用者便可以通过安装组件600将丝网绷紧张开。
43.锁紧螺栓622位于匚型件621内部的端部转动连接有与之同轴的活动头623,这样当锁紧螺栓622旋紧时可以降低锁紧螺栓622对矩形环框610的机械磨损。
44.匚型件621上相对锁紧螺栓622另一端的板体上还贯穿式的设有压制变色体624,并且匚型件621在该端板体的外侧板面上设有与压制变色体624相互配合的标准比色卡625,这样使用者便可以通过观察压制变色体624显示的颜色来判断锁紧螺栓622是否旋紧。
45.上胶组件300包括设置在防护罩101内部的上胶单元310和设置在防护罩101外部的供料单元320。
46.上胶单元310包括第一电控液压杆311、第二电控液压杆312、第二电磁旋转座313和刮板314,防护罩101中部沿其短边方向两端的顶壁上均设有垂直向下的第一电控液压杆311,第一电控液压杆311的底端均设有水平向防护罩101内部的第二电控液压杆312,第二电控液压伸缩杆外端的端部均设有第二电磁旋转座313,第二电磁旋转座313的外端均设有刮板314,刮板314的作用面上均对称且向内凹陷式地开设有一组外窄内宽的柱状盲槽315,柱状盲槽315的形状与玻璃啤酒瓶的形状类似。
47.供料单元320包括胶液罐321、第一输送泵322、入料管323和出料管324,胶液罐321和第一输送泵322均设置在防护罩101的顶部并通过入料管323连接,第一输送泵322的输出端并列式的设有两个伸入防护罩101内部的出料管324,出料管324连通与之对应的刮板314上的所有柱状盲槽315。
48.上胶单元310上还设有与之配合的清洁组件700,清洁组件700包括内管701、干冰罐702、空气罐703、第二输送泵704、进气管705和出气管706,柱状盲槽315的内部还均同轴式地设有与之匹配的内管701,内管701呈输入端窄且输出端宽的柱状,并且内管701完全处于柱状盲槽315的内部,干冰罐702、空气罐703和第二输送泵704均设置在防护罩101外的顶壁上,干冰罐702与第一输送泵322的输入端之间、空气罐703和第二输送泵704的输入端之间均通过进气管705连接,第二输送泵704的输出端并列式的设有两个伸入防护罩101内部的出气管706,出气管706连通与之对应的刮板314上的所有内管701。
49.其中,清洁组件700的工作原理为:通过在内管701外的柱状盲槽315中通入压缩气体,压缩气体就会在收敛的流道(柱状盲槽315和内管701特殊的形状构造所致)内膨胀加速,当气体到达柱状盲槽315输出端的直管时达到音速,于此同时内管701的管口处正好处于背风面而形成了显著的低压区,从而将干冰罐702中的空气吸出来,夹杂着干冰颗粒的引射气流不断被外圈的压缩空气流带动加速,同时又被外圈高压气流不断挤压也形成了锥形的收缩流道,进入直管后继续受到外圈气流的挤压,最终引射气流压力提高到和外圈的压缩空气相等于是平行流动,而在直管入口处达到音速的压缩空气由于在直管中又膨胀了一段距离于是跨过了音速,此时直管中的超音速气流静压仍然高于外界大气压,在离开喷口后由于膨胀不足便挤压周围的空气使流道扩张,于是喷流再次加速,马赫数提高,当喷流吹向油渍和灰尘构成的顽固污渍时,以超音速运动的干冰颗粒在撞击到污渍的瞬间大部分动能转化为热能,从而使小颗粒在几毫秒内汽化体积膨胀了800倍,于是膨胀中的二氧化碳在空气界面上形成了冲击波,也就是以球面扩散的正激波,当波面以超音速扫过污渍时激波的温度和超压使污渍颗粒松动软化,而波面后正在膨胀的二氧化碳气流接踵而至,由于体积瞬间增加,这个二氧化碳气团温度很低,又让已经松动的污渍颗粒瞬间硬化收缩,于是彻底和本体分离被气流吹走。
50.刮板314一侧的侧面板体上还设有安装板800,安装板800朝向刮板314作用端一侧的板面上还设有距离传感器801和摄像头802。
51.刮板314上还内置有超声波振子803,这样可以通过超声波振子803促使刮板314的板体上产生高频震动,从而使得丝网上的感光胶能够被充分振匀。
52.进气管705和入料管323上均设有用于控制流量通行大小的电磁流量阀804。
53.干燥组件400包括热风机401、过滤器402和散流罩403,防护罩101的对称地分布有一组导通其内部的热风机401,热风机401的上、下端分别设有过滤器402(用于将空气中的杂质去除,从而避免感光胶在干燥的过程中被杂质污染)、导流罩,导流罩整体上呈疏松多孔的蜂窝状(这样可以使得进入防护罩101的气流是均匀地,即防护罩101内部不会产生某一方向强烈的气流,从而避免丝网上的感光胶被吹得出现厚薄不均),防护罩101异于开关门102一端的底部还设有导流管805,导流管805的外端还设有导流泵806。
54.一种高性能丝印网板上胶设备的操作方法,包括以下步骤:s1,使用者通过外部控制器指令热风机401启动并吹出常温的风,同时指令导流泵806启动,从而加速防护罩101内部的气体流动并将至室温为止。
55.s2,使用者通过两个矩形环框610将丝网绷紧压住,并通过一组锁紧单元620将两个矩形环框610夹紧并固定住。
56.值得注意的是:使用者通过观察压制变色体624显示的颜色与标准比色卡625上的
颜色差异来判断锁紧螺栓622是否拧紧,并且压制变色体624的颜色变化是可逆的。
57.s3,使用者通过外部控制器指令夹持电机504启动,从而使得同一夹持组件500上的两个夹板分开指定的距离,同时使用者通过外部控制器指令电磁滑块212启动,从而使得两组夹持组件500分开指定的距离,另一使用者手持矩形环框610并置于两个夹持组件500之间,然后使用者通过外部控制器指令电磁滑块212启动,从而使得矩形环框610的两端分别抵住两个轨道板501,然后使用者通过外部控制器指令夹持电机504启动,从而使得同一夹持组件500中的两个夹板将矩形环框610夹紧固定住。
58.值得注意的是:部控制器通过夹板上压力传感器506的信号判断是否将矩形环框610夹紧。
59.s4,使用者通过外部控制器指令开关门102打开,然后使用者通过外部控制器指令两个电磁滑块212同步运动至防护罩101的内部,然后使用者通过外部控制器指令开关门102关闭。
60.s5,使用者在外部控制器上调出预存的控制程序并让其自动运行。
61.s6,外部控制器指令两个第一电控液压杆311伸长指定的长度并保持住,同时指令外部控制器指令两个第二电控液压杆312缩短指定的长度并保持住,同时指令外部控制器指令两个第二电磁旋转座313旋转指定的角度并保持住,同时外部控制器指令第一输送泵322与胶液罐321连接的入料管323上的电磁流量阀804关闭并且其余电磁流量阀804开启,然后外部控制器指令第一输送泵322和第二输送泵704启动,从而使得柱状盲槽315向外喷射出富含干冰颗粒的射流。
62.s7,外部控制器指令两个电磁滑块212同步运动并在防护罩101内部做指定的直线运动,同时指令两个电控升降杆213同步运动并在防护罩101内部做指定的直线运动,同时指令两个第一电磁旋转座221同步运动并做指定的旋转运动,从而使得丝网被两个刮板314上喷射出的干冰颗粒射流进行冲刷清洗,直至丝网被清洗干净,然后外部控制器指令第一输送泵322、第二输送泵704、电磁滑块212、电控升降杆213、第一电磁旋转座221和第二电磁旋转座313关闭,同时指令上述s6中处于开启状态的电磁流量阀804关闭。
63.值得注意的是:外部控制器通过对摄像头802拍摄的画面进行机器视觉分析,从而判断丝网是否被清洗干净。
64.s8,外部控制器指令两个第二电磁旋转座313旋转指定角度并保持住,从而让丝网与地面垂直。
65.s9,外部控制器指令两个第二电控液压杆312伸长指定的长度并保持住,从而使得两个刮板314分别从丝网的两侧靠近并隔着丝网贴合,然后指令第一输送泵322与胶液罐321连接的入料管323上的电磁流量阀804开启并且其余电磁流量阀804关闭,同时指令第一输送泵322启动,同时外部控制器指令两个电磁滑块212同步运动并在防护罩101内部做指定的直线运动,同时指令两个电控升降杆213同步运动并在防护罩101内部做指定的直线运动,从而使得胶液罐321中的感光胶液从刮板314上的柱状盲槽315中渗出并被均匀地涂抹在丝网上,直至丝网上所有区域都被均匀地涂抹上感光胶液为止,然后外部控制器指令第一输送泵322、电磁滑块212和电控升降杆213关闭,同时指令第一输送泵322与胶液罐321连接的入料管323上的电磁流量阀804关闭。
66.值得注意的是:外部控制器通过对摄像头802拍摄的画面进行机器视觉分析,从而
判断丝网上的感光胶是否涂抹均匀,同时外部控制器通过距离传感器801检测丝网上感光胶的厚度是否各处相同。
67.s10,外部控制器指令两个第二电控液压杆312缩短指定的长度并保持住,然后外部控制器指令热风机401向防护罩101内部吹入热空气,同时外部控制器指令两个第一电磁旋转运动做指定的旋转运动,从而让丝网上的感光胶液在指定的温度下进行烘干。
68.s11,外部控制器指令热风机401和第一电磁旋转座221关闭,然后外部控制器指令开关门102打开,并指令的两个电磁滑块212从防护罩101内部同步向外移动,同时外部控制器自动退出上述s5中的控制程序。
69.s12,另一使用者握住矩形环框610,然后使用者通过外部控制器指令夹持电机504启动,从而使得同一夹持组件500上的两个夹板分开指定的距离,同时使用者通过外部控制器指令电磁滑块212启动,从而使得两组夹持组件500分开指定的距离,从而将矩形环框610取下,然后使用者将锁紧组件依次拆下并将丝网从两个矩形环框610上取下。
70.s13,依次重复上述s1~s12,从而实现对下一张丝网的上胶处理。
71.此外,值得注意的是:在s6~s7中,外部控制器还将同步启动导流泵806,从而及时地将丝网上清洗下的杂质吸除。
72.在s7和s8之间,外部控制器还会启动热风机401吹出指定温度的热风,并启动导流泵806,从而对丝网进行进一步干燥。
73.在s1~ s12中,外部控制器通过温度传感器807的信号数据反馈调节热风机401输出风的温度和流量。
74.在s1~ s12的过程中,两个电控升降杆213的状态保持同步,两个第一电磁旋转座221状态保持同步,两个夹持电机504的工作状态保持同步,两个第一电控液压杆311的工作状态保持同步,两个第二电控液压杆312的工作状态保持同步,两个第二电磁旋转座313的工作状态保持同步。
75.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。