时变系统的迭代学习控制的故障检测
背景技术:
1.迭代学习控制(ilc)是一种特别适用于本质上重复的过程的控制方法。在实践中应用ilc时,算法应被设置成确保1)系统将保持稳定,以及2)满足性能规范。然而,这些目标可能会相互冲突,特别是当设备(plant)模型包含不确定性和/或迭代变化动态时。
2.最近的研究已经考查了应用于迭代变化或非重复系统的ilc算法的收敛性和鲁棒性特性。更具体地,先前的研究开发了一种ilc的最优设计程序,该程序平衡系统性能与鲁棒稳定准则。然而,这种方法的局限性在于,满足鲁棒稳定准则需要了解输入输出算子不确定性的上界。在一些应用中,上界在正常运行期间可能过于保守,从而导致性能较差的保守学习算法。此外,如果用于设计ilc算法的边界值存在不确定性,则如果设备违反假设的上界,则ilc算法会变得不稳定。
技术实现要素:
3.为了避免这种可能性,并且为了潜在地使得更激进的ilc算法的实施成为可能,需要一种迭代学习控制器,该控制器具有:1.确定何时不能保证ilc算法渐近稳定的故障检测算法;以及2.确定ilc算法何时不满足性能规范(例如正在接近或超过输入饱和限制)的故障检测算法。
4.本文中提出了这种具有故障检测算法的ilc控制器。除了检测何时不保证稳定之外,所提出的算法可以扩展成检测不良的性能指标,诸如控制输入饱和。
5.在一个实施例中,可以将故障检测技术应用于双辊薄带钢厂的ilc控制。双辊铸造系统包括一对反向旋转的铸辊,该对反向旋转的铸辊具有在铸辊之间的辊隙且能够从辊隙向下输送铸带,辊隙是可调节的;铸辊控制器,被配置为响应于控制信号调节铸辊之间的辊隙;铸带传感器,铸带传感器能够测量铸带的至少一个参数并生成带测量信号;以及迭代学习控制(ilc)控制器,ilc控制器与铸带传感器耦合以接收来自铸带传感器的带测量信号,并且与铸辊控制器耦合以向铸辊控制器提供控制信号。ilc控制器包括故障检测算法和迭代学习控制算法,故障检测算法接收控制信号和带测量信号,并生成故障检测信号来指示何时检测到故障状况,迭代学习控制算法基于带测量信号和故障检测信号生成控制信号。当故障检测算法检测到控制信号超过上控制饱和阈值或ilc控制器运行在不保证稳定的状态中的至少一个时,故障检测算法指示故障状况。在一个实施例中,铸带传感器针对至少一个周期性干扰测量铸带,并且迭代学习控制算法被适配为降低至少一个周期性干扰的严重性。
6.在一个实施例中,将控制信号的无穷范数(∞-范数)与上控制饱和阈值进行比较。在一个实施例中,下控制饱和阈值,并且如果控制信号的无穷范数(∞-范数)超过上控制饱和阈值,则故障检测算法指示故障状况,并且如果控制信号的无穷范数小于下控制饱和阈值,则故障检测算法不指示故障状况。如果控制信号的无穷范数在上控制饱和阈值和下控制饱和阈值之间,则如果误差信号的p范数超过作为控制信号的无穷范数的函数变化的阈值,则故障检测算法指示故障状况。
7.当误差信号的当前p范数大于误差信号的初始p范数时,故障检测算法可以确定ilc控制器运行在不保证稳定的状态。在另一实施例中,当控制信号的p范数正在增加时,故障检测算法确定ilc控制器运行在不保证稳定的状态。
8.ilc控制器可以被配置为响应于指示故障状况的故障检测信号重新调谐一个或多个迭代学习控制算法滤波器。
9.在一个实施例中,铸带传感器包括厚度计,厚度计测量横跨铸带的宽度的间隔中的铸带的厚度。
10.在一个实施例中,铸辊控制器还包括动态可调节的楔形控制器,并且响应于来自实施ilc控制器的控制信号,辊隙能够通过楔形控制器来调节。在另一实施例中,铸辊包括膨胀环以调节辊隙并且铸辊控制器响应于来自ilc控制器的控制信号来控制膨胀环。
11.本发明的另一方面包括一种在双辊铸造系统中减少铸带金属产品的周期性干扰的方法,双辊铸造系统具有一对反向旋转的铸辊,该对反向旋转的铸辊在铸辊之间的辊隙处生产铸带,辊隙能够通过铸辊控制器调节,迭代学习控制算法生成控制信号,以及故障检测算法生成故障检测信号。方法包括向铸辊控制器提供控制信号;测量铸带的至少一个参数;基于控制信号和铸带的至少一个参数计算误差信号;向故障检测算法提供控制信号和误差信号;当故障检测算法确定控制信号的无穷范数超过上阈值时,通过故障检测信号指示故障状况;以及,通过迭代学习控制算法基于误差信号和故障检测信号生成铸辊控制器的控制信号。铸辊控制器响应来自迭代学习控制算法的控制信号来调节辊隙,以减少周期性干扰。
12.在一些实施例中,方法还包括下阈值,并且如果控制信号的无穷范数(∞-范数)超过上阈值,则故障检测算法指示故障状况,并且如果控制信号的无穷范数小于下阈值,则故障检测算法不指示故障状况。如果控制信号的无穷范数在上阈值和下阈值之间,则如果误差信号的p范数超过作为控制信号的无穷范数的函数变化的阈值,则故障检测算法指示故障状况。
13.方法还可以包括在误差信号的当前p范数大于误差信号的初始p范数时通过故障检测算法生成故障检测信号的步骤。方法还可以包括在控制信号的当前p范数正在增加时通过故障检测算法生成故障检测信号的步骤。方法还可包括响应于指示故障的故障检测信号使一个或多个迭代学习控制器滤波器失谐的步骤。
14.方法还可以包括铸辊控制器控制动态可调节的楔形控制器,并且响应于控制信号,辊隙能够通过楔形控制器来调节。方法还可以包括铸辊控制器响应于控制信号控制膨胀环。
15.提供了一种包括具有故障检测的迭代学习控制(ilc)控制器的双辊铸造系统。双辊铸造系统包括一对反向旋转的铸辊,该对反向旋转的铸辊具有在铸辊之间的辊隙并且能够从辊隙向下输送铸带,辊隙可调节,铸辊控制器被配置为响应于控制信号调节铸辊之间的辊隙;铸带传感器,铸带传感器能够测量铸带的至少一个参数并生成带测量信号;以及迭代学习控制(ilc)控制器,ilc控制器与铸带传感器耦合以接收来自铸带传感器的带测量信号并与铸辊控制器耦合以向铸辊控制器提供控制信号。ilc控制器包括故障检测算法和迭代学习控制算法,故障检测算法接收控制信号和带测量信号并生成故障检测信号以指示何时检测到故障状况,迭代学习控制算法基于带测量信号和故障检测信号生成控制信号。故
障检测算法在检测到ilc控制器运行在不保证稳定的状态时或当ilc控制器不满足预定义的性能规范时指示故障状况。
附图说明
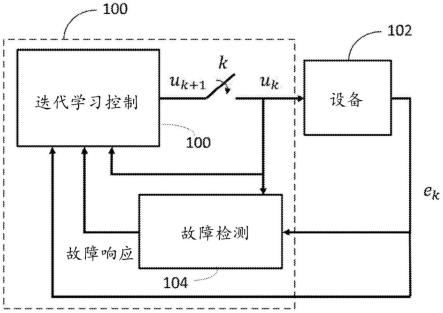
16.图1是根据本发明的一个方面的具有故障检测功能的ilc控制器的框图,该ilc控制器向设备提供控制信号。
17.图2是故障检测准则示出为平面的2范数‖ek‖2与‖uk‖2和迭代k的图表。
18.图3是故障检测准则示出为一条线的2范数‖ek‖2与‖uk‖2的图表。
19.图4是2范数‖ek‖2与‖uk‖2针对致动器饱和的两种情况的图表。
20.图5是采用根据本发明的另一方面的ilc控制器的双辊连铸机的图示。
21.图6是图5的双辊连铸机的附加细节的图示。
22.图7是采用根据本发明的另一方面的ilc控制器的双辊连铸机的框图。
23.图8是根据本发明的另一方面的楔形控制系统的框图。
24.图9a和图9b包括根据本发明的另一方面的故障控制算法的实施例的流程图。
具体实施方式
25.参考图1,根据本发明的一方面的ilc控制器100控制设备102。设备102可以包括潜在的非重复系统。ilc控制器100包括ilc算法106和故障检测算法104。故障检测算法104检测应用于设备102的ilc算法106何时1)违反用于保证渐近稳定的假设或2)不满足预定义的性能规范或不满足两者。如果不满足运行传导(operating conduction)或稳定要求,则故障检测算法104生成指示故障状况的故障检测信号。
26.假设u和y是具有合适范数的banach空间,将||
·
||用来表示适当空间中的向量和诱导算子范数。在一些实施方案中,ilc系统的类别包括以下形式的线性时不变系统:
[0027][0028]
其中yk∈y是输出信号,uk∈u是输入信号,dk∈y是包含干扰和初始条件影响的外源信号,并且pk∈b(u,y)是输入-输出算子,都以k次迭代定义。其他类别的ilc系统也可能适合或被用于考虑故障检测。
[0029]
在该实施例中,设备模型对于所有都是有界输入有界输出(bibo)稳定的,并且ilc算法的目标是使输出yk和预定义的参考信号rk之间的跟踪误差收敛到零的小邻域,其中跟踪误差ek被定义为:
[0030][0031]
为了实现此目标,可以采用通常用于鲁棒ilc的通用线性迭代不变ilc算法:
[0032][0033]
其中q和l是要设计的滤波器并且u0∈u是初始输入。
[0034]
(3)中的q(输入信号滤波器)和l(误差信号滤波器)的选择通常取决于平衡性能和鲁棒稳定之间的折衷。鲁棒ilc中的一个常见假设是‖pk‖
∞
具有上界,这意味着设备模型中的不确定性是有界的。该假设启用了设计ilc算法时常用的收缩映射稳定准则。
[0035]
一种设计方法是选q和l,使得可以做出某些渐近稳定保证。由(1)、(2)、(3)所描述
的ilc系统的渐近稳定的充要条件是:
[0036][0037]
其中ρ(
·
)是谱半径算子。然而,由于计算谱半径的困难性,可以使用以下充分的渐近稳定条件来设计ilc滤波器:
[0038]
‖q-lpk‖
∞
《1。
ꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0039]
在一种方法中,通过解决平衡系统的性能与鲁棒稳定准则的最优化问题来描述最优化设计过程。然而,这种方法的局限性在于,满足鲁棒稳定准则需要了解输入-输出算子不确定性的上界。
[0040]
在一些实施方案中,上界可以远大于正常运行期间‖pk‖
∞
值。在这些应用中使用此边界来设计ilc算法会导致性能较差的保守学习算法。此外,如果用于设计ilc算法的边界值存在不确定性,则如果设备违反该假设的上界,则ilc算法会变得不稳定。
[0041]
故障检测算法考虑p范数‖ek‖
p
和‖uk‖
p
的值以及它们在迭代索引k中的历史。对于故障检测算法,应用了以下定义,所述定义允许将ilc算法的运行分类为故障或令人满意。
[0042]
可以通过组合以下形式的不等式来定义稳定且令人满意的运行条件的集合:
[0043][0044]
故障检测算法的目标是检测何时违反所有稳定和令人满意的运行条件的并集。换言之,在形式(5)中定义的任何或所有稳定和令人满意的运行条件下,故障被分类为尾部(breech)。
[0045]
对于检测ilc算法何时不能保证渐近稳定的情况,一种方法是使用‖pk‖
∞
的上界的一个假设值,然后设计ilc算法使得由(1)、(2)、(3)所描述的ilc系统满足渐近稳定的充分条件。
[0046]
为了在一些实施方案中启用故障检测算法,以下被用来定义稳定运行条件的区域。考虑由(1)、(2)、(3)所描述的ilc系统,渐近稳定的运行条件的集合可以由以下不等式定义:
[0047][0048]
为了证明这一点,将三角不等式应用于(4)并产生更保守的稳定条件。
[0049]
‖q-lpk‖
∞
≤‖q‖
∞
‖lpk‖
∞
≤‖q‖
∞
‖l‖
∞
‖pk‖
∞
《1
ꢀꢀꢀꢀꢀ
(7)
[0050]
如果使用该稳定条件设计ilc算法,则该条件可用于提供‖pk‖
∞
的上界,该上界确定在违反(7)之前大小的限制‖pk‖
∞
。通过识别范数函数返回一个非负值然后针对‖pk‖
∞
求解(7)来找到该上界:
[0051][0052]
然后,将三角不等式应用于(2)的范数来根据(3)中定义的ilc算法来获得‖ek‖
∞
的以下下限:
[0053]
‖ek‖2=‖r
k-pku
k-dk‖2≥|‖r
k-dk‖
2-‖pkuk‖2|≥‖r
k-dk‖
2-‖pkuk‖2。
[0054]
重新排列这些项,使用范数的乘法性质,并应用(8)得到
[0055][0056]
重新排列这些项得到以下不等式,这产生了‖ek‖2的可接受值的准则
[0057][0058]
‖e
k-dk‖2的值是u=0时误差的度量,可以在不将ilc应用于系统的情况下获得该度量。由(6)所描述的渐近稳定运行条件的集合仅提供所有渐近稳定运行条件的集合的一个子集。当故障检测算法检测到违反(6)时,并不一定意味着系统不稳定。这仅意味着基于用于ilc算法的设计方法无法保证渐近稳定。
[0059]
如果ilc被设计成对于所有可能的pk,‖q-lpk‖《γ《1,则满足单调收敛条件。对于这种保证单调收敛的特殊情况,输入信号的范数增加,而误差信号的范数减少或保持不变。相反,当ilc算法开始变得不稳定时,输入和误差信号的范数都开始增加。使用该信息,可以构建检查误差和输入信号的范数的历史来检测算法何时开始变得不稳定的准则。检测稳定的一个实施例是检查是否同时满足以下两个条件:1)‖ek‖2不增加;和2)‖uk‖2不增加。这个条件可以用形式(5)表示为以下两个不等式:
[0060]
‖ek‖2≤0‖uk‖2 ‖e
k-1
‖2,以及
[0061]
0‖ek‖2≤-‖uk‖2 ‖u
k-1
‖2。
[0062]
关于不满意性能的检测,性能规范可以被改写为(5)的形式,以定义表现出令人满意的性能的运行条件。虽然可以有许多类型的性能规范,但是本文中讨论了三种常见的性能规范:避免输入饱和、衰减过程干扰和以特定速率实现跟踪误差收敛。期望检测的第一类性能故障是当系统接近输入饱和极限u
sat
时。可以通过使用(5)中的p=∞,a=0,b=-1,c=u
sat
定义令人满意的性能区域来检测输入饱和。
[0063]
注意,用来检测ilc算法何时违反渐近稳定设计假设的相同p范数‖u‖2也可以被用来通过使用向量的性质来检测输入饱和故障。这种关系可以被用来替代地将饱和满足准则写为
[0064][0065]
其中n表示每次迭代中的样本数。可以将此饱和满意准则写成使用p=2,a=0,b=-1和的(5)的形式。使用这种方法意味着,故障检测算法在检测到违反稳定和令人满意的运行条件时只需要计算一组p范数。
[0066]
有助于检测的第二类性能故障是当ilc算法导致误差信号的p范数增加到在初始‖e0‖
p
以上时。这意味着,跟踪误差在p范数意义上被放大,并且ilc算法正在降低而不是提高系统的性能。可以通过为任何类型的p范数选择(5)中的a=1,b=0和c=‖e0‖
p
来检测此类故障。
[0067]
有助于检测的第三类性能故障是当ilc算法在2范数意义上没有以特定速率收敛时。如果我们具有由0《γ《1定义的期望收敛速率,我们可以将令人满意的运行条件的集合
定义为:
[0068]
‖ek‖2《γk‖e0‖2[0069]
这是其中p=2,a=1,b=0且c=γk‖e0‖2的(5)的形式,c是随迭代索引k改变的标量值。
[0070]
为了在模拟中演示该算法,采用以下设备:
[0071][0072]
其中pk是标称值为0.2的标量值,并被假定具有0.3的上界。对于每次模拟,我们每次迭代收集n=180个样本。
[0073]
ilc算法可以按如下方式构建:
[0074]uk 1
=0.7uk 1.0(0.0-yk)
[0075]
=0.7u
k-y_k
[0076]
其中u0=0。与所描述的设备耦合的该ilc算法满足保守稳定要求(7)。因此,可以用‖q‖
∞
=0.7,‖l‖
∞
=1.0且针对这个系统来分析所提出的不稳定检测准则(6)。
[0077]
为了评估(6)中给出的准则对所提出的ilc系统的有效性,使用pk的三种情况来模拟设备。情况1是情况2是pk=0.2 δk,其中δk是[-0.1,0.1]中的随机数。情况3是对于k≤50,pk=0.2,且对于k》50,pk=0.5。
[0078]
图2示出了‖ek‖2与‖uk‖2和k的三维图,其中准则(6)显示为三维空间中的平面。在情况1中,迭代不变设备允许输入信号和误差信号收敛到一个稳态值。由于使用q《1的值,该值大于零,但ilc控制器实现了使误差收敛到零附近的小范围的控制目标。
[0079]
在情况2中也满足控制目标,其中输入输出算子的范数是在‖pk‖
∞
=0.1和‖pk‖
∞
=0.3之间的随机值。在这种情况下,对于‖pk‖
∞
的所有值都满足鲁棒稳定准则(6),并且‖uk‖2和‖ek‖2对保持在不稳定准则平面上。在检查图3时可以清楚地看到这一点,图3是图2投影到‖uk‖2与‖ek‖2平面上。在这个投影中,准则平面被压缩为‖uk‖2与‖ek‖2平面上的一条线,并且所有数据都在该线上。此外,该视图清楚地示出‖ek‖2的值总是小于‖e0‖2,这意味着迭代不变ilc算法尽管在迭代变化的设备上运行也能够提高性能。
[0080]
情况3示出了故障检测准则第一次被打破。在这种情况下,当‖pk‖
∞
的值在迭代k=50时变为‖pk‖
∞
=0.5时,ilc算法不再满足(7)。正如我们早前提到的,这并不意味着系统不稳定,因为(7)只是一个充分条件。但是,这确实意味着该系统正在以ilc并非为之设计的模式运行。在此实施例中,计算了充要条件,并且可以确定只要‖pk‖
∞
《1.7系统将保持稳定;但是在‖pk‖
∞
接近上界时,误差动态的瞬态可能导致误差的范数在某些迭代中增加到‖e0‖2以上。
[0081]
虽然故障检测准则(6)能够检测到‖pk‖
∞
何时变得略大于设备不确定性模型中定义的上界,但它可能无法检测到‖pk‖
∞
变得远大于用来调谐ilc的上界。为了检测这些条件,准则(6)应该与第二故障检测校验相结合,该第二故障检测校验相对于‖e0‖2的值检查‖ek‖2的值。例如,令人满意的性能可以被标记为‖ek‖2≤‖e0‖2且满足(6)的横截面区域。
[0082]
如前所提及的,除了避免不稳定外,还希望能够检测ilc算法不满足性能规范的情
况。可以以(5)的形式定义准则,以检测模拟的设备何时可能违反输入饱和约束。
[0083]
模拟研究的情况4与情况1相同,即但是我们假设执行器具有的饱和极限为u
sat
=1.5。假设ilc反馈中使用的输入信号是发送到执行器的输入,并且它不反映饱和。换句话说,在被用来计算u
k 1
时,uk可能包含大于u
sat
的项。执行器饱和的结果被示出在图3中。在这种情况下,‖uk‖2增加但‖ek‖2不减少。可以通过定义以下形式的令人满意的性能的准则来检测这种不令人满意的性能:
[0084][0085]
上述故障检测技术可以应用于本发明人在美国专利号10,449,603中所公开的双辊薄带钢铸造ilc控制器系统,该美国专利通过引用并入本文中。然而,上述故障检测技术并不限于适用于美国专利号10,449,603中公开的控制系统,而是普遍适用于ilc控制器系统。
[0086]
根据上述发明的一个实施方式,参照图5、图6和图7,双辊连铸机总体上由11表示,该双辊连铸机生产薄铸钢带12,该薄铸钢带12进入过渡路径穿过引导台13到达夹送辊架14。在离开夹送辊架14之后,薄铸带12进入并通过热轧机16,该热轧机16包括支承辊16b和上下工作辊16a,在上下工作辊16a处带的厚度减小。带12在离开轧机15时,通过跳动台17,在该处带12可以被迫由水射流18冷却,然后通过包括一对夹送辊20a的夹送辊架20并到达卷取机19。
[0087]
双辊连铸机11包括主机框架21,该主机框架21支撑一对侧向定位的铸辊22,铸辊22具有铸表面22a并在铸辊22之间形成辊隙27。熔融金属在铸造活动过程中从钢包(未示出)供应到中间包23,通过耐火罩24到达可移动中间包25(也称为分配器容器或过渡件),然后通过辊隙27上方的铸辊22之间的金属输送喷嘴26(也称为芯喷嘴)。将熔融钢从中间包23通过罩24的出口引入到可移动中间包25中。中间包23装配有滑门阀(未示出)以选择性地打开和关闭出口24,并有效地控制熔融金属从中间包23流到连铸机。熔融金属从可移动中间包25流动通过出口并可选地到达并通过芯喷嘴26。
[0088]
如此输送到铸辊22的熔融金属在由铸辊表面22a支撑的辊隙27上方形成铸池30。该铸池由一对侧挡或板28限制在辊的端部,该对侧挡或板28通过一对推进器(未示出)施加到辊的端部,推进器包括连接至侧挡的液压缸单元。铸池30的上表面(通常称为“弯月面”水平)可以上升到输送喷嘴26的下端部上方,使得输送喷嘴26的下端部浸入铸池内。
[0089]
铸辊22在内部通过冷却剂供应(未示出)进行水冷并由驱动器(未示出)沿反向旋转方向驱动,以使壳在移动的铸辊表面上凝固并在辊隙27处聚集在一起以生产薄铸带12,薄铸带12从铸辊之间的辊隙向下输送。
[0090]
在双辊连铸机11下方,铸钢带12穿过密封外壳10内到达引导台13,引导台13将带引导到夹送辊架14,带通过夹送辊架14离开密封外壳10。外壳10的密封可以不完整,但适合允许控制外壳内的大气并允许氧气进入外壳内的铸带。在离开密封外壳10之后,带可以在夹送辊架14之后穿过其他密封外壳(未示出)。
[0091]
在带进入热轧机架之前,通过厚度计44获得横向厚度轮廓并将其传送给ilc控制器92。就是在该位置,通过从另一侧减去一侧的厚度测量来测量楔形。为了将这些侧彼此区分,一侧指定为驱动侧(ds),而另一侧指定为操作侧(os)。然后,楔形量是ds厚度减去os厚
度。ilc控制器向铸辊控制器94提供输入,铸辊控制器94例如可以控制辊隙几何形状。
[0092]
在典型铸造中,楔形根据辊的角位置而变化。随着辊旋转,辊偏心率的变化加上辊表面的热变化会导致楔形从偏向一侧偏移到偏向另一侧。然后,随着下一旋转开始,楔形信号恢复为偏向第一侧且循环继续。旋转周期可以约为1.5秒。楔形行为可以在旋转频率和两倍旋转频率下都是周期性的。
[0093]
用于调节厚度轮廓的主要致动变量是由于定位铸辊而产生的间隙。该间隙称为辊隙。为了减少楔形缺陷,ilc需要映射辊隙参考信号如何影响热箱中的楔形测量的设备模型。影响楔形的一个控制是“倾斜”,它表示如分别在驱动侧和操作侧测量的间隙距离之间的差。
[0094]
为了识别系统模型,可以将方波用作输入倾斜控制信号,表示为u。对于输出信号,可以在厚度计处测量铸带厚度,以测量输入倾斜信号对楔形的影响。厚度计可以位于热轧机之前的推出台上。产生的楔形信号被指定为xw。它是输入倾斜控制信号、测量噪声和周期性干扰信号的总和,如图7中示例性地示出的。将设备对输入信号的响应与测量噪声和周期性干扰信号相加,以重建测量信号。
[0095]
方波的动态响应可能会被干扰和噪声信号的存在所掩盖。在1.5hz以上可能存在显着的测量噪声,这可能会妨碍设备识别过程。为了减少这些信号对设备模型创建的影响,可以使用一组带阻和低通滤波器对测量的信号进行滤波。例如,可以在matlab中使用带有两个三阶butterworth带阻滤波器的filtfilt命令来移除两个周期性干扰:一个具有3弧度/秒和6弧度/秒的截止频率,另一个具有6弧度/秒和10弧度/秒的截止频率。然后,使用具有9弧度/秒的截止频率的六阶低通butterworth滤波器以类似的方式移除高频噪声。
[0096]
除了噪声之外,通过存在倾斜动态和楔形测量之间的大量延迟而使设备模型识别进一步复杂。如图6所示,带离开铸辊并进入热箱,其中带在被送入热轧机架之前形成环。楔形测量位置在环的下游于将带送入热轧机架的台辊上。带离开铸辊时与测量楔形时之间的时间量可能足够长,以使发生多个辊旋转。为了识别用于设计ilc控制器的设备模型,将楔形信号偏移约5个辊旋转,以补偿此测量的延迟。
[0097]
然后可以使用经滤波的楔形测量信号x
w,f
来识别设备模型。这是通过假设可以用以下形式的多项式描述设备来实现的:
[0098]
a(x)x
w,f
(t)=b(z)u(t)
ꢀꢀꢀꢀ
(10)
[0099]
其中,t是样本索引,a和b是关于z的多项式,z是t(样本)域中的前移算子。例如,由以下给出的多项式模型:
[0100]
x
w,f
(t)=0.186z-671
u(t)
ꢀꢀꢀ
(11)
[0101]
能够实现81.65%的标准化均方根误差拟合百分比。
[0102]
前面讨论的测量延迟引入了ωt=57.3弧度的相位滞后,这使得传统的反馈控制器实际上不可行。上述的所识别的设备模型可以用于合成可以克服由延迟引入的相位滞后的迭代学习控制器。标准ilc算法由以下给出:
[0103]
u(t,k 1)=u(t,k) le(t,k)
ꢀꢀ
(12)
[0104]
其中,u是辊旋转k内样本t处的倾斜控制输入,e是误差,其定义为楔形信号的负值。
[0105]
根据设备模型,可以将误差重写为:
[0106]
e(t,k)=-(b(z)/a(z)u(t,k) d(t))
ꢀꢀꢀꢀ
(13)
[0107]
其中,d(t)是周期性干扰信号,它不取决于迭代索引k。这导致由以下给出的控制定律:
[0108]
u(t,k 1)=[1-l(b(z)/a(z))]u(t,k)-l(z)d(t)
ꢀꢀꢀꢀ
(14)
[0109]
然后,用于从u(t,k)到u(t,k 1)的压缩映射的收敛条件通过以下给出:
[0110][0111]
该映射确保u(t,k)收敛到使跟踪误差最小的值。对于方程式(11),条件满足,只要:
[0112]
0≤l≤10.87。
[0113]
如果没有测量延迟,则方程式(12)适用。然而,如上所述,存在等于辊旋转的显著测量延迟。为了弥补此,我们将控制器修改为以下形式:
[0114][0115]
其中,q是k域中的前移算子,是满足的最小正整数,其中tr是一个辊旋转的周期,而δt是测量延迟。此修改不会影响增益范围,因为收敛条件变为:
[0116]
‖1-l(b(z)/a(z))‖
∞
《1
ꢀꢀꢀꢀꢀ
(17)
[0117]
这导致l的边界相同。
[0118]
这种类型的控制器也可被视为一种ilc算法,其中迭代周期为每旋转,而不是基于每旋转。
[0119]
在楔形控制器的一些实施方案中,如图1所示,故障检测算法104被纳入从设备到迭代学习控制100的反馈回路中。故障检测算法104接收来自ilc控制器的控制信号和来自设备102的误差信号,并向ilc控制器提供故障响应信号。故障检测算法的一个实施例如图9a和图9b所示。
[0120]
楔形控制器使用迭代学习控制(ilc)算法来使用先前的控制输入信号(在框图中表示为uk)和由响应输入信号uk运行的设备产生的楔形误差信号ek计算辊旋转k 1的铸辊倾斜信号(表示为u
k 1
)。美国专利号10,449,603公开了如何在ilc公式中加入延迟补偿。在此实施例中,假设该功能包含在ilc和设备块中,其中误差信号的延迟估计和前向投影发生在设备块中,而ilc计算延迟发生在ilc块中。然而,本文中公开的故障检测技术在与不执行延迟估计或补偿的ilc控制器结合使用时也具有实用性。
[0121]
楔形控制器的一些实施方案中使用的故障检测算法检查uk的∞范数值和ek的2范数并试图检测1)输入信号何时接近主过程控制器放置在楔形控制器上的软饱和限制以及2)楔形控制器何时变得不稳定。在一些实施方案中,这是通过使用以下准则来定义‖uk‖
∞
和‖ek‖2空间中的令人满意的性能区域来完成的。令人满意的性能区域由以下条件不等式的并集定义:
[0122]
‖u‖
∞
《80μm,
[0123]
如果80μm≤‖u‖
∞
《110μm,则
[0124]
如果‖e‖2≥34μm,则‖u‖
∞
《110μm
[0125]
‖u‖
∞
《110μm的约束基于主过程控制器对楔形控制器施加的软饱和限制。其他值基
于算法开始变得不稳定时获得的经验数据。这些值将根据受ilc控制器约束的系统变化。注意,向量范数定义之间的关系可用于以对两个向量使用相同p范数的形式重新定义不等式,类似于方程式(5)中使用的表达式。
[0126]
在ilc离开令人满意的性能区域的情况下,在一些实施方案中,故障检测算法使ilc算法失谐并且系统返回到令人满意的性能区域。具体地,故障响应在检测到故障时减小q的值。这已被证明可以提高ilc系统的鲁棒性,但也会降低楔形控制器的最佳性能。
[0127]
故障检测算法的上述实施例包括适用于特定双辊连铸机的特定值。然而,可以更一般地表达故障检测算法和使用该算法的方法以允许适应其他连铸机。参考图9a和图9b,故障检测算法200在步骤202中被初始化。样本索引设置为t=0,其中具有下限值xl和上限值xu的微调倾斜输入设置为适合于连铸机的值。楔形信号也可以具有下限值yl和上限值yu,它们也被设置为适合连铸机的值。在例示的实施例中,xu=100,xl=75,yu=35,yl=10。然而,这些是可以因应用而异的设计参数。连铸机可以具有每旋转(迭代)t个样本的旋转周期。连铸机也可以有多次旋转i,并且n可以表示i次旋转中的样本总数n=i*t。在一个实施例中,i=10,并且n=10*t。然而,每个旋转周期的迭代数是任意的并且可以根据需要调整。
[0128]
在步骤204中获得数据的第一次迭代。连铸机可以运行10次迭代(或为i选择的任何次迭代),微调倾斜输入存储为向量ww(1:n),并且楔形测量值存储为向量xw(1:n)。
[0129]
对于在铸造和测量之间有延迟的应用,在步骤206中获得延迟估计td。这可以如上所述获得。
[0130]
在步骤208中基于包括延迟估计的间隔获得数据。运行ilc算法并测量nk次迭代的楔形,其中nk是最小整数,使得nk*t》td。倾斜微调值存储在w(t 1:t nk*t)处,楔形测量值存储在xw(t 1:t nk*t)处。样本索引更新为t=t nk*t。
[0131]
在步骤210中,楔形信号的2范数被计算为h2_xw=sqrt(sum(xw(t-n 1:t))^2)/n)并且倾斜微调输入的无穷范数(∞范数)计算为hi_ww=max(abs(ww(t-td-n l:t-td)))。在所例示的实施例中,h2_xw和hi_ww在步骤202中初始设置为零。
[0132]
在步骤212中,输入hi_ww的∞范数被评估如下。如果hi_ww超过微调倾斜上限值xu,则指示性能故障并且算法行进到步骤218。如果hi_ww小于修整倾斜上限值xu,则算法行进到步骤214并且针对xl评估hi_ww。如果hi_ww小于微调倾斜下限值xl,则指示没有性能故障并且算法行进到步骤220。如果hi_ww在微调倾斜上限值和下限值之间,则在步骤216中如下评估楔形信号h2_xw的2范数。如果h2_xw小于yl (yu-yl)/(xu-xl)*(hi_ww-xl),则指示性能故障并且算法行进到步骤218。h2_xw大于yl (yu-yl)/(xu-xl)*(hi_ww-xl),指示没有性能故障并且算法行进到步骤220。
[0133]
如果指示性能故障并且算法行进到步骤218,则算法结束。对于没有指示性能故障并且算法行进到步骤220的迭代,获得用于下一次迭代的数据。运行ilc算法并测量附加迭代的楔形。倾斜微调输入值存储在ww(t 1:t t)中,楔形测量值存储在xw(t 1:t t)中,并且t更新为t=t t。然后算法返回到步骤210,然后如上所述重新计算和评估输入hi_ww的∞范数和楔形信号h2_xw的2-范数。
[0134]
在一些实施方案中,以方程式(5)的形式调整当前不等式的值和/或添加的附加约束,以检测何时未满足其他类型的性能规范。这对于扩展控制目标以包括在双辊薄带铸造
过程中发生的其他类型的周期性干扰可能特别有用。
[0135]
应当理解,本文描述的利用如所描述或预期的任何迭代学习控制方法以及任何相关算法的任何方法可以使用一个或多个控制器来执行,该迭代学习控制方法和相关算法作为指令存储在任何内存存储设备上。该指令配置为使用一个或多个处理器与双辊铸造机相结合来进行(执行),以通过双辊铸造控制薄金属带的形成。可以将任何这样的控制器以及任何处理器和内存存储设备布置成如可期望的那样与双辊铸造机的任何部件可操作地通信,包括布置成与任何传感器和致动器可操作地通信。如本文中所使用的传感器可以产生信号,其可被存储在内存存储设备中并且被处理器用来控制如本文所述的双辊铸造机的某些操作。如本文所使用的致动器可以从控制器、处理器或内存存储设备接收信号,以调整或改变如本文所述的双辊铸造机的任何部分。
[0136]
就所使用的程度而言,如本文的权利要求书和/或说明书中所使用的术语“包括”、“包含”和“具有”或其任何变型应被认为表示开放的组,其可以包括其他未指定的元素。术语“一”、“一个”和单数形式的词应理解为包括相同词的复数形式,以使这些词表示提供某项或多项内容。术语“至少一个”和“一个或多个”可互换使用。术语“单个”应用于表示某种目的仅是一种。类似地,当需要特定数量的事物时,将使用其他特定的整数值,比如“2”。术语“优选地”、“优选的”、“优选”、“可选地”、“可以”以及类似术语用于指示所参考的项目、条件或步骤是实施例的可选的(即不是必需的)特征。除非另有说明,否则描述为“在a和b之间”的范围包括“a”和“b”的值。
[0137]
虽然本文已经参考其特定实施例描述了各种改进,但应当理解,这种描述仅是为了说明,而不应解释为限制任何要求保护的发明的范围。因此,任何要求保护的发明的范围和内容仅由所附权利要求的术语来限定,以本技术的形式或在起诉期间进行修改或在任何后续申请中继续采用。此外,应理解,除非另有说明,否则本文讨论的任何特定实施例的特征可以与本文另外讨论或考虑的任何一个或多个实施例的一个或多个特征组合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。