一种机动货船船体生产的环保焊接工艺
1.技术领域:本发明涉及机动货船船体加工领域,具体地说是一种机动货船船体生产的环保焊接工艺。
2.
背景技术:
在机动货船船体焊接过程中,通常采用埋弧焊和co2半自动焊实现双相不锈钢与船体结构钢板之间的焊接,焊接时需要对两个对接的板体进行开坡口处理,坡口开设加工次数多,花费人力资源较多,焊接时具有较大的热影响区,降低焊缝接头的力学性能和耐腐蚀性能,整体焊接效率低,焊接时产生辐射、闪光、烟雾、电弧或者磁冲击等,易产生焊接裂纹、夹渣、气孔等焊接缺陷。
3.为解决这些技术问题,通常才有摩擦焊的焊接技术,残余应力低,焊接工件不易变形,无需添加焊丝,无需保护气体,成本低廉,焊接过程安全无污染、无烟尘、无辐射等,提高焊接环保性,然而摩擦焊在对两个拼接后的板体进行焊接时存在如下缺陷:摩擦焊接搅拌头由上至下旋进至两个板体的焊缝内,如果摩擦焊接搅拌头由焊缝的外侧逐步移动至焊缝内时,容易发生偏位,因此摩擦焊接搅拌头的起始端以及末尾端均在焊缝两端内侧,焊接结束后由于摩擦焊接搅拌头的回抽,在焊缝末尾留有摩擦焊接搅拌头的键孔,需要对完成的焊缝的末端(键孔)进行修补处理,其次,焊缝的起始端与末尾端仍需要通过其它手动焊接进行填补,多次焊接填补使得焊接连接重复受热,应力集中,影响两个板体之间的焊接效率以及焊接强度。
4.
技术实现要素:
本发明的目的是为了克服以上的不足,提供一种机动货船船体生产的环保焊接工艺,保证焊缝由起始端向末尾端的整体一致性,提高焊接质量以及焊接强度。
5.本发明的目的通过以下技术方案来实现:一种机动货船船体生产的环保焊接工艺,具体步骤包括:s1、将两个机动货船板体放置在支撑垫板结构上,支撑垫板结构包括基座以及在基座上相向或背向滑动的支撑垫板,支撑垫板包括置于机动货船板体下端面的支撑垫板本体以及置于支撑垫板本体外侧端的止挡体,止挡体的上端面凸出于支撑垫板本体的上端面,两个机动货船板体置于支撑垫板本体上,且机动货船板体的外侧端限位在止挡体内,止挡体的上端面与机动货船板体的上端面齐平,两个机动货船板体之间的焊缝延伸方向与两个支撑垫板的接缝延伸方向垂直,止挡体将机动货船板体与支撑垫板进行横向紧固;s2、定位板体夹紧组件,板体夹紧组件包括设置在止挡体上方的多个l型连接杆,l型连接杆的一端与止挡体固定连接,l型连接杆的另一端置于机动货船板体的上方位置,竖向贯穿l型连接杆的一端具有夹紧螺杆,夹紧螺杆与l型连接杆为螺纹连接,夹紧螺杆的下端与机动货船板体的端面夹紧接触,多个夹紧螺杆分布在两个机动货船板体之间焊缝的两侧位置,多个夹紧螺杆将机动货船板体与支撑垫板本体进行竖向紧固;s3、定位摩擦焊接结构,摩擦焊接结构包括机架以及设置在焊缝正上方的摩擦焊接头,摩擦焊接头旋转设置在机架上,机架沿着焊缝的延伸方向移动,机架上具有驱动摩擦
焊接头上下移动的第一驱动缸,摩擦焊接头包括轴肩以及置于轴肩下端的搅拌指;将搅拌指的下端定位至任一一侧的止挡体正上方,第一驱动缸顶升将摩擦焊接头的搅拌指旋进至该止挡体内,且轴肩的下端面与两个机动货船板体的上端面接触,第一驱动缸停止顶升,此时机架带动摩擦焊接头整体式沿着焊缝的方向移动,通过搅拌指与机动货船板体间的摩擦热使机动货船板体处于热塑性状态,并在搅拌指的移动下使前端向后端塑形流动,直至搅拌指移动至另一止挡体内,从而形成搅拌摩擦焊缝,该搅拌摩擦焊缝由一止挡体延伸至另一止挡体,第一驱动缸收缩将摩擦焊接头与止挡体分离;s4、通过切割机将机动货船板体与两侧的止挡体进行切割分离,将焊接后的机动货船板体进行下料。
6.本发明的进一步改进在于:基座上具有滑轨,支撑垫板的下端面具有与滑轨相对应的滑槽,基座上具有驱动支撑垫板滑动的第二驱动缸,滑轨的延伸方向与两个机动货船板体的焊缝的延伸方向一致。
7.本发明的进一步改进在于:步骤s4中,当机动货船板体与止挡体切割分离后,第二驱动缸收缩,使两个支撑垫板相互分离,此时焊接后的机动货船板体直接下料至基座上。
8.本发明的进一步改进在于:止挡体靠近机动货船板体侧端面的位置嵌设有压力传感器,止挡体随着第二驱动缸的顶升而与对应的机动货船板体的侧端面相接触压紧,压力传感器实时检测止挡体与机动货船板体的压力值,当压力值达到系统设置的预定值时,第二驱动缸停止顶升。
9.本发明的进一步改进在于:搅拌指与轴肩为一体式成型结构。
10.本发明的进一步改进在于:搅拌指为锥形状结构,且搅拌指的外侧端面具有螺旋体。
11.本发明的进一步改进在于:搅拌指的长度小于机动货船板体的厚度。
12.本发明的进一步改进在于:支撑垫板为硬质合金耐磨板。
13.本发明与现有技术相比具有以下优点:1、本技术采用的摩擦焊技术,焊接残余应力低,焊接工件不易变形,无需添加焊丝,无需保护气体,成本低廉,焊接过程安全无污染、无烟尘、无辐射等,提高焊接环保性2、本发明在相邻两个机动货船板体的下方设置支撑垫板,通过支撑垫板两侧的止挡体对机动货船板体进行侧向限位,通过板体夹紧组件对机动货船板体进行横向限位,保证机动货船板体在焊接前与支撑垫板的稳定性,从而保证焊缝成型的平稳度;其次,止挡体不止起到限位的作用,摩擦焊接头旋进一止挡体经过焊缝至另一止挡体,使摩擦焊接头起始焊接处以及末端焊接处(键孔)在止挡体上,避免起始端发生焊接偏位,避免焊接末尾的键孔分布在搅拌摩擦焊缝上而影响焊缝质量,保证搅拌摩擦焊缝由起始端向末尾端的整体一致性,避免多次拼焊形成的焊点处重复受热,提高焊接质量以及焊接强度。
14.3、焊接时由于摩擦焊接头由一止挡体经过焊缝至另一止挡体,因此两个机动货船板体与支撑垫板的止挡体焊接成一体,焊接结束后,在机动货船板体与止挡体连接处进行切割,保证两个机动货船板体的搅拌摩擦焊缝的焊接质量,而对止挡体上的键孔以及焊渣等可以通过后续修补处理可再次使用。
15.4、支撑垫板本体上的滑槽与基座上的滑轨相互配合,避免支撑垫板以及与支撑垫板夹紧固定的机动货船板体在受到摩擦焊接头的高速旋转力而发生偏位等现象,保证焊接
稳定度,同时支撑垫板采用可滑动式结构,在第二驱动缸的作用下快速实现两个机动货船板体的夹紧以及焊接成型后的下料。
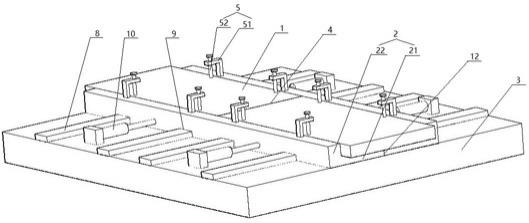
16.附图说明:图1为本发明中机动货船板体与支撑垫板、板体夹紧组件的安装定位示意图。
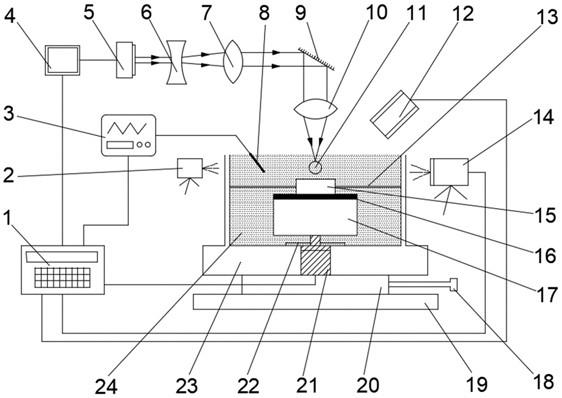
17.图2为本发明中摩擦焊接结构对机动货船板体进行焊接的结构示意图。
18.图3为图2中摩擦焊接结构形成的搅拌摩擦焊缝的结构示意图。
19.图中标号:1-机动货船板体、2-支撑垫板、3-基座、4-焊缝、5-板体夹紧组件、6-摩擦焊接结构、7-搅拌摩擦焊缝、8-滑轨、9-滑槽、10-第二驱动缸、11-压力传感器、12-接缝;21-支撑垫板本体、22-止挡体;51-l型连接杆、52-夹紧螺杆;61-摩擦焊接头、62-机架、63-第一驱动缸、611-轴肩、612-搅拌指、613、螺旋体。
20.具体实施方式:为了加深对本发明的理解,下面将结合实施例和附图对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
21.本实施例一种机动货船船体生产的环保焊接工艺,具体步骤包括:s1、将两个机动货船板体1放置在支撑垫板结构上,如图1所示,支撑垫板结构包括基座3以及在基座3上相向或背向滑动的支撑垫板2,支撑垫板2包括置于机动货船板体1下端面的支撑垫板本体21以及置于支撑垫板本体21外侧端的止挡体22,止挡体22的上端面凸出于支撑垫板本体21的上端面,两个机动货船板体1置于支撑垫板本体21上,且机动货船板体1的外侧端限位在止挡体22内,止挡体22的上端面与机动货船板体1的上端面齐平,两个机动货船板体1之间的焊缝4延伸方向与两个支撑垫板2的接缝12延伸方向垂直,止挡体22将机动货船板体1与支撑垫板2进行横向紧固;s2、定位板体夹紧组件,板体夹紧组件5包括设置在止挡体22上方的多个l型连接杆51,l型连接杆51的一端与止挡体22固定连接,l型连接杆51的另一端置于机动货船板体1的上方位置,竖向贯穿l型连接杆51的一端具有夹紧螺杆52,夹紧螺杆52与l型连接杆51为螺纹连接,所述夹紧螺杆52的下端与机动货船板体1的端面夹紧接触,多个夹紧螺杆52分布在两个机动货船板体1之间焊缝4的两侧位置,多个夹紧螺杆52将机动货船板体1与支撑垫板本体21进行竖向紧固;s3、定位摩擦焊接结构,如图2所示,摩擦焊接结构6包括机架62以及设置在焊缝4正上方的摩擦焊接头61,摩擦焊接头61旋转设置在机架62上,机架62沿着焊缝4的延伸方向移动,机架62上具有驱动摩擦焊接头61上下移动的第一驱动缸63,摩擦焊接头61包括轴肩611以及置于轴肩611下端的搅拌指612;将搅拌指612的下端定位至任一一侧的止挡体22正上方,第一驱动缸63顶升将摩擦焊接头61的搅拌指612旋进至该止挡体22内,且轴肩611的下端面与两个机动货船板体1的上端面接触,第一驱动缸63停止顶升,此时机架62带动摩擦焊接头61整体式沿着焊缝4的方向移动,通过搅拌指612与机动货船板体1间的摩擦热使机动货船板体1处于热塑性状态,并在搅拌指612的移动下使前端向后端塑形流动,直至搅拌指612移动至另一止挡体22内,如图3所示,从而形成搅拌摩擦焊缝7,该搅拌摩擦焊缝7由一止挡体22延伸至另一止挡体22,第一驱动缸63收缩将摩擦焊接头61与止挡体22分离;
s4、通过切割机将机动货船板体1与两侧的止挡体22进行切割分离,将焊接后的机动货船板体1进行下料。
22.本技术采用的摩擦焊技术,焊接残余应力低,焊接工件不易变形,无需添加焊丝,无需保护气体,成本低廉,焊接过程安全无污染、无烟尘、无辐射等,提高焊接环保性最为主要的是:本发明在相邻两个机动货船板体1的下方设置支撑垫板2,通过支撑垫板2两侧的止挡体22对机动货船板体1进行侧向限位,通过板体夹紧组件5对机动货船板体1进行横向限位,保证机动货船板体1在焊接前与支撑垫板2的稳定性,从而保证焊缝成型的平稳度;其次,止挡体22不止起到限位的作用,摩擦焊接头61旋进一止挡体22经过焊缝至另一止挡体22,使摩擦焊接头61起始焊接处以及末端焊接处(键孔)在止挡体上,避免起始端发生焊接偏位,避免焊接末尾的键孔分布在搅拌摩擦焊缝7上而影响焊缝质量,保证搅拌摩擦焊缝7由起始端向末尾端的整体一致性,避免多次拼焊形成的焊点处重复受热,提高焊接质量以及焊接强度。
23.焊接时由于摩擦焊接头61由一止挡体22经过焊缝4至另一止挡体22,因此两个机动货船板体1与支撑垫板2的止挡体22焊接成一体,焊接结束后,在机动货船板体1与止挡体22连接处进行切割,保证两个机动货船板体1的搅拌摩擦焊缝的焊接质量,而对止挡体22上的键孔以及焊渣等可以通过后续修补处理可再次使用。
24.进一步的,基座3上具有滑轨8,支撑垫板2的下端面具有与滑轨8相对应的滑槽9,基座3上具有驱动支撑垫板2滑动的第二驱动缸10,滑轨8的延伸方向与两个机动货船板体1的焊缝4的延伸方向一致。
25.进一步的,步骤s4中,当机动货船板体1与止挡体22切割分离后,第二驱动缸10收缩,使两个支撑垫板2相互分离,此时焊接后的机动货船板体1直接下料至基座3上。
26.在本技术中,支撑垫板本体21上的滑槽9与基座3上的滑轨8相互配合,避免支撑垫板2以及与支撑垫板2夹紧固定的机动货船板体1在受到摩擦焊接头61的高速旋转力而发生偏位等现象,保证焊接稳定度,同时支撑垫板2采用可滑动式结构,在第二驱动缸10的作用下快速实现两个机动货船板体1的夹紧以及焊接成型后的下料。
27.进一步的,止挡体22靠近机动货船板体1侧端面的位置嵌设有压力传感器11,止挡体22随着第二驱动缸10的顶升而与对应的机动货船板体1的侧端面相接触压紧,压力传感器11实时检测止挡体22与机动货船板体1的压力值,当压力值达到系统设置的预定值时,第二驱动缸10停止顶升。
28.进一步的,搅拌指612与轴肩611为一体式成型结构。
29.在本技术中,轴肩611的作用:轴肩611随着搅拌指612的移动,而与焊缝4的上表面接触,可有效将空气隔开,对焊缝4的表面产生一个向下的压力作用,防止处于热塑性状态的金属溢出,对成型的搅拌摩擦焊缝7起到平整的作用,进一步保证了搅拌摩擦焊缝7的表面质量以及平整度。
30.进一步的,搅拌指612为锥形状结构,且搅拌指612的外侧端面具有螺旋体613。
31.进一步的,搅拌指612的长度小于机动货船板体1的厚度。
32.进一步的,支撑垫板2为硬质合金耐磨板。
33.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有
各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。