1.本发明涉及汽车技术领域,具体涉及一种乘用车车门及制造方法。
背景技术:
2.随着乘用车的普及,乘用车的安全性日益受到关注。而车门是汽车的车身结构中一个重要的受力构件,如何避免碰撞后车身变形对乘员的伤害是提高乘用车被动安全性的关键问题。
3.目前车门大多由冲压钣金件采用点焊、激光拼焊成型,其由车门外板、车门内板、车门防撞梁、窗框、车门加强板等近二十个零部件组成。
4.但是,由于车门的冲压零部件较多,导致车门重量大、工艺复杂、生产成本高、安全性较差。同时,车门需要十几个冲压件焊接成型,不仅工艺复杂,而且车门外板模具较大,冲压成型困难,模具开发费用高。
技术实现要素:
5.为此,本发明提供一种乘用车车门及制造方法,以解决现有技术中由于乘用车车门的结构设计不合理而导致的生产工艺复杂、成本较高、安全性较差的问题。
6.为了实现上述目的,本发明提供如下技术方案:根据本技术实施例例地第一方面,提供一种乘用车车门,包括:车门内板和车门外板,所述车门内板和所述车门外板一体成型,并在所述车门内板和所述车门外板之间形成空腔;筋板,在所述车门内板和所述车门外板之间形成多个所述筋板,且多个所述筋板交错设置以将所述空腔分割成若干个盒状结构;防撞梁,所述防撞梁设置于所述空腔,并与所述车门内板以及车门外板一体成型。
7.可选地,所述车门内板的厚度呈阶梯变化或呈线性连续变化;和/或,所述车门外板的厚度呈阶梯变化或呈线性连续变化;和/或,所述筋板的厚度呈阶梯变化或呈线性连续变化。
8.可选地,相互交错的两个筋板之间形成圆角过渡。
9.可选地,乘用车车门还包括车门前框壁板和车门后框壁板,所述车门前框壁板封闭所述空腔的前侧,所述车门后框壁板封闭所述空腔的后侧;所述防撞梁包括至少两条相互平行的立筋,所述立筋均垂直于所述车门外板,且每条立筋的一端连接所述车门前框壁板,另一端连接所述车门后框壁板。
10.可选地,车门前框壁板包括铰链安装板,所述铰链安装板的厚度呈阶梯变化;所述铰链安装板构成多个盒状结构的侧壁,且各个盒状结构在所述铰链安装板处的夹角各异。
11.可选地,所述车门内板和所述车门外板之间形成有升降器安装部,所述升降器安装部凸出于所述车门内板形成安装凸台;所述升降器安装部连接有多条呈发散状的第一加
强筋。
12.可选地,乘用车车门还包括窗框,所述窗框与所述车门外板一体成型;所述窗框处形成有多个间隔设置的盒状结构。
13.可选地,所述车门内板和所述车门外板的材质为铸造铝合金。
14.可选地,乘用车车门还包括立板;所述立板设置于所述车门前框壁板和/或车门后框壁板的靠近所述空腔的一侧,并延伸至所述车门内板以及所述车门外板。
15.根据本技术实施例例地第二方面,提供一种乘用车车门的制造方法,用于制造如上述的乘用车车门,包括如下步骤:步骤s101,对乘用车车门进行载荷受力分析和分配,建立仿真模型;步骤s201,对仿真模型进行各个力学工况以及约束下的仿真计算,获取第一结果;步骤s301,根据所述第一结果进行结构模型修正,获取预设模型;步骤s401,根据所述预设模型浇注制作所述乘用车车门;步骤s501,对所述乘用车车门进行仿真和实验对比分析以及性能评估。
16.本发明具有如下优点:本发明提供的乘用车车门及制造方法,通过车门内板和车门外板一体成型,并在车门内板和车门外板之间形成空腔;在车门内板和车门外板之间形成多个筋板,且多个筋板交错设置以将空腔分割成若干个盒状结构。若干个盒状结构可较好地提升乘用车车门各个部分的连续性以达到结构最佳承载能力,同时,乘用车车门的抗变形能力大大提高,结构整体刚度远远优于开敞和半开敞结构,优于以焊接或机械连接的组合拼装结构,该乘用车车门的扭转刚度显著提高。
17.另外,防撞梁设置于空腔,并与车门内板以及车门外板一体成型。防撞梁与车门内板以及车门外板一体成型,避免了在防撞梁和车门内板以及车门外板的连接处形成焊缝,进一步地,由于防撞梁和门内板以及车门外板的连接处焊缝的取消,同时防撞梁与车门内板以及车门外板连接的连续性,能够显著提高乘用车车门碰撞的可靠性。
附图说明
18.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
19.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容涵盖的范围内。
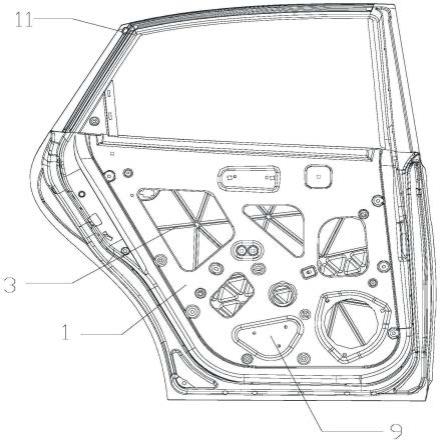
20.图1为本发明实施例提供的一种乘用车车门的结构示意图;图2为本发明实施例提供的一种乘用车车门的车门外板的结构示意图;图3为本发明实施例提供的一种乘用车车门的防撞梁的结构示意图;图4为本发明实施例提供的一种乘用车车门的车门后框壁板的结构示意图;图5为本发明实施例提供的一种乘用车车门的车门后框壁板的结构示意图;
图6为本发明实施例提供的一种乘用车车门的盒状结构的结构示意图;图7为本发明实施例提供的一种乘用车车门的圆角过渡的结构示意图;图8为本发明实施例提供的一种乘用车车门的立板的结构示意图;图9为本发明实施例提供的一种乘用车车门的窗框处的盒状结构的结构示意图;图10为本发明实施例提供的一种乘用车车门制造方法的流程示意图。
21.图中:1、车门内板;2、车门外板;3、筋板;4、盒状结构;5、防撞梁;51、立筋;6、车门前框壁板;7、车门后框壁板;8、铰链安装板;9、升降器安装部;10、第一加强筋;11、窗框;12、立板;13、圆角。
具体实施方式
22.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.如图1至图9所示,根据本技术实施例例地第一方面,提供一种乘用车车门,包括:车门内板1和车门外板2,所述车门内板1和所述车门外板2一体成型,并在所述车门内板1和所述车门外板2之间形成空腔。其中,车门内板1指车门的朝向车内的一侧框架板,车门外板2指车门的背离车内的一侧框架板,车门内板1和车门外板2一体成型,加工工艺简单,便于制作,成本较低,同时也有助于保证乘用车车门整体结构的稳定性。
24.筋板3,在所述车门内板1和所述车门外板2之间形成多个所述筋板3,且多个所述筋板3交错设置以将所述空腔分割成若干个盒状结构4,从而显著提高车门的承载能力,能够显著提高乘用车车门碰撞的可靠性。
25.需要说明的是,车门内板1、车门外板2、筋板3一体成型时,车门内板1、车门外板2之间通过多角度多维度的筋板3交织成若干个尺寸形状各不同的盒状结构4。
26.防撞梁5,所述防撞梁5设置于所述空腔,并与所述车门内板1以及车门外板2一体成型。
27.本发明提供的乘用车车门及制造方法,通过车门内板1和车门外板2一体成型,并在车门内板1和车门外板2之间形成空腔;在车门内板1和车门外板2之间形成多个筋板3,且多个筋板3交错设置以将空腔分割成若干个盒状结构4。若干个盒状结构4可较好地提升乘用车车门各个部分的连续性以达到结构最佳承载能力,同时,乘用车车门的抗变形能力大大提高,结构整体刚度远远优于开敞和半开敞结构,优于以焊接或机械连接的组合拼装结构,该乘用车车门的扭转刚度显著提高。
28.另外,防撞梁5设置于空腔,并与车门内板1以及车门外板2一体成型。防撞梁5与车门内板1以及车门外板2一体成型,避免了在防撞梁5和车门内板1以及车门外板2的连接处形成焊缝,进一步地,由于防撞梁5和门内板以及车门外板2的连接处焊缝的取消,同时防撞梁5与车门内板1以及车门外板2连接的连续性,能够显著提高乘用车车门碰撞的可靠性。
29.可选地,所述车门内板1的厚度呈阶梯变化或呈线性连续变化;和/或,所述车门外板2的厚度呈阶梯变化或呈线性连续变化;和/或,所述筋板3的厚度呈阶梯变化或呈线性连续变化。
30.在上述实施方式中,乘用车车门的各个部分的连续性较好,显著提高了乘用车车门的承载能力,同时,乘用车车门的抗变形能力大大提高,保证了乘用车车门使用的安全性。
31.在一个具体的实施方式中,所有筋板3在高度方向上呈阶梯变化或呈线性连续变化,有助于提高由多个筋板3交错形成的若干个盒状结构4的结构强度,提高了乘用车车门的抗变形能力。
32.可选地,相互交错的两个筋板3之间形成圆角13过渡。这有助于提高各个筋板3之间连接的连续性,从而有助于提高乘用车车门的整体承载能力。
33.可选地,乘用车车门还包括车门前框壁板6和车门后框壁板7,所述车门前框壁板6封闭所述空腔的前侧,所述车门后框壁板7封闭所述空腔的后侧;所述防撞梁5包括至少两条相互平行的立筋51,所述立筋51均垂直于所述车门外板2,且每条立筋51的一端连接所述车门前框壁板6,另一端连接所述车门后框壁板7。
34.在上述实施方式中,防撞梁5贯穿车门前框壁板6以及车门后框壁板7,有助于提高乘用车车门的结构强度,有助于保证乘用车内乘员的安全性。
35.在一个具体的实施方式中,防撞梁5内部立筋51之间连接有第二加强筋。第二加强筋与车门外板2连接,并且第二加强筋向外扩散,可以使碰撞力有效向外传递,提高乘用车车门在碰撞时的可靠性,较好地保护乘员安全。
36.进一步地,防撞梁5由二至四条垂直于车门外板2的立筋51组成。立筋51与周边其他结构地连接均采用圆角13过渡,立筋51贯穿联通车门前框壁板6和车门后框壁板7。车门前框壁板6和车门后框壁板7均与车门外板2垂直。立筋51同时垂直车门外板2、车门前框壁板6和车门后框壁板7。
37.需要说明的是,在乘用车车门的横截面处形成一环形闭合,结构连续,无论在车门横截面还是其立筋51局部横截面的剖面惯性矩均为最高设计目标,后附的仿真指标充分证明,乘用车车门的性能提升最高可达65%。
38.可选地,车门前框壁板6包括铰链安装板8,所述铰链安装板8的厚度呈阶梯变化;所述铰链安装板8构成多个盒状结构4的侧壁,且各个盒状结构4在所述铰链安装板8处的夹角各异。
39.在上述实施方式中,铰链安装板8结构强度较高,有助于铰链安装板8的抗变形能力,从而显著提高乘用车车门整体的结构强度以及抗变形能力。
40.在一个具体的实施方式中,由于乘用车的门铰链在铰链安装板8处,相当于悬臂梁的支点,要承受乘用车车门的各种静、动集中载荷,铰链安装板8阶梯变厚度并圆角13过渡,同时,铰链安装板8与周围其部分之间具有较好的连接性,能够在铰链安装板8周边以最短传力路线布置与周围结构件以材料连续形成一个以上多个盒状结构4,各盒状结构4形状角度各异以达到传力路径最短,不仅有利于集中载荷传递,在弯曲扭转复合载荷状态下能够非常有效承受载荷并保持结构稳定。
41.需要说明的是,本技术提供的乘用车车门,各个部分的结构之间呈连续的连接状态,其并非通过传统的连接方式,例如通过铆接和焊接拼装合成的结构,往往要通过使用高强钢类的高力学性能材料来加强,因此,本技术提供的乘用车车门,不仅有助于保证乘用车车门的整体结构强度和抗变形能力,也有助于优化乘用车车门的质量,以达到乘用车车门
轻量化的标准。
42.可选地,所述车门内板1和所述车门外板2之间形成有升降器安装部9,所述升降器安装部9凸出于所述车门内板1形成安装凸台;所述升降器安装部9连接有多条呈发散状的第一加强筋10。
43.在上述实施方式中,升降器安装部9的结构设计非常合理,有助于实现乘用车车门的整体稳定性。
44.需要说明的是,升降器安装部9与车门内板1以及车门外板2的结构一体化并同时成型,车门内板1以及车门外板2在升降器的安装处采用安装凸台设计,并以第一加强筋10的形式沿凸台向四周安置扩展,同时升降器安装部9与车门内板1以及车门外板2等周围的结构件均以圆角13过渡,从而提升了车门内板1以及车门外板2的整体和局部刚度,升降器安装部9做为受力构件参加受力,第一加强筋10的能够显著提高升降器安装部9处的局部刚度,使升降器运行更加平稳。
45.可选地,乘用车车门还包括窗框11,所述窗框11与所述车门外板2一体成型;所述窗框11处形成有多个间隔设置的盒状结构4。
46.在上述实施方式中,在乘用车车门的门边框和与窗框11衔接处采用盒状结构4,并且车门外板2一体成型,有效地提升窗框11的刚度和乘用车车门的整体刚度。同时,该乘用车车门适用于超大型商务车的车门,整体性能效果更加明显。
47.可选地,所述车门内板1和所述车门外板2的材质为铸造铝合金,从而使得乘用车车门既能够降低制造成本,又能提高乘用车车门的轻量化的效果。
48.在本技术实施例中,由于窗框11和车门铰链处的刚度提高,因此,车门密封性和下沉问题可以有效改善。例如,车门外板2可采用工程塑料,以进一步更好地实现车门的轻量化。
49.在一个具体的实施方式中,车门内板1、车门外板2的板面局部或全部镂空,保证乘用车车门主传力结构框架的结构强度。在乘用车车门侧碰安全性不降低的情况下,车门内板1可以使用铸造铝合金,车门外板2可以使用工程塑料,既能够降低制造成本,轻量化的效果会更好。
50.可选地,乘用车车门还包括立板12;所述立板12设置于所述车门前框壁板6和/或车门后框壁板7的靠近所述空腔的一侧,并延伸至所述车门内板1以及所述车门外板2。立板12有助于进一步提高乘用车车门的结构强度和抗变形能力,保证乘用车车门使用的安全性。
51.例如,乘用车车门的边框附近处布置各方向立板12,贯通车门前框壁板6、车门后框壁板7、车门内板1和车门外板2,立板12高度参数根据各向抗弯扭需求来确定,数量和角度按承载方向设置,立板12与所有结构件连接均采用圆角13过渡。
52.在一个具体的实施方式中,车门内板1和车门外板2之外的门角通过采用沿三角结构空间连接一个三角板,且三角板与两侧壁垂直连续并沿门角造型随形延展,在门角刚度薄弱部位以盒状结构4形成一较强抗扭框架,结构的整体性较好。
53.需要说明的是,本技术提供的乘用车车门,经仿真分析计算结果为:该乘用车车门的垂直刚度比现有技术中的车门的垂直刚度提高了57.7%,其比现有技术中风窗下带线刚度提高了36.5%。同时,该乘用车车门的扶手固定点刚度(p1和p2)比现有技术中扶手固定点
刚度提升较高。并且,该乘用车车门的横向刚度(后点)比现有技术中横向刚度提高了65.4%,门锁固定点刚度(p1)比现有技术中门锁固定点(p1)刚度提高了49.2%,满足设计要求;门锁固定点刚度(p2)比现有技术中门锁固定点(p2)刚度提高了51.2%,满足设计要求;门锁固定点刚度(p3)比现有技术中门锁固定点(p3)刚度提高了7.1%,另外,在整体扭转振型下,该乘用车车门提升到123.69hz,与现有技术中70.21hz相比,提升较高。该乘用车车门的限位器固定点刚度(p1和p2)比现有技术中限位器固定点刚度提升较大。
54.如图10所示,根据本技术实施例例地第二方面,提供一种乘用车车门的制造方法,用于制造如上述的乘用车车门,包括如下步骤:步骤s101,对乘用车车门进行载荷受力分析和分配,建立仿真模型;步骤s201,对仿真模型进行各个力学工况以及约束下的仿真计算,获取第一结果;步骤s301,根据所述第一结果进行结构模型修正,获取预设模型;步骤s401,根据所述预设模型浇注制作所述乘用车车门;步骤s501,对所述乘用车车门进行仿真和实验对比分析以及性能评估。
55.在本技术实施例中,该乘用车车门的制造方法,设计合理,能够较好地提升乘用车车门各个部分的连续性以达到结构最佳承载能力,同时,乘用车车门的抗变形能力大大提高,结构整体刚度远远优于开敞和半开敞结构,优于以焊接或机械连接的组合拼装结构,该乘用车车门的扭转刚度显著提高。
56.另外,该乘用车车门的制造方法,制造工艺更加简便,制造成本低。
57.在一个具体的实施方式中,该乘用车车门的制造方法包括如下步骤:步骤s101,对乘用车车门进行载荷受力分析和分配;然后,确定设备状态;接着,确定结构方案;其次,完成对乘用车车门的结构模型设计;步骤s201,根据乘用车车门的结构模型建立仿真模型,进行各力学工况和约束下的仿真计算,得到计算结果;步骤s301,根据计算结果进行结构模型修正,直至获取预设模型;步骤s401,根据预设模型制作加工图纸;步骤s501,根据加工图纸确定工艺方案、浇注系统设计、制蜡模具以及工装设计;步骤s601,浇注完成乘用车车门;步骤s701,对所述乘用车车门进行仿真和实验对比分析以及性能评估。
58.在上述实施方式中,该乘用车车门的制造方法制造工艺更加简便,制造成本低,并且显著提升乘用车车门的抗变形能力以及结构整体刚度。
59.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
